- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Основные правила разборки машин и агрегатов презентация
Содержание
- 1. Основные правила разборки машин и агрегатов
- 2. специальная подготовка
- 3. ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ОРГАНИЗАЦИИ И ТЕХНОЛОГИИ ВОЙСКОВОГО РЕМОНТА МАШИН Тема 4
- 4. ОСНОВНЫЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ. Занятие 2
- 5. УЧЕБНЫЕ ВОПРОСЫ
- 6. ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ДЕМОНТАЖНЫХ РАБОТ ПРИ РЕМОНТЕ МАШИН 1 учебный вопрос
- 7. Замена агрегатов и узлов представляет
- 8. Демонтаж неисправного агрегата включает:
- 9. ПРАВИЛА ДЕМОНТАЖНЫХ РАБОТ -
- 10. - Перед началом работ особенно
- 11. - Снятые сборочные единицы
- 12. Отвертывать или завертывать гайки зубилом
- 13. - При демонтаже и
- 14. РАЗБОРКА МАШИН И ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ 2 учебный вопрос
- 15. Разборка является одним из ответственных
- 16. При организации разборки машины и
- 17. Последовательность работ при замене двигателя:
- 18. На разборку машин разрабатываются технологические
- 19. Операционная карта
- 20. ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ
- 21. ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫЕМКИ АГРЕГАТОВ ИЗ КОРПУСА МАШИНЫ.
- 22. При войсковом ремонте обычно применяются
- 23. Пресс винтовой 05. Т.080.000Сб
- 24. Универсальное приспособление УК-8СбЕ применяется в
- 25. Болты 17 5.95.024
- 26. Болты 17 5.95.118
- 27. Приспособление 175.95.004Сб-1 А предназначено для
- 28. Оправка 219.100.Сб207 предназначена для уменьшения
- 29. Выставочное приспособление В П-СбБ предназначено
- 30. Ключ 54.28.632-1Г предназначен для отворачивания
- 31. При использовании стандартного механизированного инструмента
- 32. По принципу действия преобразователя крутящего
- 33. - Гайковерты второй группы
- 34. ОРГАНИЗАЦИЯ И ОБОРУДОВАНИЕ РАБОЧИХ МЕСТ. 4 учебный вопрос
- 35. Ремонтные работы в войсковых ремонтных
- 36. ТРЕБОВАНИЯ К РАБОЧЕМУ МЕСТУ
- 37. При постановке машин на посты
- 39. Весьма серьезные требования по технике
- 41. ОБЩИЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ, ОБЕСПЕЧИВАЮЩИЕ
- 42. Разборка объектов БТВТ и их
- 44. - Перед началом работ
- 45. - Разобранные при демонтаже
- 46. ПРИЕМЫ, ОБЛЕГЧАЮЩИЕ РАЗЪЕДИНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, УДАЛЕНИЕ ОБЛОМКОВ
- 47. Наиболее актуальной является задача механизации
- 48. Применение ручного механизированного инструмента повышает
- 49. Ручной инструмент для сборки резьбовых соединений.
- 50. Величина необходимого крутящего момента для




Слайд 5УЧЕБНЫЕ ВОПРОСЫ
1.Последовательность выполнения демонтажных работ при
ремонте машин.
2.Разборка машин и порядок выемки агрегатов.
3.Приспособления для выемки агрегатов из корпуса машины. Технологическая оснастка, используемая при ремонте машин.
4.Приемы, облегчающие разъединение резьбовых соединений, удаление
обломков деталей.
5. Общие правила разборки машин и агрегатов.
2.Разборка машин и порядок выемки агрегатов.
3.Приспособления для выемки агрегатов из корпуса машины. Технологическая оснастка, используемая при ремонте машин.
4.Приемы, облегчающие разъединение резьбовых соединений, удаление
обломков деталей.
5. Общие правила разборки машин и агрегатов.


Слайд 7
Замена агрегатов и узлов представляет собой одну из основных и
ответственных работ технологического процесса войскового ремонта.

Слайд 8
Демонтаж неисправного агрегата включает:
- подготовка оборудования, приспособлений и
инструмента;
- снятие деталей и узлов, препятствующих выемке неисправного агрегата;
- отсоединение неисправного агрегата от смежных с ним агрегатов;
- выемку неисправного агрегата.
- снятие деталей и узлов, препятствующих выемке неисправного агрегата;
- отсоединение неисправного агрегата от смежных с ним агрегатов;
- выемку неисправного агрегата.

