ООО «Запорожская атомная энергетическая компания»
генеральный подрядчик по ремонту теплообменного оборудования с нанесением антикоррозионного покрытия
- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
ООО Запорожская атомная энергетическая компания генеральный подрядчик по ремонту теплообменного оборудования с нанесением антикоррозионного покрытия презентация
Содержание
- 1. ООО Запорожская атомная энергетическая компания генеральный подрядчик по ремонту теплообменного оборудования с нанесением антикоррозионного покрытия
- 2. ООО ЗАЭК применяет
- 3. Основные группы материалов МЕТАКОР ®
- 4. Основные группы материалов ВИКОР ® - химически
- 5. ООО «ЗАЭК» Защита и ремонт
- 6. Подготовительные работы для ремонта конденсатора
- 7. Последовательность выполнения работ по подготовке трубки для
- 9. Установка гидромеханической очистки типа КРОК Внешний вид
- 10. Очистка трубок от отложений гидромеханической установкой типа
- 11. Внешний
- 12. Пескоструйная очистка Подготовка поверхности
- 13. Пескоструйный аппарат типа CLEMCO SCW-2452 Стандартная комплектация:
- 14. Компактная вакуумная установка для сбора и очистки
- 16. Внешний вид трубки
- 17. Трубка, подготовленная под покраску Внешний вид трубки
- 18. Основные этапы по
- 19. Примеры коррозионных разрушений трубных досок теплообменника
- 20. Состояние камер и трубных досок конденсатора
- 21. Очищенная с помощью пескоструйной установки трубная доска
- 22. Выравнивание поверхности трубной доски с помощью специальной шпатлёвки
- 23. Грунтовка и окраска трубных досок
- 24. Окрашенная трубная доска
- 25. Материалы и технологии предлагаемые
- 26. Последовательность работ при нанесении защитного покрытия по
- 27. Принципиальная схема покрасочной машины, предназначенной для нанесения
- 28. Основные этапы работ при покраске трубок по
- 29. Покрасочная машина, предназначенная для нанесения материалов
- 30. Перед началом работ по покраске выполняется осмотр
- 31. Трубка очищенная от отложений Трубка готова
- 32. Разрез трубки конденсатора турбины, очищенной от отложений
- 33. Выполнение работ по грунтованию внутренней поверхности трубок при помощи грунтовочных валиков и троса
- 34. Загрунтованная внутренняя поверхность трубки
- 35. Окраска трубок. Дозирование краски
- 36. Окрашенная изнутри трубка
- 37. Технология МЕТАКОР-ВИКОР обеспечивает защиту и ремонт
- 42. Эффективность технологии подтверждена длительной работой
- 43. Данная технология
- 44. Данная технология защищена патентами Патенты России
- 45. Технология МЕТАКОР-ВИКОР может применяться для различных типов теплообменного оборудования Разновидности конструкций холодильников
- 46. Защита и ремонт различных типов теплообменного оборудования Разновидности конструкций холодильников
- 48. Техника безопасности Персонал, выполняющий работы, должен
- 49. Выводы Предлагаемая технология позволяет выполнять защиту различного
Слайд 1 Специальные технологии очистки теплообменного оборудования и нанесение защитного антикоррозионного покрытия на теплообменное
оборудование

Слайд 2ООО ЗАЭК применяет специализированные полимерные покрытия, выпускаемые НПО
РОКОР (г. Москва), для защиты теплообменного оборудования, а также другого технологического оборудования, работающего в высоко агрессивных
средах .
, для защиты теплообменного")
Слайд 3Основные группы материалов
МЕТАКОР ® – грунты для различных подложек
( конструкционная сталь, нержавеющая сталь, цветные металлы и сплавы )

Слайд 4Основные группы материалов
ВИКОР ® - химически стойкие покрытия и грунты
ВИКОР ®
Био – покрытия для питьевой воды и пищевых продуктов

Слайд 5ООО «ЗАЭК»
Защита и ремонт
теплообменного оборудования
с помощью полимерных
антикоррозионных
материалов

