- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Технология переработки гофрокартона презентация
Содержание
- 1. Технология переработки гофрокартона
- 2. Основные разделы Устройство и характеристики оборудования;
- 3. Устройство машины В состав машины входят: -
- 4. Секция подачи заготовки Подача заготовки
- 5. Секция высечки Высечка производится в
- 6. Секция выламывания В секции выламывания
- 7. Секция отделения переднего отхода (выклада)
- 8. Краткая характеристика“SPO - 160 “
- 9. Определения Высечка – сквозное прорезание обрабатываемого
- 10. Типы гофрокартона Двухслойный Трехслойный Пятислойный Семислойный Картон (лайнер) Картон (лайнер) Бумага (флютинг)
- 11. Толщина гофрокартона Трехслойный “C” = 3,8 –
- 12. Назначение марок гофрокартона
- 13. Основные технические требования Гофрированный картон должен соответствовать
- 14. Показатели качества трехслойного гофрированного картона класса 1 по ГОСТ 52901-2007 Таблица №1
- 15. Показатели качества трехслойного гофрированного картона класса 2 по ГОСТ 52901-2007 Таблица №2
- 16. Показатели качества пятислойного гофрированного картона по ГОСТ 52901-2007 Таблица №3
- 17. Показатели качества семислойного гофрированного картона по ГОСТ 52901-2007 Таблица №4
- 18. Абсолютное сопротивление продавливанию
- 19. Удельное сопротивление разрыву с приложением разрушающего усилия
- 20. Удельное сопротивление разрыву с приложением разрушающего усилия
- 21. Сопротивление торцевому сжатию вдоль гофров
- 22. Сопротивление расслаиванию
- 23. Сопротивление расслаиванию
- 24. Сопротивление расслаиванию
- 25. 5. Влажность (абсолютная)
- 26. Расчет марки гофрокартона Сопротивление торцевому сжатию Абсолютное сопротивление продавливанию
- 27. Сжатие на коротком расстоянии (SCT)
- 28. Сопротивление торцевому сжатию ЕСТ=0,4*(SCTк +
- 29. Абсолютное сопротивление продавливанию BST= BSTк1+ BSTк2 + 10 % BSTб
- 30. Сопротивление ящика сжатию (ВСТ)
- 31. Марки и физико-механические показатели трехслойного гофрокартона (ЗАО “Готэк”)
- 32. Марки и физико-механические показатели пятислойного гофрокартона (ЗАО “Готэк”)
- 33. Оснастка для плоской высечки
- 34. Оснастка для плоской высечки
- 35. Перемычки Перемычки – не прорубленная
- 36. Характеристика засечек и перемычек прочность удерживающих
- 37. Обрезинивание Основные функции: а) остановка и
- 38. Приправка Размер приправочного листа должен быть
- 39. Приправка новой оснастки 1. Комплект штанцевальной оснастки
- 40. Приправка новой оснастки 7. После каждой приправки
- 41. Норма отходов – СПО