Слайд 9ПРАВИЛА ДЕМОНТАЖНЫХ РАБОТ
- Все демонтажные и другие ремонтные
работы должны производиться только исправным инструментом и приспособлениями.

Слайд 10
- Перед началом работ особенно тщательно должно быть проверено техническое
состояние подъемных средств и чалочных приспособлений.

Слайд 11
- Снятые сборочные единицы должны быть установлены на стеллажи
или подставки, держать сборочные единицы на весу запрещается.

Слайд 12
Отвертывать или завертывать гайки зубилом и молотком категорически запрещается.
Перед отвертыванием
гаек пораженных коррозией, рекомендуется на 2-3 часа положить на выступающую часть резьбы ветошь смоченную керосином.
- Снятые годные крепежные детали должны быть собраны в ящики для нормалей. Болты и гайки, у которых сорвано более двух ниток резьбы или смяты грани ,подлежать замене.
-вскрытые при демонтаже или разборке сборочные единицы следует закрывать бумагой или салфеточной тканью и обвязывать шпагатом.
- Снятые годные крепежные детали должны быть собраны в ящики для нормалей. Болты и гайки, у которых сорвано более двух ниток резьбы или смяты грани ,подлежать замене.
-вскрытые при демонтаже или разборке сборочные единицы следует закрывать бумагой или салфеточной тканью и обвязывать шпагатом.

Слайд 13
- При демонтаже и разборке сборочных единиц, требующих балансировки,
на снятых и сопряженных с ними деталях ставить метки.
- При выпрессовке и запрессовке подшипников качения следует стремиться. чтобы усилие к спрессовываемому кольцу не передавалось через тела качения.
- При выпрессовке и запрессовке подшипников качения следует стремиться. чтобы усилие к спрессовываемому кольцу не передавалось через тела качения.


Слайд 15
Разборка является одним из ответственных этапов технологического процесса ремонта боевых
машин. Организация и качество разборки оказывают существенное влияние на продолжительность, трудоемкость и стоимость ремонта.

Слайд 16
При организации разборки машины и ее агрегатов необходимо обеспечить минимальную
затрату рабочего времени, исправность деталей и узлов, комплектность необезличиваемых деталей, а также правильную их транспортировку и хранение.
Выполнение этих требований во многом зависит от качества разработки технологического процесса разборки. Последовательность и трудоемкость разборки машин определяется видом ремонта.
Выполнение этих требований во многом зависит от качества разработки технологического процесса разборки. Последовательность и трудоемкость разборки машин определяется видом ремонта.

Слайд 17
Последовательность работ при замене двигателя:
- Частичная разбронировка машины;
-
Снятие воздухоочистителя;
- Разъединение приводов управления;
- Отсоединение выпускных коллекторов;
- Снятие двигателя. (1)
Обьем разборчно-сборочных работ при войсковом ремонте танков составляет 75-85% работ,из которых непосредственно разборочно-сборочные работы составляют 90%,слесарно-подгоночные 3-5% и центровочно-регулировочные работы 5-7%.
- Разъединение приводов управления;
- Отсоединение выпускных коллекторов;
- Снятие двигателя. (1)
Обьем разборчно-сборочных работ при войсковом ремонте танков составляет 75-85% работ,из которых непосредственно разборочно-сборочные работы составляют 90%,слесарно-подгоночные 3-5% и центровочно-регулировочные работы 5-7%.

Слайд 18
На разборку машин разрабатываются технологические процессы, которые оформляются в виде
операционных карт. В этих картах указывается последовательность разборки, инструмент и приспособления, технические условия, количество одновременно работающих монтажников и нормы времени. К операционной карте прилагается чертеж узла, эскизы использования съемников, приспособлений и специального инструмента.
К основным операциям относятся разборка и сборка резьбовых соединений,подшипниковых узлов,регулировочные работы.К вспомогательным операциям относятся перемещение и подьем снимаемых агрегатов и узлов,установка и крепление их на подставках.
К основным операциям относятся разборка и сборка резьбовых соединений,подшипниковых узлов,регулировочные работы.К вспомогательным операциям относятся перемещение и подьем снимаемых агрегатов и узлов,установка и крепление их на подставках.