Слайд 6 Подготовительные работы для ремонта конденсатора турбины с нанесением антикоррозионного
покрытия
Анализ отложений на трубках конденсатора турбины и выбор технологии очистки трубок;
Разработка технической документации для выполнения работ (ПОР, ПК, инструкции по нанесению защитного покрытия, Технологические карты, бланки отчетной документации, график выполнения работ);
Разработка проекта для изготовления и монтажа новых площадок обслуживания на конденсаторе турбины с учетом размещения на них покрасочных машин;
Разработка проекта для монтажа и подключения вспомогательных механизмов (компрессоры, калориферы, вентиляторы, понижающие трансформаторы, покрасочные машины);
Заключение договоров на поставку электрокорунда, абразивостойких шлангов, специальных сопел для пескоструйной очистки;

Слайд 7Последовательность выполнения работ по подготовке трубки для нанесения защитного покрытия
Очистка трубок
с использованием высоконапорной установки Хаммельман, однако не всегда удается полностью удалить отложения;
Очистка трубок (гидромеханической установкой типа КРОК с последующей принудительной сушкой трубок, или пескоструйными аппаратами методом протяжки калиброванного сопла по всей трубки, или комплексная очистка);
Пескоструйная очистка трубных досок и водяных камер;
Удаление абразива из камер;
Продувка трубок сжатым воздухом и удаление остатков абразива промышленным пылесосом;
Визуальный контроль подготовленной поверхности внутри трубки по всей длине при помощи специального видео эндоскопа с записью результатов контроля.
Очистка трубок (гидромеханической установкой типа КРОК с последующей принудительной сушкой трубок, или пескоструйными аппаратами методом протяжки калиброванного сопла по всей трубки, или комплексная очистка);
Пескоструйная очистка трубных досок и водяных камер;
Удаление абразива из камер;
Продувка трубок сжатым воздухом и удаление остатков абразива промышленным пылесосом;
Визуальный контроль подготовленной поверхности внутри трубки по всей длине при помощи специального видео эндоскопа с записью результатов контроля.

Слайд 8
Внешний вид трубки после гидравлической очистки высоконапорными установками ХАММЕЛЬМАН
Очистка трубок с применением высоконапорной установки типа Хаммельман давлением 600-800 кг/см2 не всегда позволяет полностью удалить отложения, что демонстрируют данные снимки.
Нанесение защитного покрытия на такую поверхность невозможно.

Слайд 9Установка гидромеханической очистки типа КРОК
Внешний вид установки гидромеханической очистки. Слева видны
шланги для подвода воды и сжатого воздуха. Справа – гибкий вал в защитной рубашке с фрезой. Давление воды – 2-4 кГ/см2, давление сжатого воздуха - 6-8 кГ/см2;
Схематическое изображение фрезы на валу внутри трубки.
Схематическое изображение фрезы на валу внутри трубки.

Слайд 10Очистка трубок от отложений гидромеханической установкой типа КРОК на 1 блоке
ОП ЮУ АЭС
Очистка конденсатора турбины на ОП ЮУ АЭС установками типа КРОК.
Для очистки одной трубки длиной 9 м требуется от 3 до 20 минут с учетом времени на техобслуживание и ремонт установок гидромеханической очистки
Управление установкой КРОК – ножной педалью

Слайд 11
Внешний вид внутренней поверхности трубки после очистки
установкой КРОК
Внутренняя поверхность трубки после гидромеханической очистки установками типа КРОК

Слайд 12Пескоструйная очистка
Подготовка поверхности для нанесения антикоррозионной защиты выполняется
с применением пескоструйного аппарата типа CLEMCO SCW 2452. В качестве абразива используется электрокорунд фракцией 0,7 – 1,2 мм (или смесь различных фракций).
Для очистки трубок применяется абразивостойкий шланг диаметром на 3-5 мм меньше внутреннего диаметра трубки с калибровочным соплом на конце.
Для пескоструйной очистки трубных досок и водяной камеры используется сопло ВЕНТУРИ.
Для очистки трубок применяется абразивостойкий шланг диаметром на 3-5 мм меньше внутреннего диаметра трубки с калибровочным соплом на конце.
Для пескоструйной очистки трубных досок и водяной камеры используется сопло ВЕНТУРИ.