- 42. Стандартный перечень дефектов Несоответствие размерам. Сухая расклейка
- 43. Дефекты изделия Критические дефекты: материал гофрированного картона
- 44. Перечень дефектов предыдущих операций Отсутствие или
- 45. Неровный контур рисунка, марашки по контуру (Раздавленная печать)
- 46. Слишком светлая печать (Разнооттеночность)
- 47. Слишком темная печать (Разнооттеночность)
- 48. Задавленная печать, печать не читается
- 49. Непропечатка.
- 50. Виды дефектов / отклонений в процессе высечки
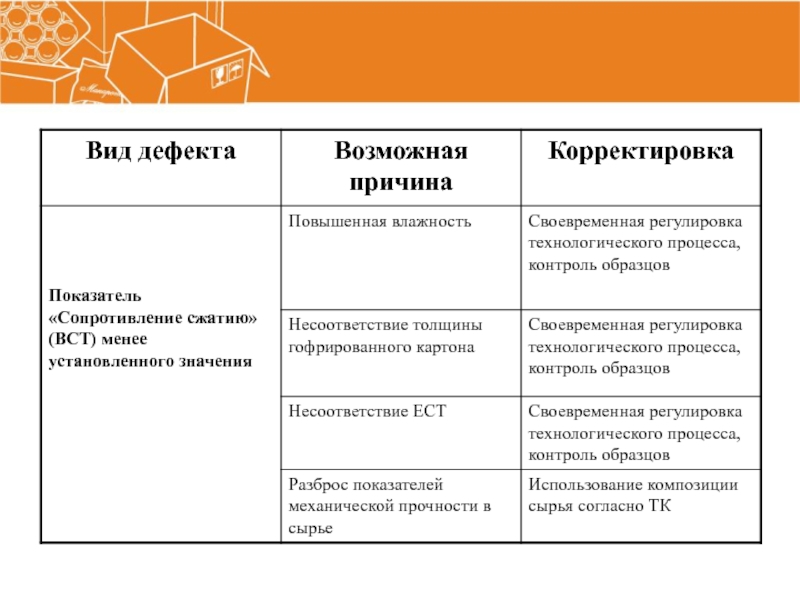
- 51. Показатель «Сопротивление сжатию» (ВСТ) менее установленного значения
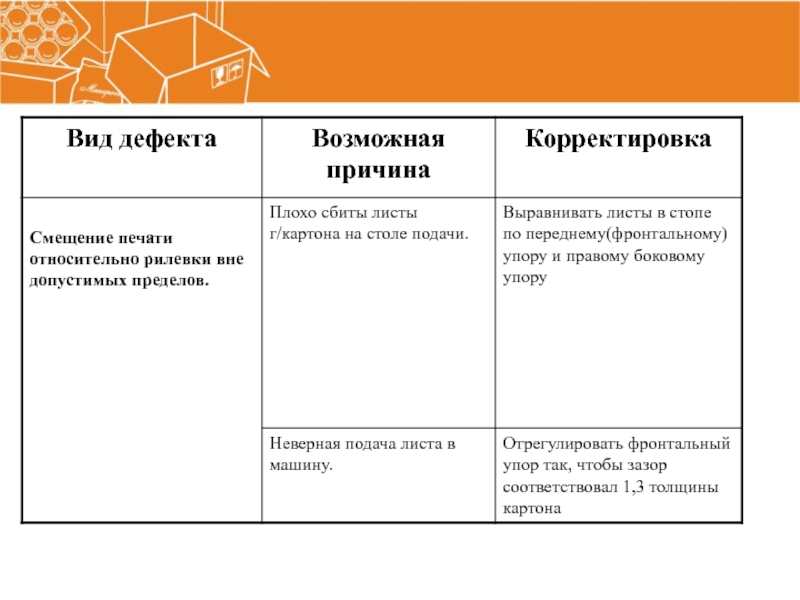
- 53. Смещение печати относительно рилевки вне допустимых пределов.
- 55. Несовмещение печати и высечки.
- 57. Растрескивание картона с внутренней стороны.
- 58. Растрескивание внутреннего слоя.
- 59. Некачественная высечка, биговка или ее отсутствие
- 60. Некачественная высечка, биговка или ее отсутствие
- 61. Неотчетливая высечка (заусенцы)
- 62. Неотчетливая высечка (заусенцы)
- 63. Неотчетливая высечка (заусенцы)
- 64. Неровности линии реза по торцу
- 65. Дефекты и способы их устранения (секция загрузки)
- 66. Дефекты и способы их устранения (секция загрузки)
- 67. Дефекты и способы их устранения (тигельный пресс)
- 68. Дефекты и способы их устранения (тигельный пресс)
- 69. Дефекты и способы их устранения (секция удаления отходов)
- 70. Дефекты и способы их устранения (секция выклада)
- 71. Ответственность машинистов на загрузке Машинист, работающий на
- 72. Ответственность машинистов на съеме Машинист, работающий на
- 73. Требования по корректировке Для испытаний и измерений
- 74. Требования по контролю Для осуществления качественного контроля,
- 75. Пусковой контроль Пусковой контроль, осуществляемый машинистами линии,
- 76. Наблюдение за производством Путем контроля первых образцов
- 77. Корректирующие действия По всем выявленным несоответствиям машинист
- 78. Контроль машинистами на съеме Для обеспечения качества
- 79. Регламент приема-передачи смен
- 80. Регламент приема-передачи смен
- 81. Спасибо за внимание!
")
Слайд 2Основные разделы
Устройство и характеристики оборудования;
Основные показатели гофрокартона;
Оснастка для плоской высечки;
Правила
приправки;
Приработка нового штампа;
Нормы отходов;
Дефекты и способы их устранения;
Обязанности машиниста;
Регламент приема-передачи смен.
Приработка нового штампа;
Нормы отходов;
Дефекты и способы их устранения;
Обязанности машиниста;
Регламент приема-передачи смен.

