- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Введение в технологию машиностроения презентация
Содержание
- 1. Введение в технологию машиностроения
- 2. Труды ученых, создавших основу технологии машиностроения.
- 3. Изучение технологических процессов как способов
- 4. Первый этап период XIX—начало XX в.,
- 5. Третий этап период
- 7. Пятый этап
- 8. 4 основных машиностроительных региона.
- 9. Типовая структура производства
- 10. Структура производственных процессов
- 11. Фазная структура технологических процессов
- 12. Характеристика типов производства
- 13. 8 групп показателей качества: Показатели назначения
- 14. Два подхода к анализу надежности машин:
- 15. Нормируемыми характеристиками измерительных средств являются: -
- 17. Основные признаки соответствия изготовленной детали заданным требованиям:
- 18. Отклонения от формы и взаимного расположения поверхностей
- 19. ОТКЛОНЕНИЯ для отверстия и вала определяется по
- 22. ПАРАМЕТРЫ ШЕРОХОВАТОСТИ три группы:
- 23. Классы шероховатости поверхности
- 28. Маркировка легированных сталей марганец - Г,
- 29. МАРКИРОВКА ЦВЕТНЫХ МАТЕРИАЛОВ: Sn - О,
- 31. Медь - металл жёлто-красного цвета, т.
- 32. Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный, г — токарно-карусельный
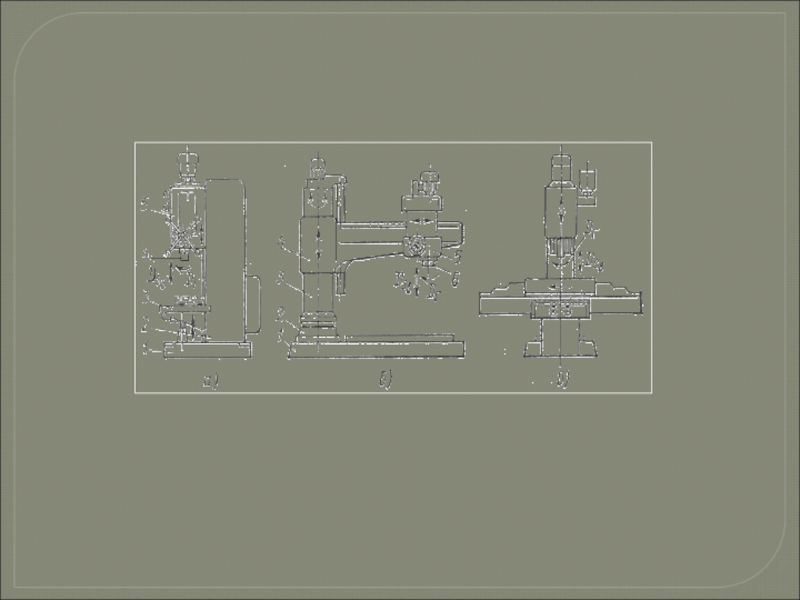
- 35. Режущие инструменты, применяемые на сверлильных станках
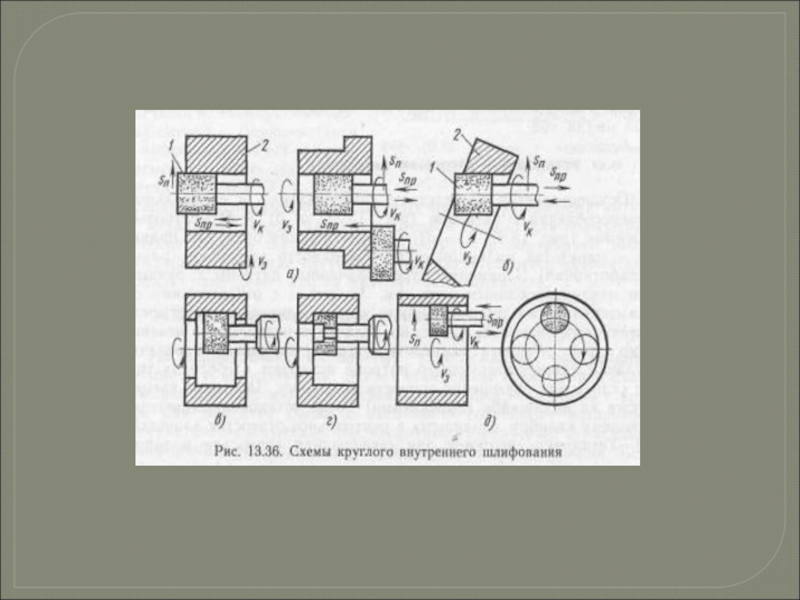
- 36. Основные типы расточных станков
- 37. Схема горизонтально-фрезерного (а) и вертикально-фрезерного (б) станков
- 38. Основные типы фрез: а - цилиндрическая, б
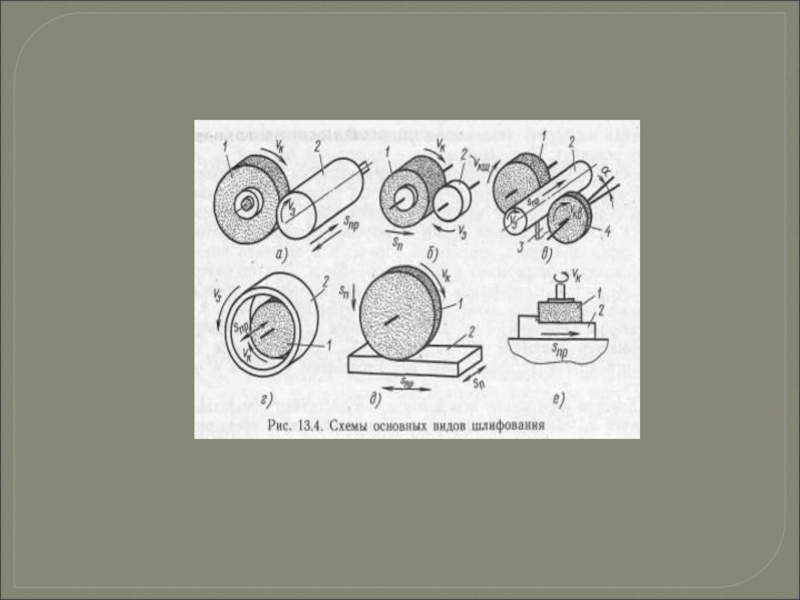
- 39. Шлифовальные станки
- 40. Основные виды токарных работ: а -
- 42. Схемы работы клина (а) и резца (6):
- 53. Элементы спирального сверла с коническим хвостовиком
- 58. Режущие инструменты, применяемые на расточных станках
- 59. Схемы обработки поверхностей на фрезерных станках
- 60. Схемы обработки заготовок на расточных станках
- 61. Элементы режущей части фрезы
- 62. Типы фрез Типы фрез Типы фрез
- 63. Установка цилиндрической фрезы на длинной оправке Схемы установки и закрепления фрез на станках
- 64. Прихваты и подставки Угловые плиты Машинные тиски Столы
- 65. Универсально-сборное приспособление
- 67. Схемы круглого шлифования
- 69. Схема бесцентрового шлифования
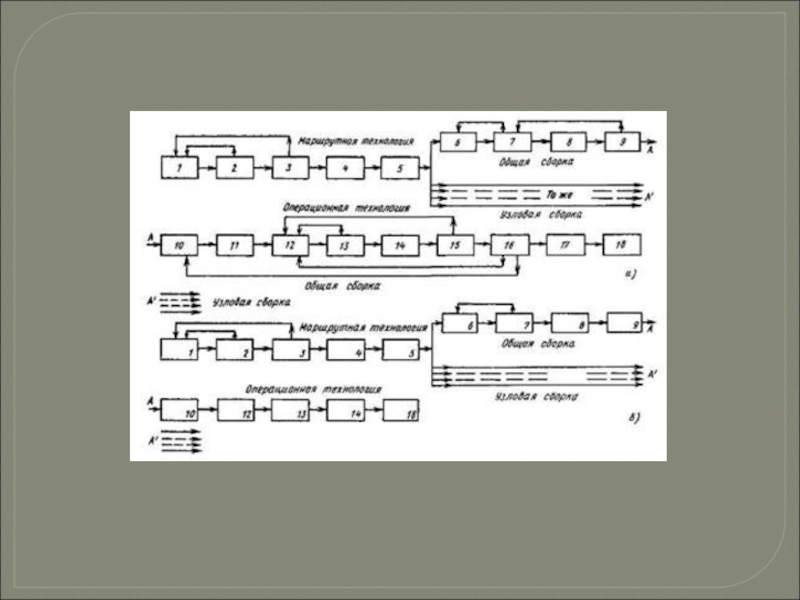
- 70. Основные этапы проектирования технологических процессов механической обработки
- 73. Стандарты ЕСКД ГОСТ 2.101-68 Виды изделий ГОСТ
- 74. Стандарты ЕСТД ГОСТ 3.1001-81 Общие положения ГОСТ

