- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Накатка резьбы с использованием роликов презентация
Содержание
- 1. Накатка резьбы с использованием роликов
- 2. Под накатыванием роликами понимают операцию пластического холодного
- 3. Достоинства методики верхняя часть детали характеризуется очень
- 4.
- 5. Недостатки накатки роликами отслаивание металла по резьбе; чешуйчатость заготовки; большой перенаклеп
- 6. Самый популярный инструмент для накатывания резьбы
- 7. Используются не отдельные плашки, а их комплект
- 8. Для нанесения внутренних резьб применяют раскатники –
- 9. Особенности использования роликов для накатки резьбы
- 11. Тангенциальная схема обеспечивает высокую производительность агрегата.
- 12. Информация о резьбонакатных станках Для накатки

Слайд 2Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали,
при которой металл подвергается высокому давлению
.

Слайд 3Достоинства методики
верхняя часть детали характеризуется очень малым уровнем шероховатости;
показатель усталостной прочности
изделия находится на высоком уровне;
производительность операции в несколько раз выше, нежели при использовании стандартной методики, когда резьба нарезается;
высокая величина твердости и стойкости против эксплуатационного износа, а также прочностного показателя поверхности заготовки, обусловленная наклепом.
производительность операции в несколько раз выше, нежели при использовании стандартной методики, когда резьба нарезается;
высокая величина твердости и стойкости против эксплуатационного износа, а также прочностного показателя поверхности заготовки, обусловленная наклепом.

Слайд 5Недостатки накатки роликами
отслаивание металла по резьбе;
чешуйчатость заготовки;
большой перенаклеп


Слайд 7Используются не отдельные плашки, а их комплект из двух штук. Одна
из них соединена с ползуном металлообрабатывающего агрегата, что позволяет ей осуществлять движение возвратно-поступательного характера. Вторая монтируется на рабочей поверхности станка неподвижным образом. Движущаяся плашка при перемещении агрегата захватывает изделие, которое требуется обработать, и по неподвижной плашке осуществляет его прокатку.

Слайд 8Для нанесения внутренних резьб применяют раскатники – похожие на машинные метчики специальные
стержни, на которых уже имеется резьба. Они снабжены хвостовиком, калибрующей и заборной частью

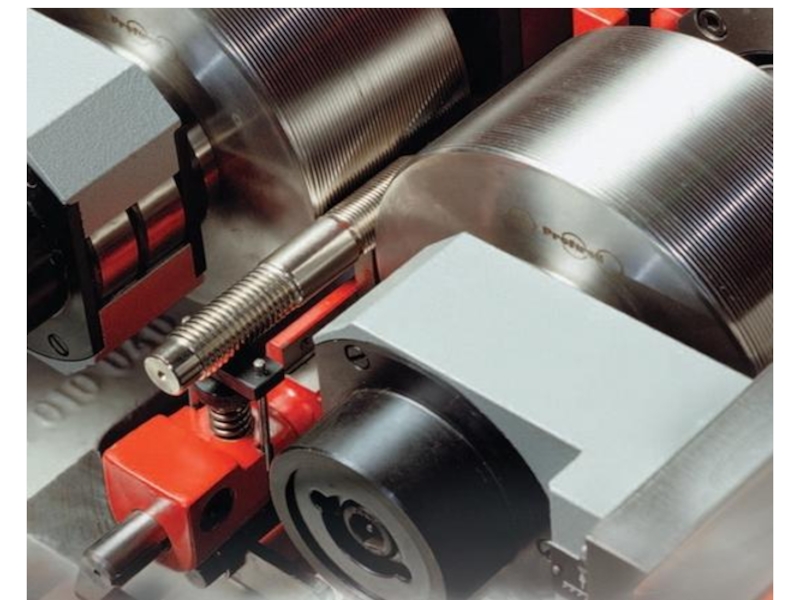
Слайд 9Особенности использования роликов для накатки резьбы
Существует три варианта накатывания резьбы роликами
в зависимости от того, каким образом резьбонакатной станок подает рабочий инструмент и изделие: с тангенциальной подачей детали; с радиальной подачей роликов; с осевой подачей заготовки.