Слайд 3Устройство машины
В состав машины входят:
- задняя опорная каретка 1;
- Стол подачи
2;
- тигельный пресс 3;
- секция удаления облоя 4;
- секция выклада 5;
- электрический шкаф 6;
погрузчик заключной
рамы 7.
- тигельный пресс 3;
- секция удаления облоя 4;
- секция выклада 5;
- электрический шкаф 6;
погрузчик заключной
рамы 7.

Слайд 4Секция подачи заготовки
Подача заготовки в машину осуществляется машинистом вручную.
Секция состоит из 2-х боковых и фронтального упоров, которые позиционируют положение заготовки относительно штампа, а также из плиты с вакуумными присосами, которые осуществляют захват и транспортировку к планке с прищепами нижнего из стопки листа. В этот момент технологического цикла прищепы разомкнуты и принимают лист заготовки.

Слайд 5Секция высечки
Высечка производится в тигельном прессе, нижняя плита которого
совершает возвратно-поступательные движения (плоская высечка). Планка с прищепами позиционирует лист заготовки между нижней плитой тигельного пресса и штампом. Плита вместе с заготовкой поднимается (штамп стационарный) и штамп высекает изделия. В раскладке на штампе могут быть несколько изделий. Чтобы не обрываться, они между собой соединены перемычками (участки непрорезанного гофрокартона). Также перемычками соединены отходы высечки и изделие. После завершения цикла нижняя плита опускается и планка с прищепами перемещает высеченную заготовке вместе с отходами, соединенными с ней перемычками в секцию выламывания.
.")
Слайд 6Секция выламывания
В секции выламывания происходит отделение отходов. Под секций
располагается ленточный транспортер, на который падают отхода под действием собственного веса. В секции системой Centerline крепятся верхняя выламывающая и нижняя проталкивающая плиты. Планка с прищепами позиционирует заготовку между этими плитами. Затем выламывающие ножи верхней плиты входят в пазы нижней проталкивающей плиты (т.е. насквозь пробивают заготовку в местах, где технологический отход держится на перемычках). Отход проваливается в пазы нижней проталкивающей плиты и падает на транспортер.

Слайд 7Секция отделения переднего отхода (выклада)
Планка с прищепами перемещает продукцию
(уже без технологических отходов) до секции отделения переднего отхода. Там происходит отделение готового изделия от передней кромки заготовки, за который в самом начале технологического цикла захватила лист планка с прищепами. Отделение происходит посредством удара планки удаления переднего отхода (гильотины) по месту крепления передней кромки к высеченному изделию (крепление осуществляется также перемычками). Лист готовой продукции падает в накопительную шахту. Набрав определенное количество высеченных листов, створки шахты разъезжаются, и пачка падает на ленточный транспортер, по которому перемещается к машинисту на приеме готового изделия. Машинист вручную разрывает перемычки, которыми соединены изделия в листе и укладывает готовую продукцию в соответствие с требованиями.
 Планка с прищепами перемещает продукцию (уже без технологических отходов) до")
Слайд 8Краткая характеристика“SPO - 160 “
1.
Максимальная скорость линии – 5 500 лист./час.
2. Максимальное давления пресса - 350т.
3. Штамп для высечки изделий – “ПЛОСКИЙ”
2. Максимальное давления пресса - 350т.
3. Штамп для высечки изделий – “ПЛОСКИЙ”

Слайд 9Определения
Высечка – сквозное прорезание обрабатываемого материала режущей линейкой штанцформы по
непрерывной линии.
Перфорирование – сквозное прорезание материала по прерывистой линии, характеризующееся чередованием прорезей и пробелов постоянной величины (шагом перфорации «пробел/рез»).
Рицевание – частичное прорезание материала режущей линейкой меньшей, чем в случае высечки, высоты. Такие линейки часто называют рицовочными.
Бигование – процесс формирования на обрабатываемом материале «П»-образного выступа (в сечении), предназначенного для создания линии сгиба высеченной заготовки.
Перфорирование – сквозное прорезание материала по прерывистой линии, характеризующееся чередованием прорезей и пробелов постоянной величины (шагом перфорации «пробел/рез»).
Рицевание – частичное прорезание материала режущей линейкой меньшей, чем в случае высечки, высоты. Такие линейки часто называют рицовочными.
Бигование – процесс формирования на обрабатываемом материале «П»-образного выступа (в сечении), предназначенного для создания линии сгиба высеченной заготовки.