Слайд 21ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫЕМКИ АГРЕГАТОВ ИЗ КОРПУСА МАШИНЫ. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА, ИСПОЛЬЗУЕМАЯ ПРИ
РЕМОНТЕ МАШИН
3 учебный вопрос

Слайд 22
При войсковом ремонте обычно применяются устройства с ручным винтовым или
гидравлическим приводом. Все приспособления для разборки и выемки агрегатов из корпуса машины объединены в Единый комплект универсальных ключей и приспособлений(ЕКУП),которым комплектуются танкоремонтные мастерские .Применение этого комплекта позволяет сократить затраты времени на разборочные работы примерно на 30%.Комплект позволяет выполнять разборочно-сборочные работы на всех марках танков.

Слайд 23
Пресс винтовой 05. Т.080.000Сб в сочетании с универсальными приспособлениями
Универсальное
приспособление УК-1 СбБ

Слайд 24
Универсальное приспособление УК-8СбЕ применяется в сочетании с винтовым прессом
Приспособление 172.91.05
6Сб предназначено для центровки
двигателя с входным редуктором.
двигателя с входным редуктором.

Слайд 25
Болты 17 5.95.024 -2 предназначены для выпрессовки
втулки балансира
в сборе с балансиром
и перегородки гидравлического амортизатора.
и перегородки гидравлического амортизатора.
Круглогубцы 432.9 5.239 предназначены для снятия и установки стопорных (пружинных) колец

Слайд 26
Болты 17 5.95.118 (1) и клин 432.95.339 (2)
предназначены
для выпрессовки наружного конуса
установки ведущего колеса.
установки ведущего колеса.
 и клин 432.95.339 (2) предназначены для выпрессовки наружного конуса установки")
Слайд 27
Приспособление 175.95.004Сб-1 А предназначено для демонтажа и монтажа трансмиссий и
ведущих колес.
Приспособление 434.9 5.038сб предназначено для выпрессовки наружного конуса и ведущего колеса.

Слайд 28
Оправка 219.100.Сб207 предназначена для уменьшения трудоемкости при монтаже ведущего колеса
на вал бортовой передачи.
Приспособление УК-2СбГ
предназначено для спрессовки
направляющего колеса,
внутреннего кольца
роликоподшипника с вала
бортовой передачи.

Слайд 29
Выставочное приспособление В П-СбБ предназначено для выставки балансира на угол
закрутки торсионного вала.
Приспособление ПЧ-000.000Сб предназначено
для зачаливания двигателей, трансмиссий,
коробок передач, бортовых передач,
входного редуктора и крыш силовых отделений.

Слайд 30
Ключ 54.28.632-1Г предназначен для отворачивания пробки крепления направляющего колеса.
Динамометрический ключ
613.28.50Сб
предназначен для затяжки гаек пальцев
траков гусениц с РМШ и гаек болтов
крепления венцов ведущего колеса.
предназначен для затяжки гаек пальцев
траков гусениц с РМШ и гаек болтов
крепления венцов ведущего колеса.

Слайд 31
При использовании стандартного механизированного инструмента потребное на операцию время сокращается
в 3-4,5 раза по сравнению с выполнением работ вручную. Поэтому при разборке боевых машин и их агрегатов широко используется универсальный механизированный инструмент с электрическим, пневматическим и гидравлическим приводами.

Слайд 32
По принципу действия преобразователя крутящего момента гайковерты подразделяются на три
группы.
- Первую группу составляют гайковерты, у которых вращение от двигателя передается на шпиндель инструмента.
- Первую группу составляют гайковерты, у которых вращение от двигателя передается на шпиндель инструмента.

Слайд 33
- Гайковерты второй группы имеют редуктор и муфту, ограничивающую
передаваемый на шпиндель крутящий момент.
- К третьей группе относятся гайковерты ударно-импульсного действия.
- К третьей группе относятся гайковерты ударно-импульсного действия.