Слайд 2Труды ученых, создавших основу технологии машиностроения.
В 1714 г. на Тульском оружейном
Cолдат Яков Батищев построил станки для одновременного сверления 24 ружейных стволов, станки для зачистки напильниками наружных и внутренних поверхностей оружейных стволов с помощью «водил» от мельничих приводов и др.
В конце XVIII — начале XIX в. работы М. В. Сидорова и Я.Батищева были продолжены мастерами-механиками А. Суриным, Я. Леонтьевым, Л. Собакиным и др.
В период 1718 — 1725 гг. русский механик и изобретатель А. К. Нартов создал механический суппорт для токарного станка, который с помощью реечно-шестеренного привода перемещался вдоль обрабатываемой детали. Он также создал винторезный, зуборезный, пилонасекательный и другие станки оригинальной конструкции.
Большой вклад в создание обрабатывающего оборудования внес В.Ломоносов (1711 — 1765), построивший лоботокарные, сферотокарные и шлифовальные станки.
Изобретатель парового двигателя И.И. Ползунов (1728— 1764) построил специальные цилиндрорасточные и другие станки для обработки деталей паровой машины.
Русский механик И.П.Кулибин (1735— 1818) создал специальные станки для производства зубчатых колес часовых механизмов.
В это время были сделаны первые шаги в механизации производственных процессов. Простейшее автоматическое устройство на основе поплавка и системы прикрепленных к нему рычагов, способное производить те или иные действия по управлению машиной, было создано И.И.Ползуновым.