Слайд 10Типы гофрокартона
Двухслойный
Трехслойный
Пятислойный
Семислойный
Картон (лайнер)
Картон (лайнер)
Бумага (флютинг)
Картон (лайнер)Бумага (флютинг)")
Слайд 11Толщина гофрокартона
Трехслойный
“C” = 3,8 – 4,1 mm
“B” = 2,8 – 3,2
mm
“Е” = 1,6 – 1,8 mm
Пятислойный
“CB” = 6,6 – 7,3 mm
“CE” = 5,4 – 5,9 mm
“BE” = 4,4 – 5,0 mm
“Е” = 1,6 – 1,8 mm
Пятислойный
“CB” = 6,6 – 7,3 mm
“CE” = 5,4 – 5,9 mm
“BE” = 4,4 – 5,0 mm


Слайд 13Основные технические требования
Гофрированный картон должен соответствовать нормам, указанным в таблицах 1-4
Допускается
изготовление гофрированного картона с короблением листа в направлении вдоль гофров не более 20 мм на 1 м листа картона (если не указаны требования к изготовлению в технологической карте )
Допускается расслаивание картона по кромке листа на величину не более 10 мм от края кромки
Гофрированные слои картона должны иметь полный профиль высоты гофров по всей площади листа (равномерную толщину). Допускается смятие гофров по кромке листа
Допускаются трещины на поверхности наружных плоских слоев картона без обнажения гофрированного слоя. Сумма длин трещин не должна превышать 25 мм.
Допускается расслаивание картона по кромке листа на величину не более 10 мм от края кромки
Гофрированные слои картона должны иметь полный профиль высоты гофров по всей площади листа (равномерную толщину). Допускается смятие гофров по кромке листа
Допускаются трещины на поверхности наружных плоских слоев картона без обнажения гофрированного слоя. Сумма длин трещин не должна превышать 25 мм.

Слайд 14Показатели качества трехслойного гофрированного картона класса 1 по ГОСТ 52901-2007
Таблица №1

Слайд 15Показатели качества трехслойного гофрированного картона класса 2 по ГОСТ 52901-2007
Таблица
№2




Слайд 19Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии
рилевки после выполнения одного двойного перегиба на 180º

Слайд 20Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии
рилевки после выполнения одного двойного перегиба на 180º





")
Слайд 26Расчет марки гофрокартона
Сопротивление торцевому сжатию
Абсолютное сопротивление продавливанию

")
Слайд 28Сопротивление торцевому сжатию
ЕСТ=0,4*(SCTк + SCTб *к.г + SCTк)+1,6 –трехслойный
ЕСТ=0,5*(SCTк +
SCTб *к.г + SCTк + SCTб *к.г + SCTк )+1,6 – пятислойный гофрокартон
+1,6 –трехслойный ЕСТ=0,5*(SCTк + SCTб *к.г +")

")
")
")


Слайд 35Перемычки
Перемычки – не прорубленная часть материала предназначенная для скрепления
заготовок между собой и для удерживания отходов на листе.
Засечки – изготавливаются при помощи шлифовального инструмента для того чтобы в процессе вырубки на материала образовались перемычки.
Существует два вида удерживающих перемычек:
1) перемычки, удерживающие на штенцевальном листе заготовки;
2) перемычки, удерживающие на штанцевальном листе отходы.
Засечки – изготавливаются при помощи шлифовального инструмента для того чтобы в процессе вырубки на материала образовались перемычки.
Существует два вида удерживающих перемычек:
1) перемычки, удерживающие на штенцевальном листе заготовки;
2) перемычки, удерживающие на штанцевальном листе отходы.