Слайд 13Пескоструйный аппарат типа CLEMCO SCW-2452
Стандартная комплектация:
аппарат на колесах с клапаном подачи
и регулировки абразива
дистанционный клапан управления с кнопкой "START - STOP" у самого сопла
пескоструйный шланг - 20 м в комплекте со спаренным шлангом управления 5х5 мм
сопло пескоструйное типа "VENTURI" карбидокремниевое
Ø 4,5 – 12,5 мм – для трубных досок и водяных камер;
Сопло калибровочное по внутреннему диаметру трубки
для протяжки по всей длине
глушитель для сброса воздуха
клапан экстренной аварийной остановки
фильтр-сепаратор воздуха 1 1/2"
дистанционный клапан управления с кнопкой "START - STOP" у самого сопла
пескоструйный шланг - 20 м в комплекте со спаренным шлангом управления 5х5 мм
сопло пескоструйное типа "VENTURI" карбидокремниевое
Ø 4,5 – 12,5 мм – для трубных досок и водяных камер;
Сопло калибровочное по внутреннему диаметру трубки
для протяжки по всей длине
глушитель для сброса воздуха
клапан экстренной аварийной остановки
фильтр-сепаратор воздуха 1 1/2"

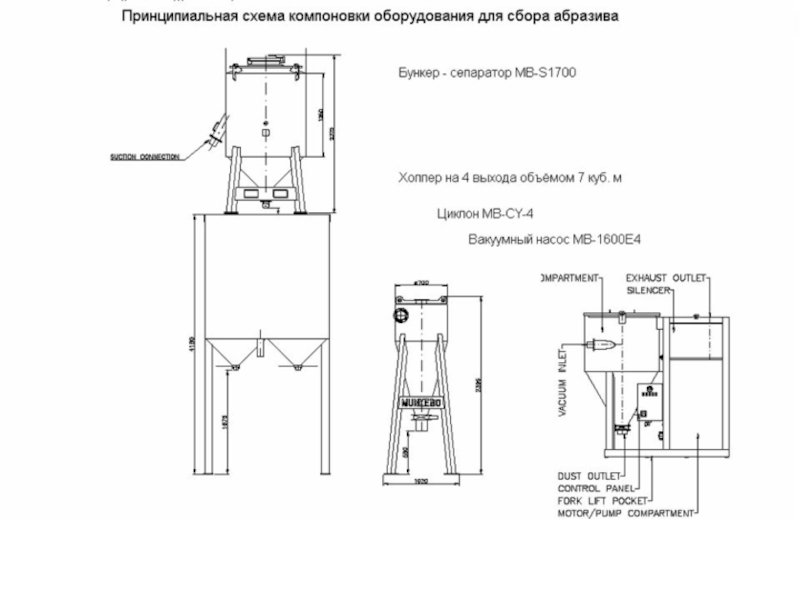
Слайд 14Компактная вакуумная установка для сбора и очистки отработанного абразива Munkebo MB
220-E3
Принцип работы:
отработавший абразив (чаще стальная дробь) собирается в конический бункер либо вручную, либо системой автоматического сбора абразива, затем включается вакуумный насос, создающий вакуум в бункере-сепараторе. Отработавший абразив засасывается через всасывающий наконечник, попадает в бункер-сепаратор, где по ступенчато очищается от пыли и крупных частиц, а затем падает в пескоструйный аппарат. Загрязненный пылью воздух очищается проходя через фильтр, а затем выбрасывается в атмосферу.

Слайд 16
Внешний вид трубки после пескоструйной очистки без предварительной гидромеханической
очистки
В результате пескоструйной очистки трубок также не всегда удается полностью удалить отложения.
Наиболее эффективным видом пескоструйной очистки является очистка трубки с протяжкой калиброванного сопла по всей длине трубки. Однако в некоторых случаях, при высокой твердости отложений, значительно увеличивается время очистки и расход абразивного материала. Увеличение времени очистки приводит к утонению ранее очищенных участков трубки. Поэтому в таких случаях применяется комбинированный метод очистки – гидромеханическая очистка с последующей пескоструйной обработкой.