Слайд 3
Изучение технологических процессов как способов обработки заготовок с целью получения готового
Трехтомный труд профессора И. А. Тиме «Основы машиностроения. Организация машиностроительных фабрик в техническом и экономическом отношении и производство в них работ», опубликованный в 1885 г., был первой фундаментальной работой, посвященной технологии металлообработки. В этот же период профессор Л.П.Гавриленко создал курс «Технология металлов», в котором были сформулированы теоретические основы технологии обработки металлов.
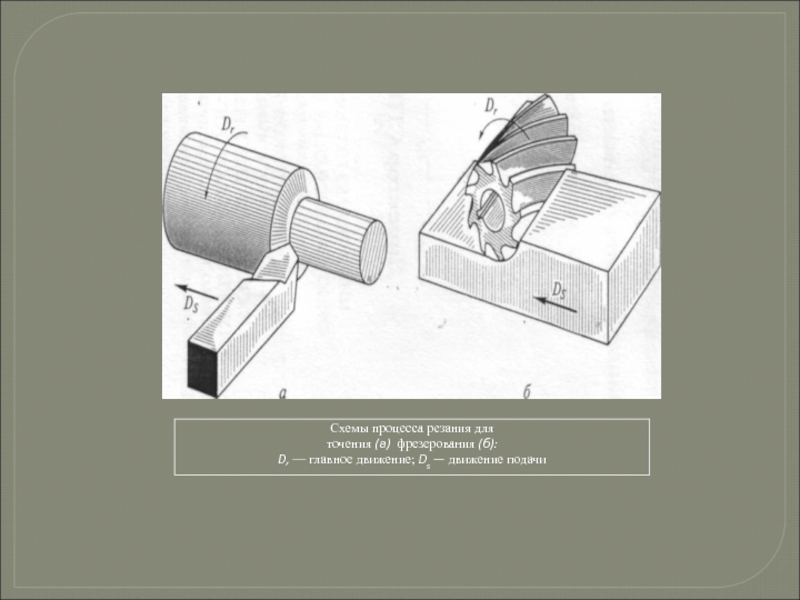
Исследования И. А. Тиме легли в основу науки о резании металлов, в которой раскрываются вопросы правильного понимания процесса резания как последовательного скалывания отдельных элементов металла и формулируются основные законы резания. Дальнейшее широкое развитие эта наука получила в нашей стране в XX в., благодаря чему была решена важная проблема современного машиностроения — разработка и внедрение в производство резания с большими скоростями и подачами.
В советское время в нашей стране станкоинструментальной промышленностью СССР были созданы станки различного технологического назначения и усовершенствованные конструкции режущего инструмента, обеспечивающие высокую производительность и точность обработки.