Слайд 36Характеристика засечек и перемычек
прочность удерживающих перемычек по ходу волны приблизительно
в 2 раза ниже, чем поперек хода волны;
− ширина удерживающей перемычки зависит от качества, толщины и структуры материала, а также от возможностей гофрокартона, предназначенного для штанцевания;
− глубина удерживающей засечки должна соответствовать по меньшей мере спрессованной или сжатой толщине гофроматериала.
Железное правило: ширина удерживающей засечки =
Е – волна 0,8-1,0мм
В – волна 1,0-1,4мм
С – волна 1,4-1,6мм
Пятислойный картон – 2,0-2,5мм
Глубина удерживающей засечки = 1,5 х (сжатая спрессованная) толщина гофроматериала.
− ширина удерживающей перемычки зависит от качества, толщины и структуры материала, а также от возможностей гофрокартона, предназначенного для штанцевания;
− глубина удерживающей засечки должна соответствовать по меньшей мере спрессованной или сжатой толщине гофроматериала.
Железное правило: ширина удерживающей засечки =
Е – волна 0,8-1,0мм
В – волна 1,0-1,4мм
С – волна 1,4-1,6мм
Пятислойный картон – 2,0-2,5мм
Глубина удерживающей засечки = 1,5 х (сжатая спрессованная) толщина гофроматериала.

Слайд 37Обрезинивание
Основные функции:
а) остановка и фиксация обрабатываемого материала перед штанцевальным процессом;
б)
снятие и удаление с линеек обрабатываемого материала после штанцевального процесса.
Резина должна располагаться приблизительно в 1,0-2,0мм от режущей линейки, так как иначе существует опасность разрыва удерживающих засечек из-за растяжения резины после процесса сжатия.
Высота резины должна выбираться так, чтобы она была выше режущей линейки на ≈ 2,0-2,5мм
Резина должна располагаться приблизительно в 1,0-2,0мм от режущей линейки, так как иначе существует опасность разрыва удерживающих засечек из-за растяжения резины после процесса сжатия.
Высота резины должна выбираться так, чтобы она была выше режущей линейки на ≈ 2,0-2,5мм
 остановка и фиксация обрабатываемого материала перед штанцевальным процессом;б) снятие и удаление с")
Слайд 38Приправка
Размер приправочного листа должен быть по размеру высечного штампа.
Приправка
состоит в приклеивании приправочной бумажной ленты на приправочный лист в местах обнаружения недостаточной высечки.
Приклейка приправочной ленты
1. Выполнить высечку листа в режиме толчковой работы при поднятой верхней выламывающей формы.
2. Остановить лист в выламывающей секции.
3. Вынуть лист и отметить порядок заготовок на листе
4. Отделить заготовки друг от друга, и от отхода.
5. Отметить на заготовке плохо высеченные места, требующие приправки.
6. К приправочному листу приклеить приправочную ленту по линиям, соответствующим отмеченным участкам.
Приклейка приправочной ленты
1. Выполнить высечку листа в режиме толчковой работы при поднятой верхней выламывающей формы.
2. Остановить лист в выламывающей секции.
3. Вынуть лист и отметить порядок заготовок на листе
4. Отделить заготовки друг от друга, и от отхода.
5. Отметить на заготовке плохо высеченные места, требующие приправки.
6. К приправочному листу приклеить приправочную ленту по линиям, соответствующим отмеченным участкам.

Слайд 39Приправка новой оснастки
1. Комплект штанцевальной оснастки установить в машину.
2. Провести холостой
ход машины в течение 5 минут с давлением составляющим 50% от минимального указанного на штампе, для точной посадки линеек.
3. Установить минимальное давление, написанное на штампе.
4. Выполнить высечку одного листа.
5. Проверить результат, оценить необходимость увеличения давления либо проведения приправки. (Если качественная высечка составляет менее 80%, производить постепенное повышение давления пока качественная высечка не достигнет 80%. При достижении 80% качественной высечки производить приправку).
6. При проведении приправки, в зависимости от толщины недорубленного картона, использовать ленту разной толщины. (При небольшой толщине «недоруба» использовать приправочную ленту толщиной 0,04 мм. При «недорубах» большей толщины использовать ленту 0,08 мм. Толщина «недоруба» осуществляется визуально).
3. Установить минимальное давление, написанное на штампе.
4. Выполнить высечку одного листа.
5. Проверить результат, оценить необходимость увеличения давления либо проведения приправки. (Если качественная высечка составляет менее 80%, производить постепенное повышение давления пока качественная высечка не достигнет 80%. При достижении 80% качественной высечки производить приправку).
6. При проведении приправки, в зависимости от толщины недорубленного картона, использовать ленту разной толщины. (При небольшой толщине «недоруба» использовать приправочную ленту толщиной 0,04 мм. При «недорубах» большей толщины использовать ленту 0,08 мм. Толщина «недоруба» осуществляется визуально).