Слайд 17Трубка, подготовленная под покраску
Внешний вид трубки после гидромеханической очистки установками типа
КРОК и нанесения насечки пескоструйным аппаратом методом протягивания сопла по всей длине.

Слайд 18
Основные этапы по подготовке поверхности к трубных досок и
водяных камер к нанесению защитного покрытия
Пескоструйная обработка поверхности трубных досок и водяных камер;
Удаление с ТД и ВК остатков абразива и пыли при помощи промышленного пылесоса;
Нанесение грунта МЕТАКОР-01 УНО-А на поверхность трубных досок;
Шпатлевка материалом ВИКОР-0033 ПАСТО в местах развальцовки трубок для устранения язв и элементов коррозии на трубной доске;
Нанесение выявительного слоя материала ВИКОР-793 ТРИО-А на поверхность трубной доски;
Нанесение основного покрытия ВИКОР-793 ТРИО-А в 6 слоев с промежуточной сушкой;
Сушка покрытия в течение не менее 6 часов.


Слайд 20 Состояние камер и трубных досок конденсатора турбины энергоблока №1 ОП
ЮУ АЭС (после гидравлической очистки высоконапорными установками ХАММЕЛЬМАН)





Слайд 25 Материалы и технологии
предлагаемые ООО «ЗАЭК»
для защиты и
ремонта трубок теплообменного оборудования

Слайд 26Последовательность работ при нанесении защитного покрытия по всей длине трубки
Грунтовка внутренней
поверхности трубок грунтом МЕТАКОР-02 ЦВЕТ при помощи специальных валиков на гибком тросу;
Сушка грунта в течении не менее 4 часов;
Нанесение основного покрытия ВИКОР-8095 ТТ на внутреннюю поверхность трубки при помощи покрасочной машины;
Нанесение материала ВИКОР-793 ТРИО-А на входные -выходные участки трубок в два слоя при помощи специальных спиральных кистей
Сушка покрытия в течении 4-7 суток.
Сушка грунта в течении не менее 4 часов;
Нанесение основного покрытия ВИКОР-8095 ТТ на внутреннюю поверхность трубки при помощи покрасочной машины;
Нанесение материала ВИКОР-793 ТРИО-А на входные -выходные участки трубок в два слоя при помощи специальных спиральных кистей
Сушка покрытия в течении 4-7 суток.

Слайд 27Принципиальная схема покрасочной машины, предназначенной для нанесения материалов МЕТАКОР ®
- ВИКОР ® на внутреннюю поверхность трубок теплообменных аппаратов
Трубки
теплообменника
Трубная доска
Блок
управления
Гибкий вал
с рабочим шнеком
Шкив и приводы
подачи и вращения
Шнек
Станина
Трубная доска

Слайд 28Основные этапы работ при покраске трубок по всей длине
На
первом этапе покраски разматывается барабан покрасочной машины с гибким валом и вал подается через трубку по всей длине;
На втором этапе к валам на выходе из трубки прикручивается шнек;
Потом специальным дозатором закачивается краска в трубку;
Включается подача покрасочной машины и барабан сматывает вал, который вращается со шнеком, при этом на внутренней поверхности трубки по всей длине наносится краска до извлечения гибкого вала со шнеком из трубки;
На выходе шнека из трубки останавливается подача покрасочной машины. Останавливается барабан и прекращается вращение гибкого вала. Шнеки откручивается и удаляются из камеры на очистку ;
Шнеки очищаются ацетоном и потом подаются для повторного использования на выходную камеру;
При работе покрасочной машины задействованы 5 человек;
При выполнении работ используются установки вентиляции и специальные защитные средства органов дыхания;
При выполнении работ внутри конденсатора используются осветительные приборы во взрывобезопасном исполнении.
На втором этапе к валам на выходе из трубки прикручивается шнек;
Потом специальным дозатором закачивается краска в трубку;
Включается подача покрасочной машины и барабан сматывает вал, который вращается со шнеком, при этом на внутренней поверхности трубки по всей длине наносится краска до извлечения гибкого вала со шнеком из трубки;
На выходе шнека из трубки останавливается подача покрасочной машины. Останавливается барабан и прекращается вращение гибкого вала. Шнеки откручивается и удаляются из камеры на очистку ;
Шнеки очищаются ацетоном и потом подаются для повторного использования на выходную камеру;
При работе покрасочной машины задействованы 5 человек;
При выполнении работ используются установки вентиляции и специальные защитные средства органов дыхания;
При выполнении работ внутри конденсатора используются осветительные приборы во взрывобезопасном исполнении.