Слайд 4Первый этап
период XIX—начало XX в., ознаменован первыми работами по обобщению
Книга И.А. Двигубского «Начальные основания технологии как краткое описание работ на заводах и фабриках производимых»,
труд И. А. Тиме «Основы машиностроения» (1885),
трехтомник А. П. Гавриленко «Технология металлов» (1861), обобщающий опыт развития технологии металлообработки.
Второй этап
совпадающий с завершением периода восстановления и началом реконструкции промышленности России (до 1930 г.).
В технических журналах, каталогах и брошюрах этого времени публикуются описания процессов обработки различных деталей, применяемого оборудования, оснастки и инструментов.
Издаются первые руководящие и нормативные материалы ведомственных проектных организаций страны.
Этапы развития технологии машиностроения как науки

Слайд 5
Третий этап
период 1930—1991 гг. , характеризуется началом разработки общих научных
Разработаны основополагающие принципы построения технологических процессов и заложены основные теоретические положения технологии машиностроения:
- типизация технологических процессов (А.П.Соколовский, Ш. С. Красильщиков, Ф. С. Демьянюк и др.);
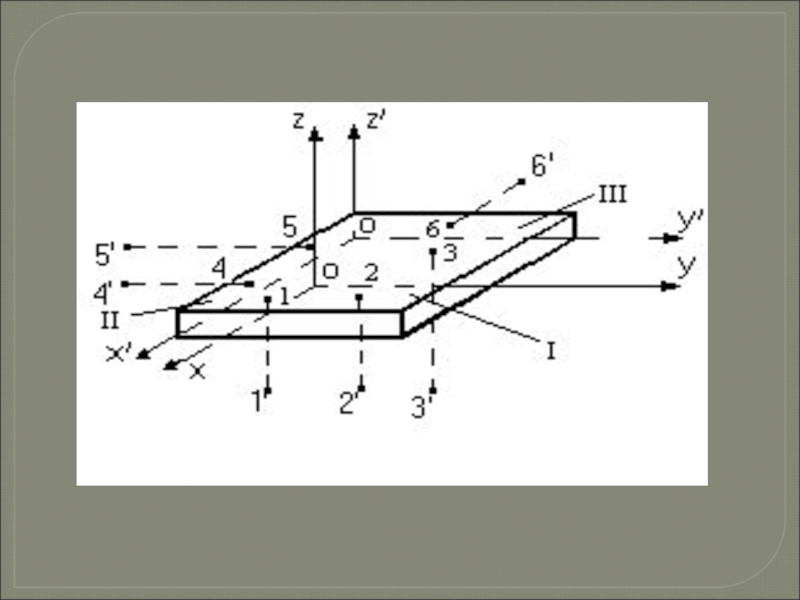
- теория базирования заготовок при обработке, измерении и сборке (А.П.Соколовский, А.П.Знаменский, А.И.Каширин, В.М. Кован, А. Б. Яхин и др.);
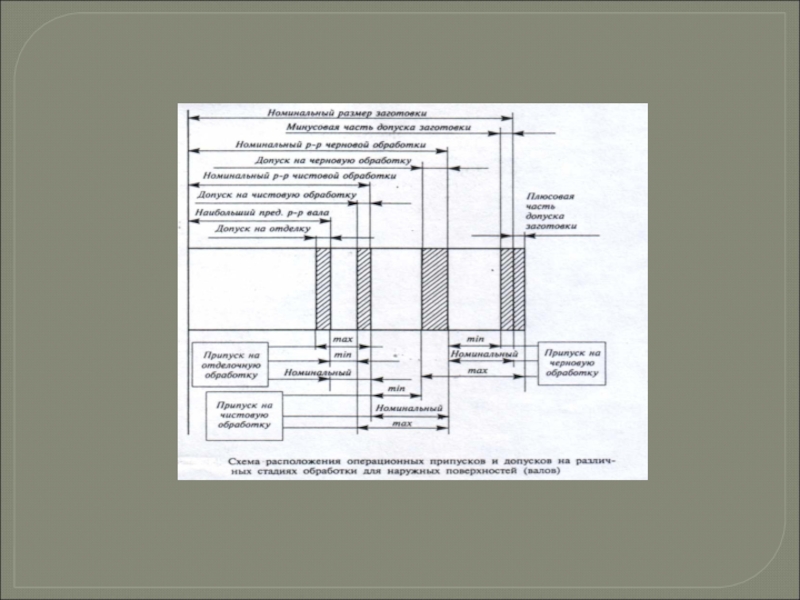
- методы расчета припусков на обработку (В. М. Кован, А. П. Соколовский, Б. С. Балакшин, А. И. Каширин);
- жесткость технологической системы (К. В. Вотинов, А. П. Соколовский);
- расчетно-аналитический метод определения первичных погрешностей обработки заготовок (А. П. Соколовский, Б. С. Балакшин, В.С.Корсаков, А.Б. Яхин и др.);
- методы исследования точности обработки на станках с применением математической статистики и теории вероятностей А.А.Зыков, А. Б. Яхин).