Слайд 40Приправка новой оснастки
7. После каждой приправки производить пробную высечку, при необходимости
производить дополнительную приправку.
8. По достижению качественного реза на 100% ножей, перфорации, биговальных линеек, пропустить ≈ 10-15 листов и проверить качество реза в потоке.
9. При необходимости произвести приправку лентой толщиной 0,04 мм.
10. После выполнения заказа записать величину рабочего давления на карте учёта давления (на штампе) для того, чтобы определить давление при повторном заказе.
11. При работе использовать приправочные листы, с пометкой о принадлежности только той машине, на которой производится заказ.
Необходимо придерживаться всех приведенных здесь рекомендаций. Чем правильнее и точнее выполнена приправка, тем стабильнее работа машины, чище рез, меньше штанцевальное давление, меньше размеры удерживающих перемычек и более долгая служба штампа.
8. По достижению качественного реза на 100% ножей, перфорации, биговальных линеек, пропустить ≈ 10-15 листов и проверить качество реза в потоке.
9. При необходимости произвести приправку лентой толщиной 0,04 мм.
10. После выполнения заказа записать величину рабочего давления на карте учёта давления (на штампе) для того, чтобы определить давление при повторном заказе.
11. При работе использовать приправочные листы, с пометкой о принадлежности только той машине, на которой производится заказ.
Необходимо придерживаться всех приведенных здесь рекомендаций. Чем правильнее и точнее выполнена приправка, тем стабильнее работа машины, чище рез, меньше штанцевальное давление, меньше размеры удерживающих перемычек и более долгая служба штампа.


Слайд 42Стандартный перечень дефектов
Несоответствие размерам.
Сухая расклейка («пузырь»).
Коробление.
Оголение гофр.
Западание гофр.
Просечение слоёв.
Морщины, складки, сдавливания.
Влажность
более 12%.
Критические дефекты (картон гофрированный).
.Коробление.Оголение гофр.Западание гофр.Просечение слоёв.Морщины, складки, сдавливания.Влажность более 12%.Критические дефекты (картон гофрированный).")
Слайд 43Дефекты изделия
Критические дефекты:
материал гофрированного картона (плоские и гофрированные слои) не склеены
должным образом;
нет высечки или высечка смещена (недосечка);
нет биговки (рилевки) по линиям изгиба;
несоответствие печати и высечки;
несоответствие размеров при высечке;
несоответствие внутренних размеров;
параметры надежности (ЕСТ, ВСТ, BST) не воспроизводятся;
короб неправильной геометрии (косина больше допуска);
несоответствие применяемого материала.
Большие дефекты:
неотчетливая высечка (большие заусеницы);
значительные ошибки печати;
несоответствие размерам и допускам.
Незначительные дефекты:
неровности линии реза по торцу (продольный обрез).
нет высечки или высечка смещена (недосечка);
нет биговки (рилевки) по линиям изгиба;
несоответствие печати и высечки;
несоответствие размеров при высечке;
несоответствие внутренних размеров;
параметры надежности (ЕСТ, ВСТ, BST) не воспроизводятся;
короб неправильной геометрии (косина больше допуска);
несоответствие применяемого материала.
Большие дефекты:
неотчетливая высечка (большие заусеницы);
значительные ошибки печати;
несоответствие размерам и допускам.
Незначительные дефекты:
неровности линии реза по торцу (продольный обрез).
 не склеены должным образом;нет высечки или")
Слайд 44Перечень дефектов предыдущих операций
Отсутствие или слабая рилевка,
Неровный контур рисунка,
Марашки по контуру,
Слишком светлая / темная печать,
Задавленная печать,
Печать не читается,
Непропечатка.