Слайд 11
Тангенциальная схема обеспечивает высокую производительность агрегата. Она может выполняться подачей:
двух роликов
цилиндрической формы, каждый из которых имеет собственную окружную скорость;
двух пар роликов затылованного типа либо просто двух таких роликов;
двух роликов затылованного типа в центрах.
Отличие цилиндрических приспособлений от затылованных заключается в том, что у вторых имеется не только калибрующая и заборная части, но еще и сбрасывающая. По стоимости затылованные ролики дороже обычных, а использовать их можно как на простых станках, на которых шпиндельные узлы находятся в фиксированном положении, так и на специальных полуавтоматических резьбонакатных установках.
двух пар роликов затылованного типа либо просто двух таких роликов;
двух роликов затылованного типа в центрах.
Отличие цилиндрических приспособлений от затылованных заключается в том, что у вторых имеется не только калибрующая и заборная части, но еще и сбрасывающая. По стоимости затылованные ролики дороже обычных, а использовать их можно как на простых станках, на которых шпиндельные узлы находятся в фиксированном положении, так и на специальных полуавтоматических резьбонакатных установках.

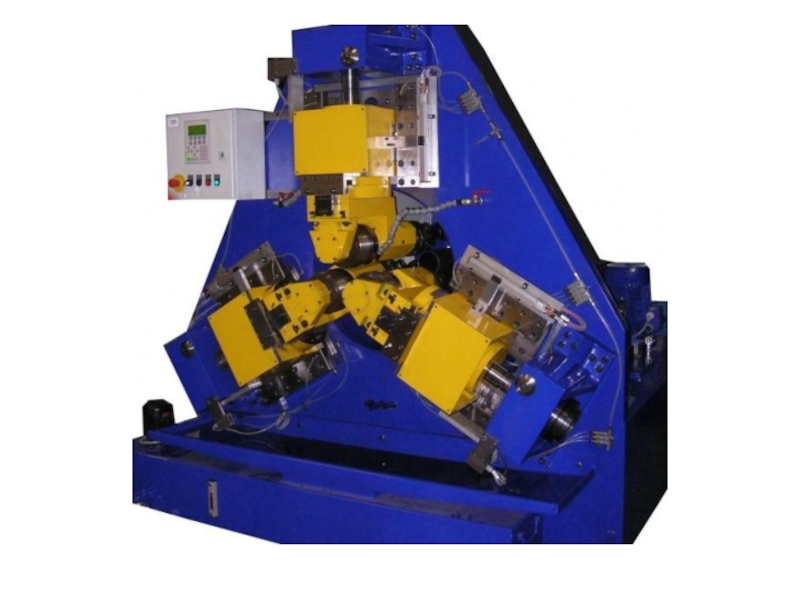
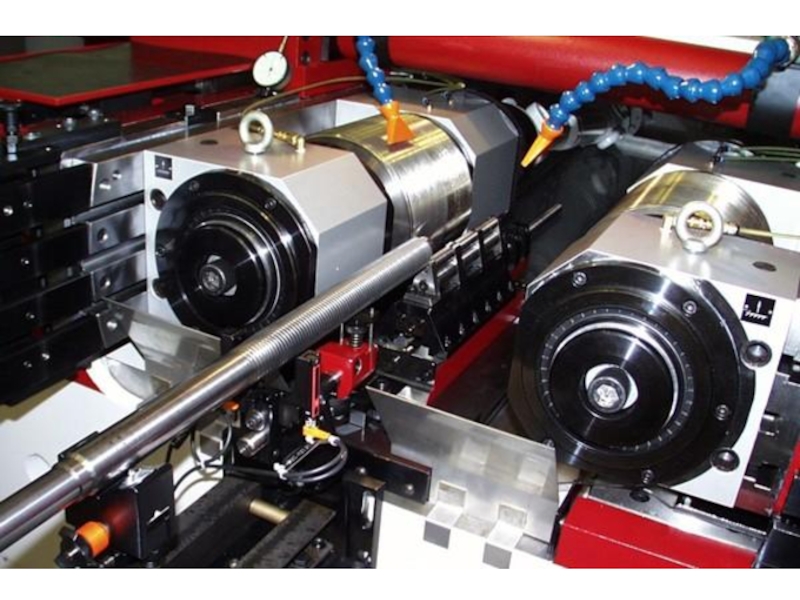
Слайд 12 Информация о резьбонакатных станках Для накатки резьбы используются полуавтоматические станки с двумя
либо тремя роликами. Любой резьбонакатной станок состоит из двух основных частей:
гидравлического привода, который необходим для формирования накатывающего усилия для деформирования изделия и формирования требуемой резьбы;
устройства для вращения в одном направлении роликов.