Слайд 6
Четвертый этап
годы
Разработки новых технологических идей и формирования научных основ технологической науки, формируется современная теория точности обработки заготовок и подробно разрабатывается расчетно-аналитический метод определения погрешностей обработки и их суммирования;
совершенствуются методы математической статистики для анализа точности процессов механической обработки и сборки, работы оборудования и инструмента (Н.А. Бородачев, А. И. Яхин);
работы по анализу микрорельефа обработанной поверхности при использовании абразивного инструмента (Ю. В.Линник, И. В. Дунин-Барковский и др.);
ученья о жесткости технологической системы и ее влиянии на точность и производительность механической обработки с широким внедрением методов расчета жесткости в конструкторские и технологические расчеты при проектировании станков и инструментов;
проводятся теоретические и экспериментальные исследования качества обработанной поверхности (наклепа, шероховатости, остаточных напряжений) и их влияния на эксплуатационные свойства деталей машин (П. Е. Дьяченко, А. И. Исаев, А. Н. Каширин, И.В. Крачельский, А. А. Маталин, А. В. Подзей, Э. В. Рыжов, А. М. Сулима и др.);
групповой метод технологии и организации производства был разработан и внедрен в производство С.П.Митрофановым; В. В. Бойцовым и Ф. С. Демьянюком;
созданы теоретические основы поточно-автоматизированного производства на базе типизации технологических процессов и классификации обрабатываемых деталей;
разрабатывается построение структур технологических операций (В.М. Кован, В.С. Корсаков, Д.В. Чарнко).
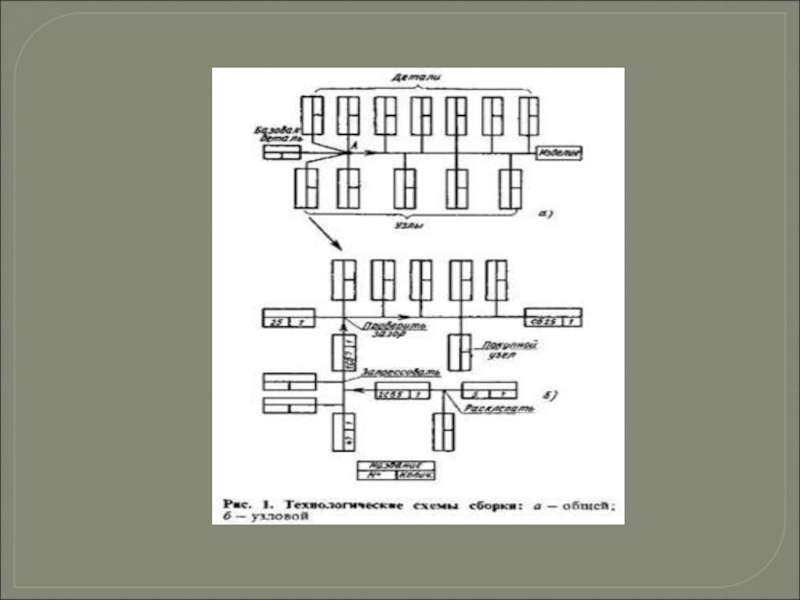
B.C. Корсаковым и М. П. Новиковым разрабатываются научные основы сборки деталей.