")
")
")


Слайд 50Виды дефектов / отклонений в процессе высечки и методы их устранения
-
Смещение печати относительно рилевки вне допустимых пределов
- Показатель «Сопротивление сжатию» (ВСТ) менее установленного значения
- Несовмещение высечки и печати
- Некачественная высечка, биговка или ее отсутствие;
- Неверная подача листа
- Листы неправильно вводятся в прищепы
- Плохая приводка листа
- Заготовки отделяются в тигельном прессе
- Неравномерная высечка листов или недостаточная приводка
- Лист отделяется в выламывающей секции
- Заготовки не отделяются на приемке.
- Показатель «Сопротивление сжатию» (ВСТ) менее установленного значения
- Несовмещение высечки и печати
- Некачественная высечка, биговка или ее отсутствие;
- Неверная подача листа
- Листы неправильно вводятся в прищепы
- Плохая приводка листа
- Заготовки отделяются в тигельном прессе
- Неравномерная высечка листов или недостаточная приводка
- Лист отделяется в выламывающей секции
- Заготовки не отделяются на приемке.

 менее установленного значения")







")
")
")

")
")
")
")
")
")
Слайд 71Ответственность машинистов на загрузке
Машинист, работающий на секции загрузки, отвечает за качество
произведенной продукции на перерабатывающей линии. Эта ответственность предусматривает:
отделение заготовки несоответствующей требованиям;
правильность загрузки заготовки в перерабатывающую линию;
отделение помеченных листов, поддонов с перезаправкой;
контроль соответствия заготовки требованиям ТУ (размер заготовки, тип гофр, покровный слой, оголение гофр, качество склейки, коробление, качество склейки по кромке).
Машинист обязан немедленно сообщить бригадиру машины о каждом выявленном отклонении в качестве заготовки.
отделение заготовки несоответствующей требованиям;
правильность загрузки заготовки в перерабатывающую линию;
отделение помеченных листов, поддонов с перезаправкой;
контроль соответствия заготовки требованиям ТУ (размер заготовки, тип гофр, покровный слой, оголение гофр, качество склейки, коробление, качество склейки по кромке).
Машинист обязан немедленно сообщить бригадиру машины о каждом выявленном отклонении в качестве заготовки.

Слайд 72Ответственность машинистов на съеме
Машинист, работающий на съёме, отвечает за качество произведенной
продукции на перерабатывающей линии. Эта ответственность предусматривает:
осуществление контроля продукции на выходе линии;
правильную укладку полуфабриката и готовой продукции на поддоне;
выполнение требований технологической карты заказа или технических условий;
правильное и надлежащее исполнение количества изделий в пачках и на поддоне, согласно требованиям технологической карты или технических условий;
правильную маркировку полуфабрикатов и готовых изделий на поддоне;
отделение несоответствующего продукта из пачек и поддонов.
Машинист обязан немедленно сообщить бригадиру машины о каждом выявленном отклонении в качестве продукции.
осуществление контроля продукции на выходе линии;
правильную укладку полуфабриката и готовой продукции на поддоне;
выполнение требований технологической карты заказа или технических условий;
правильное и надлежащее исполнение количества изделий в пачках и на поддоне, согласно требованиям технологической карты или технических условий;
правильную маркировку полуфабрикатов и готовых изделий на поддоне;
отделение несоответствующего продукта из пачек и поддонов.
Машинист обязан немедленно сообщить бригадиру машины о каждом выявленном отклонении в качестве продукции.

Слайд 73Требования по корректировке
Для испытаний и измерений действует принцип, что при всех
выявленных несоответствиях в качестве продукции, необходимо немедленно провести действия по устранению выявленного несоответствия. Эти действия могут включать:
перенастройку оборудования;
корректировку параметров процесса;
дополнительное профилактическое обслуживание оборудования;
замена некачественной заготовки;
замена и/или ремонт оснастки (клише, штампов, стандартных приспособлений);
остановка производства до выяснения причины.
Если в результате корректировки выявленное несоответствие не устраняется, то бригадир обязан сообщить об этом начальнику смены.
перенастройку оборудования;
корректировку параметров процесса;
дополнительное профилактическое обслуживание оборудования;
замена некачественной заготовки;
замена и/или ремонт оснастки (клише, штампов, стандартных приспособлений);
остановка производства до выяснения причины.
Если в результате корректировки выявленное несоответствие не устраняется, то бригадир обязан сообщить об этом начальнику смены.