Слайд 35
Ремонтные работы в войсковых ремонтных средствах являются широкопрофильными, и поэтому
в зависимости от вида ремонтного средства в ряде случаев операции технологических процессов проводятся при весьма ограниченной механизации.
Особое внимание следует обращать на правильную организацию рабочего места
Особое внимание следует обращать на правильную организацию рабочего места


Слайд 37
При постановке машин на посты ремонта интервалы между машинами должны
обеспечивать безопасность работающих на данном и соседнем постах.
Величина этих интервалов должна быть:
- между машинами, находящимися на параллельных линиях - 1,5м,
- между машинами, находящимися на одной линии -1,0м,
- между машиной и рабочим местом монтажника - 1,5м.
Величина этих интервалов должна быть:
- между машинами, находящимися на параллельных линиях - 1,5м,
- между машинами, находящимися на одной линии -1,0м,
- между машиной и рабочим местом монтажника - 1,5м.


Слайд 39
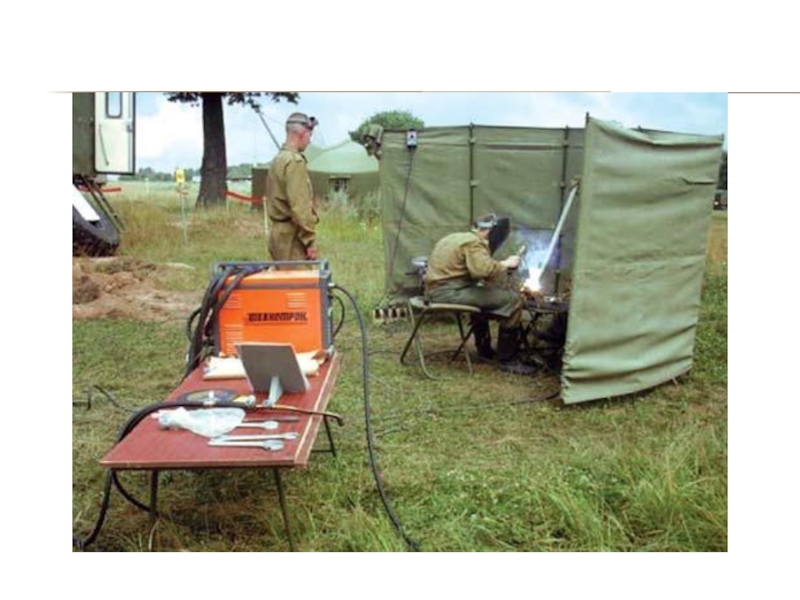
Весьма серьезные требования по технике безопасности и противопожарной технике предъявляются
к оборудованию рабочих мест для производства специальных работ: сварочных, покрасочных и т.д.
- Для предохранения сварщиков от поражения током необходимо заземлять корпуса сварочных генераторов и другие металлические части, которые могут оказаться под током вследствие каких либо неисправностей.
- На рабочих местах сварщиков должны быть диэлектрические коврики, а на руках сварщиков- исправные сухие рукавицы. Для защиты глаз и лица от действий лучей дуги должны применяются сварочные щитки со специальными стеклами.
- Посты газовой сварки должны иметь хорошую вентиляцию и противопожарное оборудование.
- Для предохранения сварщиков от поражения током необходимо заземлять корпуса сварочных генераторов и другие металлические части, которые могут оказаться под током вследствие каких либо неисправностей.
- На рабочих местах сварщиков должны быть диэлектрические коврики, а на руках сварщиков- исправные сухие рукавицы. Для защиты глаз и лица от действий лучей дуги должны применяются сварочные щитки со специальными стеклами.
- Посты газовой сварки должны иметь хорошую вентиляцию и противопожарное оборудование.

Слайд 41ОБЩИЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ, ОБЕСПЕЧИВАЮЩИЕ СОХРАННОСТЬ УЗЛОВ, ДЕТАЛЕЙ И
НОРМАЛЕЙ. ПРИЕМЫ, ОБЛЕГЧАЮЩИЕ РАЗЪЕДИНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, УДАЛЕНИЕ ОБЛОМКОВ ДЕТАЛЕЙ.
5 учебный вопрос

Слайд 42
Разборка объектов БТВТ и их составных частей производится только тогда,
когда устранить неисправность без демонтажа или разборки узла, агрегата невозможно. При этом демонтажно-монтажные и разборочно-сборочные работы должны иметь минимальный объем, обеспечивающий выявление и устранение неисправностей. Излишняя разборка механических узлов и распайка электрического монтажа ухудшают качество деталей и могут привести к их повреждению. Допускается снимать отдельные детали, отсоединять и отпаивать провода для отыскания и замены неисправных элементов и деталей, негодных участков монтажа или для проверки сопротивления изоляции отдельных участков цепи.