Слайд 7 Пятый этап
период
Характеризуется широким использованием достижений фундаментальных и общеинженерных наук для решения теоретических и практических задач технологии машиностроения.
Для решения практических технологических вопросов принимаются различные разделы математической науки (теория графов, множеств и т.д.), теоретической механики, физики, химии, теории пластичности, металловедения, кристаллографии и многих других наук.
Повышается общий теоретический уровень технологии машиностроения и ее практические возможности.
широкое применение вычислительной техники при проектировании технологических процессов и моделировании процессов механической обработки;
Автоматизация программирования процессов обработки на станках с числовым программным управлением (ЧПУ);
создаются системы автоматизированного проектирования технологических процессов (САПР ТП).
Большое внимание в 1990-е гг. уделялось вопросам рационального использования робототехники при автоматизации технологических процессов и создании гибких автоматизированных производственных систем на основе использования ЭВМ, автоматизации межоперационного транспортирования и накопления деталей, активного и пассивного контроля деталей на поточно-автоматизированных линиях.

Слайд 84 основных машиностроительных региона.
Первый регион — Северная Америка,
Второй регион — зарубежная Европа, которая производит главным образом массовую машиностроительную продукцию, но также занимает важное место в производстве продукции некоторых новейших отраслей.
Третий регион — Восточная и Юго-Восточная Азия, — в котором лидирует Япония, сочетающая производство продукции массового назначения с лидирующими позициями во многих новейших отраслях, дающих изделия самой высокой технологии. Относительно высокого уровня машиностроение достигло в новых индустриальных странах.
Четвертый регион - Россия, Украина и Белоруссия.





Слайд 138 групп показателей качества:
Показатели назначения
Показатели надежности
Показатели технологичности
Показатели
Эргономические показатели
Эстетические показатели
Патентно-правовые показатели
Экономические показатели

Слайд 14Два подхода к анализу надежности машин:
-детерминистический;
-схоластический (вероятностный, статистический).
Виды
прямые,
косвенные,
совокупные,
совместные,
абсолютные,
относительные.
. Виды измерений физических величин:прямые, косвенные,совокупные,")
Слайд 15Нормируемыми характеристиками измерительных средств являются: - диапазон измерений ; - диапазон
- пределы измерения;
- цена деления шкалы;
- длина (интервал) деления шкалы;
- чувствительность;
- стабильность.
;-")
Слайд 16
- меры;
измерительные устройства:
- измерительные приборы,
- измерительные преобразователи,
- измерительные установки,
- измерительные системы.
ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ разделяют на:
Универсальные:
механические
оптические
пневматические
электрические
Специальные
Приборы для контроля:
приборы приемочного контроля
приборы для активного контроля
приборы для статистического контроля

Слайд 17Основные признаки соответствия изготовленной детали заданным требованиям:
точность формы, т.е. степень соответствия
точность размеров поверхностей детали;
точность взаимного расположения поверхностей детали;
степень соответствия реальной шероховатости поверхности детали идеально гладкой поверхности.

Слайд 18Отклонения от формы и взаимного расположения поверхностей можно подразделить:
на отклонения от
отклонения от плоской поверхности — непрямолинейность, неплоскостность, выпуклость, вогнутость;
отклонения от правильного взаимного расположения поверхностей — несоосность, торцевое биение, радиальное биение, непараллельность осей, непараллельность и неперпендикулярность плоскостей.

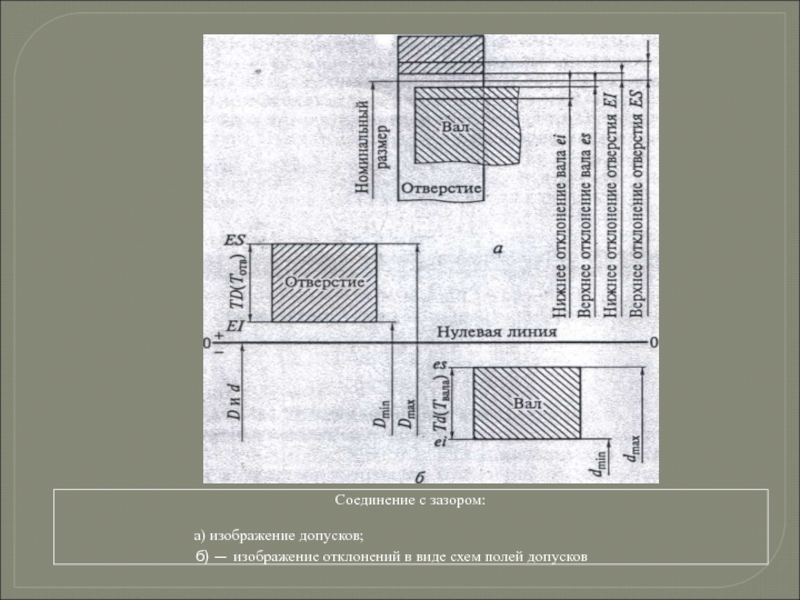
Слайд 19ОТКЛОНЕНИЯ для отверстия и вала определяется по формулам:
верхние предельные отклонения
ES=Dmax-D;
нижние предельные отклонения
EI=Dmin-D;
ei=dmin-D;
ДОПУСК
Отверстия: TD=Dmах-Dmin = ES-EI;
Вала: Td= dmax - dmin = es - ei.