Слайд 29Покрасочная машина,
предназначенная для нанесения материалов МЕТАКОР ® - ВИКОР ®
на внутреннюю поверхность трубок теплообменных
аппаратов
аппаратов

Слайд 30Перед началом работ по покраске выполняется осмотр внутренней поверхности трубки теплообменного
аппарата с помощью эндоскопа для определения состояния трубок. Ниже приведены характерные дефекты, которые устраняются данной технологией.
Продольный разрыв трубок
Коррозионная язва



Слайд 33Выполнение работ по грунтованию внутренней поверхности трубок при помощи грунтовочных валиков
и троса




Слайд 37 Технология МЕТАКОР-ВИКОР обеспечивает защиту и ремонт теплообменного оборудования.
Достигаемые результаты:
Осуществляется
эффективная заделка глубоких язв и сквозных отверстий
(диаметром до 3 мм)
в стенках трубок
(диаметром до 3 мм)
в стенках трубок

Слайд 38
После нанесения защитного покрытия на
теплообменное оборудование в различных областях промышленности – 10 лет эксплуатации без замечаний

Слайд 39
Технология нанесения защитного
покрытия опробована при реализации более 650 проектов по защите оборудования материалами РОКОР
Основные заказчики:
- Росэнергоатом (9 атомных электростанций);
- РАО ЕЭС (25 тепловых электростанций);
- Газпром (Россия);
- Лукойл, ТатНефть, ТНК-ВР, ЮКОС (Россия);
- Северсталь, Магнитка, ГАЗ, ЗИЛ, Автотор (Россия);
- Адмиралтейская верфь (Россия);
- Севмаш (Россия);
- НАЭК «ЭНЕРГОАТОМ» (ОП ЮУ АЭС) – Украина.

Слайд 40
Исходное состояние трубной доски конденсатора
в 1997 году
Август 2006 года. Проведён плановый осмотр конденсатора паровой турбины ТЭЦ № 23 ОАО филиал Мосэнерго, восстановлен в 1997 году путём нанесения противокоррозионного покрытия МЕТАКОР ® - ВИКОР ® .
Состояние трубной доски после
проведения восстановительных работ

Слайд 41
Состояние трубной доски восстановленного конденсатора
паровой турбины
ТЭЦ № 23 Мосэнерго через 9 лет эксплуатации с использованием технологии МЕТАКОР-ВИКОР
ТЭЦ № 23 Мосэнерго через 9 лет эксплуатации с использованием технологии МЕТАКОР-ВИКОР

Слайд 42 Эффективность технологии подтверждена длительной работой материалов МЕТАКОР ®
- ВИКОР ® при температурах больше 100 градусов
Три года при температурах до 120 градусов эксплуатируются покрытия , нанесённые на трубные
доски, а также на входные
и выходные участки
( 250 мм ) трубок сетевых подогревателей (ТЭЦ-3
г. Барнаул).

Слайд 43
Данная технология апробирована для
воздушных холодильников ОАО ГАЗПРОМ
Защищаемое
оборудование: проточный тракт воздушных холодильников для охлаждения водно-метанольной смеси
Место проведения работ: г. Ямбург, ЯмбургГазоДобыча, 7 станций по первичной подготовке газа
Время проведения работ: 25 января – 4 апреля 2006 г.
Минимальная
температура: -45оС
Место проведения работ: г. Ямбург, ЯмбургГазоДобыча, 7 станций по первичной подготовке газа
Время проведения работ: 25 января – 4 апреля 2006 г.
Минимальная
температура: -45оС