Слайд 74Требования по контролю
Для осуществления качественного контроля, необходимо выполнение следующих контрольных задач:
подготовка
заказа (проверка оснастки перед установкой на линию);
контрольную проверку гофроизделия при запуске тиража в работу;
наблюдение за оборудованием;
регулярные выборочные проверки;
проведение оперативных корректирующих мероприятий, в случае выявления несоответствий.
контрольную проверку гофроизделия при запуске тиража в работу;
наблюдение за оборудованием;
регулярные выборочные проверки;
проведение оперативных корректирующих мероприятий, в случае выявления несоответствий.

Слайд 75Пусковой контроль
Пусковой контроль, осуществляемый машинистами линии, начинается с проверки готовности и
соответствия требованиям необходимых материалов, заготовки и оснастки (клише, краски, штампа, стандартных приспособлений и т д.).
Пусковой контроль, включает в себя проверку правильной настройки линии путем контроля и измерений первых образцов изделия на соответствие техническим условиям или технологической карте.
Без наличия технических условий (технологической карты) на рабочем месте, пусковой контроль не производится.
В случае, выявленных отклонений необходимо провести корректировки.
Порядок настройки линии, действия по корректировкам и обслуживанию машины документированы в технологических инструкциях, инструкциях по эксплуатации и инструкциях по обслуживанию оборудования.
Результаты пускового контроля отображаются в маршрутной контрольной карте качества.
Пусковой контроль, включает в себя проверку правильной настройки линии путем контроля и измерений первых образцов изделия на соответствие техническим условиям или технологической карте.
Без наличия технических условий (технологической карты) на рабочем месте, пусковой контроль не производится.
В случае, выявленных отклонений необходимо провести корректировки.
Порядок настройки линии, действия по корректировкам и обслуживанию машины документированы в технологических инструкциях, инструкциях по эксплуатации и инструкциях по обслуживанию оборудования.
Результаты пускового контроля отображаются в маршрутной контрольной карте качества.

Слайд 76Наблюдение за производством
Путем контроля первых образцов изделий и наблюдений во время
производства, машинист обязан контролировать ход процесса и качество продукции, производимой на линии.
Производить предписания данной процедурой измерения на соответствие требованиям технических условий на продукцию.
Все обнаруженные отклонения в качестве должны быть зарегистрированы (записаны) в маршрутной контрольной карте качества, при отсутствии отклонений делается отметка о соответствии выпускаемого продукта.
В процессе производства заказа в случае экстренной остановки линии и дальнейшего ее запуска необходимо отделить изделия или полуфабрикаты, оставшиеся на переделах линии (секция выламывания, проталкивания, зона отделения переднего отхода) во время остановки для поштучной сортировки на предмет обнаружения дефектов или отклонений.
Производить предписания данной процедурой измерения на соответствие требованиям технических условий на продукцию.
Все обнаруженные отклонения в качестве должны быть зарегистрированы (записаны) в маршрутной контрольной карте качества, при отсутствии отклонений делается отметка о соответствии выпускаемого продукта.
В процессе производства заказа в случае экстренной остановки линии и дальнейшего ее запуска необходимо отделить изделия или полуфабрикаты, оставшиеся на переделах линии (секция выламывания, проталкивания, зона отделения переднего отхода) во время остановки для поштучной сортировки на предмет обнаружения дефектов или отклонений.

Слайд 77Корректирующие действия
По всем выявленным несоответствиям машинист обязан произвести необходимые регулировки, предписанные
в технологических инструкциях. В любом случае, если обнаруженное несоответствие требует сегрегации (отделения) продукции или проводимые корректировки не устраняют обнаруженные несоответствие, то необходимо немедленно сообщить бригадиру.

Слайд 78Контроль машинистами на съеме
Для обеспечения качества продукции они обязаны осуществлять следующий
контроль:
проверку качества и соответствие печати;
проверку качества и соответствие высечки;
проверку совмещения печати и высечки;
проверку соответствия и качества поддона;
проверку схемы укладки/упаковки;
проверку количества изделий на поддоне.
Обнаруженные дефектные изделия необходимо немедленно отсортировать, идентифицировать и предъявить начальнику смены.
проверку качества и соответствие печати;
проверку качества и соответствие высечки;
проверку совмещения печати и высечки;
проверку соответствия и качества поддона;
проверку схемы укладки/упаковки;
проверку количества изделий на поддоне.
Обнаруженные дефектные изделия необходимо немедленно отсортировать, идентифицировать и предъявить начальнику смены.