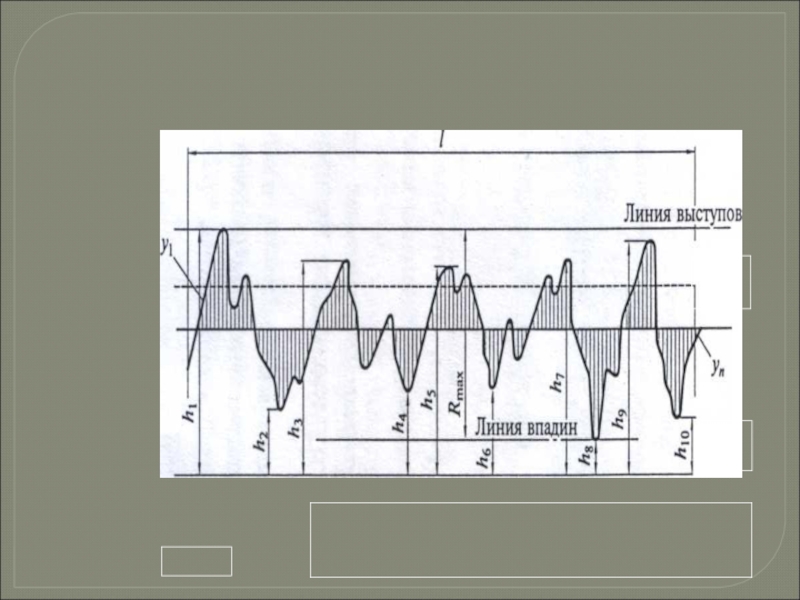
Слайд 22ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
три группы:
- высотные:
Ra — среднее арифметическое отклонение
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота профиля.
- шаговые:
Sm — средний шаг неровностей профиля;
S — средний шаг местных выступов профиля.
- параметр формы: tp — относительная опорная длина профиля.


Слайд 28Маркировка легированных сталей
марганец - Г,
кремний - С,
хром - X,
никель - Н,
вольфрам - В,
ванадий - Ф,
титан - Т,
молибден - М,
кобальт - К,
алюминий - Ю,
медь - Д,
бор - Р,
ниобий - Б,
цирконий - Ц,
азот - А.

Слайд 29МАРКИРОВКА ЦВЕТНЫХ МАТЕРИАЛОВ:
Sn - О, Fe - Ж,
Al -
Мп -Мц, Ni - Н,
Be - Б, Pb - С,
Р - Ф, Zn - Ц,
As - Мш, Сг - X,
Zr - Цр, Ag - Ср,
Cd - Кд, Sb - Су,
Ti - Т, Mg – Mr.

Слайд 30
Алюминий - легкий металл (плотность 2700 кг/м3,
обладает высокими теплопроводностью [200 Вт/(м • К)] и электропроводимостью (105 См), стоек к коррозии.
Температура плавления алюминия 658 °С.
Магний - легкий металл (плотность 1740 кг/м3), температура его плавления 651 "С. Промышленный магний марки Мг96 содержит 99,96 % Mg, марки Мг95 - 99,85 % Mg.
Титан - тугоплавкий металл [температура плавления (1665 ± 5) "С, плотность 4500 кг/м3]. Временное сопротивление чистого титана
с, = 250 МПа, относительное удлинение 8 = 70 %;
обладает высокой коррозионной стойкостью.
Удельная прочность титана выше, чем у многих легированных конструкционных сталей.