Слайд 44Данная технология защищена патентами
Патенты России (№2186633) и Украины(№74684). Заявки на патенты
в США, ЕС и Японии;
Заключение Всероссийского теплотехнического иститута;
Заключение Центрального котлотурбинного института по результатам промышленных испытаний на Ленинградской АЭС;
Работа включена в перечень
важнейших работ
Росэнергоатома.
Заключение Всероссийского теплотехнического иститута;
Заключение Центрального котлотурбинного института по результатам промышленных испытаний на Ленинградской АЭС;
Работа включена в перечень
важнейших работ
Росэнергоатома.
 и Украины(№74684). Заявки на патенты в США, ЕС и")
Слайд 45Технология МЕТАКОР-ВИКОР может применяться для различных типов теплообменного оборудования
Разновидности конструкций
холодильников

Слайд 46Защита и ремонт различных типов теплообменного оборудования
Разновидности конструкций
холодильников

Слайд 47
Достигаемые результаты:
Защита и
ремонт теплообменного оборудования.
В результате обработки
не снижается теплопередача
Осуществляется
полная защита
теплообменных
поверхностей и
трубных досок

Слайд 48Техника безопасности
Персонал, выполняющий работы, должен знать и выполнять правила по технике
безопасности, промсанитарии, радиационной опасности, противопожарному режиму и требования инструкции по нанесению защитного покрытия;
При работах с пескоструйными аппаратами необходимо использовать индивидуальные средства защиты для органов дыхания и спецодежду;
Для выполнения работ при покраске применяют светильники на 12В во взрывобезопасном исполнении;
При покраске используются специальные защитные средства для органов дыхания;
К работам по противокоррозионной защите комплексным покрытием МЕТАКОР™ВИКОР® допускаются лица не моложе 18 лет ;
Помещения, в которых проводится антикоррозийная защита оборудования и сооружений комплексным покрытием, должны быть оборудованы приточно-вытяжной вентиляцией (СНиП 2.04.05-86) и местными воздухоотсосами (ГОСТ 12.4.021-75);
Все электрооборудование должно быть заземлено и выполнено во взрывозащищенном исполнении;
Оборудование и аппараты, в которых проводятся работы с материалами МЕТАКОР™ и ВИКОР®, должны быть обеспечены приточно-вытяжной и местной вентиляцией во взрывобезопасном исполнении.
При работах с пескоструйными аппаратами необходимо использовать индивидуальные средства защиты для органов дыхания и спецодежду;
Для выполнения работ при покраске применяют светильники на 12В во взрывобезопасном исполнении;
При покраске используются специальные защитные средства для органов дыхания;
К работам по противокоррозионной защите комплексным покрытием МЕТАКОР™ВИКОР® допускаются лица не моложе 18 лет ;
Помещения, в которых проводится антикоррозийная защита оборудования и сооружений комплексным покрытием, должны быть оборудованы приточно-вытяжной вентиляцией (СНиП 2.04.05-86) и местными воздухоотсосами (ГОСТ 12.4.021-75);
Все электрооборудование должно быть заземлено и выполнено во взрывозащищенном исполнении;
Оборудование и аппараты, в которых проводятся работы с материалами МЕТАКОР™ и ВИКОР®, должны быть обеспечены приточно-вытяжной и местной вентиляцией во взрывобезопасном исполнении.

Слайд 49Выводы
Предлагаемая технология позволяет выполнять защиту различного теплообменного оборудования от коррозии;
Антикоррозионная защита
обеспечивает надежную защиту поверхности теплообмена без ухудшения свойств теплопередачи;
Используемые материалы зарекомендовали себя с наилучшей стороны в различных областях промышленности;
Данную технологию возможно адоптировать для теплообменного оборудования различных типов;
Применение защитного покрытия позволяет продлить срок эксплуатации теплообменного оборудования без потери эксплуатационных характеристик;
Предлагаемая технология позволяет выполнить восстановление трубок при наличии дефектов до 2 мм.
Используемые материалы зарекомендовали себя с наилучшей стороны в различных областях промышленности;
Данную технологию возможно адоптировать для теплообменного оборудования различных типов;
Применение защитного покрытия позволяет продлить срок эксплуатации теплообменного оборудования без потери эксплуатационных характеристик;
Предлагаемая технология позволяет выполнить восстановление трубок при наличии дефектов до 2 мм.