Слайд 44
- Перед началом работ осуществляется подготовка рабочих мест, которые
должны быть обеспечены необходимым инструментом, приспособлениями, подставками и запасными агрегатами, узлами и деталями.
- Перед разборкой необходимо убедиться в отсутствии давления в гидро и пневмосистемах, а также в отсутствии электрического напряжения на изделии.
- Разборка и сборка составных частей объектов БТВТ производится в последовательности, указанной в руководствах по ремонту и в инструкциях по эксплуатации соответствующих объектов.
- Перед разборкой необходимо убедиться в отсутствии давления в гидро и пневмосистемах, а также в отсутствии электрического напряжения на изделии.
- Разборка и сборка составных частей объектов БТВТ производится в последовательности, указанной в руководствах по ремонту и в инструкциях по эксплуатации соответствующих объектов.

Слайд 45
- Разобранные при демонтаже или разборке агрегаты, а также
концы соединительных патрубков воздушной системы, систем смазки, питания двигателя топливом и прочее должны временно закрываться ветошью, заглушками, пробками или полиэтиленовой пленкой, обвязанной шпагатом или шплинтовочной проволокой.
- Для предупреждения неправильной сборки на сопрягаемых деталях механизмов рекомендуется наносить метки краской, керном или неглубокие риски с тем, чтобы при последующей сборке установить детали так же, как они сопрягались до разборки.
- Для предупреждения неправильной сборки на сопрягаемых деталях механизмов рекомендуется наносить метки краской, керном или неглубокие риски с тем, чтобы при последующей сборке установить детали так же, как они сопрягались до разборки.

Слайд 46ПРИЕМЫ, ОБЛЕГЧАЮЩИЕ РАЗЪЕДИНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, УДАЛЕНИЕ ОБЛОМКОВ ДЕТАЛЕЙ.
Для отделения сопрягаемых деталей
используют прокладки из мягкого металла, по которым наносятся удары молотком, также применяются выколотки из латуни или меди и специальные молотки с бойками из мягких металлов. Стальные выколотки применяются для выбивания штифтов и страгивания с места осей и валов, имеющих тугую посадку.

Слайд 47
Наиболее актуальной является задача механизации разборки и сборки резьбовых соединений.
Важное значение имеет также повышение эффективности механизации операции по разборке и сборке подшипниковых и прессовых соединений.
При разборке и сборке резьбовых соединений применяют ручной, электрический, пневматический инструмент, а также электромеханические стационарные гайковерты и специальные комбайны для разборки отдельных узлов.
При разборке и сборке резьбовых соединений применяют ручной, электрический, пневматический инструмент, а также электромеханические стационарные гайковерты и специальные комбайны для разборки отдельных узлов.

Слайд 48
Применение ручного механизированного инструмента повышает производительность труда и создает удобства
при выполнении операций в труднодоступных местах. При использовании фрикционных ключей со сменными головками производительность повышается в 1,5 раз. Реверсивные коловоротные ключи повышают производительность труда при разборке резьбовых соединений примерно в три раза.

Слайд 49Ручной инструмент для сборки резьбовых соединений.
Ключи:
коловоротный.
Отвертки:
коловоротная;
воротковая;
с направляющей втулкой;
реверсивная;
обычная.

Слайд 50
Величина необходимого крутящего момента для завертывания гаек и болтов определяется
в основном размерами крепежных деталей, усилие развертывания на 20-25% превышает усилие завертывания.
Исследования показывают, что задиры, образующиеся при расспресовке на поверхностях сопряженных деталей, уменьшаются или вообще не возникают. если сопряжение распрессовывается в направлении запрессовки.
Исследования показывают, что задиры, образующиеся при расспресовке на поверхностях сопряженных деталей, уменьшаются или вообще не возникают. если сопряжение распрессовывается в направлении запрессовки.