Слайд 31Медь - металл жёлто-красного цвета,
т. к. поглощает избирательно зелёную и
Атомный номер - 29, атомная масса - 64. Медь характеризуется ГЦК-решёткой, вы
сокой электро- и теплопроводностью.
По электропроводности медь занимает второе место после серебра.
Благодаря плотноупакованной кристаллической решётке и высокой
плотности электронного газа, медь является пластичным металлом.
Температура плавления меди равна 1083 °С, плотность - 8,96 т/м3,
предел прочности - 235 МПа, твёрдость - 372 МПа,
модуль упругости - 129 ГПа,
удельное электросопротивление - 0,0178 мкОм-м.
Благодаря положительному электродному потенциалу,
равному +0,337 В, медь характеризуется высокой коррозионной стойкостью.

Слайд 32Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный,



 и вертикально-фрезерного (б) станков")
Слайд 38Основные типы фрез:
а - цилиндрическая, б - пазовая, в - прорезная,


Слайд 40
Основные виды токарных работ: а - обработка наружных цилиндрических поверхностей; б
1 проходной прямой резец; 2 - проходной упорный резец 3 - проходной отогнутый резец; 4 - отрезной резец; 5 - канавочный резец; б - расточной резец; 7 - сверло; 8 - зенкер; 9 - развертка; 10 — резьбовой резец; 11 - метчик; 12 - фасонный резец; 13 - накатка (стрелками показаны направления перемещения инструмента вращения заготовки)

Слайд 42Схемы работы клина (а) и резца (6):
1 — стружка; 2
3 — заготовка; 4 — снимаемый слой металла;
Р сила, действующая на резец и клин при работе;
(β — угол заострения.)
 и резца (6): 1 — стружка; 2 — резец; 3 —")






Слайд 63Установка цилиндрической фрезы на длинной оправке
Схемы установки и закрепления фрез на






Слайд 73Стандарты ЕСКД
ГОСТ 2.101-68 Виды изделий
ГОСТ 2.102-68 Виды и комплектность конструкторских документов
ГОСТ 2.105-95 Общие требования
ГОСТ 2.109-73 Основные требования к чертежам
ГОСТ 2.201-80 Обозначение изделий и конструкторских документов
ГОСТ 2.305-68 Изображения - виды, разрезы, сечения
ГОСТ 2.306-68 Обозначения материалов графические и правила их
нанесения на чертежах
ГОСТ 2.307-68 Нанесение размеров и предельных отклонений
ГОСТ 2.308-79 Указание на чертежах допусков формы и расположения поверхностей
ГОСТ 2.309-73 Обозначения шероховатости поверхностей
Нанесение на чертежах обозначений покрытий, термической
и других видов обработки
ГОСТ 2.316-68 Правила нанесения на чертежах надписей, технический требований и таблиц
ГОСТ 2.318-81 Правила упрощенного нанесения размеров отверстий
ГОСТ 2.403-75 Правила выполнения чертежей цилиндрических зубчатых колес
ГОСТ 2.405-75 Правила выполнения чертежей конических зубчатых колес
ГОСТ 2.409-74 Правила выполнения чертежей зубчатых (шлицевых) соединений

Слайд 74Стандарты ЕСТД
ГОСТ 3.1001-81 Общие положения
ГОСТ 3.1102-81 Стадии разработки и виды документов
ГОСТ 3.1103-82 Основные
ГОСТ 3.1105-84 Формы и правила оформления документов общего назначения
ГОСТ 3.1107-81 Опоры, зажимы и установочные устройства.
Графические изображения
ГОСТ 3.1109-82 Термины и определения основных понятий
ГОСТ 3.1118-82 Формы и правила оформления маршрутных карт
ГОСТ 3.1119-83 Общие требования к комплектности и оформлению комплектов
документов на единичные технологические процессы
ГОСТ 3.1120-83 Общие правила отражения и оформления требований безопасности
труда в технологической документации
ГОСТ 3.1129-93 Общие правила записи технологической информации
в технологических документах на технологические процессы
и операции
ГОСТ 3.1130-93 Общие требования к формам и бланкам документов
ГОСТ 3.1404-86 Формы и правила оформления документов на технологические
процессы и операции обработки резанием
ГОСТ 3.1702-79 Правила записи операций и переходов. Обработка резанием