- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Сварка жаропрочных сталей и сплавов презентация
Содержание
- 1. Сварка жаропрочных сталей и сплавов
- 2. Жаропрочные стали и сплавы применяются в энергетических
- 3. Работоспособность металла и сплава при высоких температурах
- 4. Стали и сплавы, предназначенные для работы при
- 5. Стали и сплавы, предназначенные для работы при
- 6. При анализе поведения металла сварных конструкции наибольший
- 7. Предел длительной прочности (МПа)
- 8. Часто в качестве ещё одной важной характеристика
- 9. (МПа) Температура испытаний, град. Скорость
- 10. Например
- 11. Для характеристики взаимосвязи между ползучестью и растрескиванием
- 12. При выборе основы для создания жаропрочных сплавов
- 13. Железо, никель и кобальт имеют близкие температуры
- 14. Существующие жаропрочные стали и сплавы представляют собой
- 15. Как правило, заданные свойства материала достигаются при
- 16. Наиболее низкие рабочие температуры (450...650°С) имеют стали
- 17. Максимальной жаропрочностью должны обладать γ-твердые растворы, имеющие
- 18. Для использования сплава в широком диапазоне температур
- 19. Одним из главнейших факторов жаропрочности сталей и
- 20. Элементы внедрения – бор, азот, углерод –
- 21. Рис. 1: Жаропрочность промышленных сплавов используемых в
- 22. Наибольшее распространение в промышленности получили теплоустойчивые стали
- 23. Теплоустойчивые стали – стали, предназначенные для длительной
- 24. Марки теплоустойчивых сталей 1) Низколегированные хромомолибденовые стали
- 25. Широкое применение теплоустойчивых сталей определяется низкой стоимостью
- 26. Требуемые свойства теплоустойчивых сталей при технологической обработке
- 27. Влияние ХРОМА Хром повышает жаростойкость стали, то
- 28. Положительное влияние молибдена объясняется способностью образовывать
- 29. Влияние ВАНАДИЯ Ванадий совместно с углеродом обеспечивает
- 30. Свариваемость теплоустойчивых сталей Общая свариваемость осложнена низкой
- 31. Сопротивляемость холодным трещинам Основным фактором, определяющим
- 32. Надежным средством является сопутствующие сварке местный или
- 33. Ещё одной радикальной мерой борьбы против холодных
- 34. Разупрочнение в ЗТВ сварных соединений Степень
- 35. При разработке технологии сварки теплоустойчивых сталей возникает
- 36. Сварка теплоустойчивых сталей и сплавов Подготовка
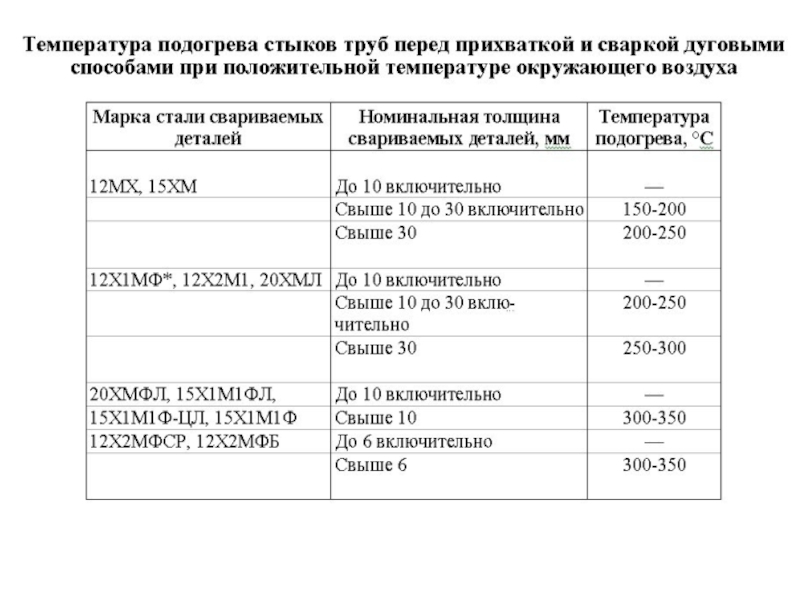
- 37. Концы труб из углеродистых и низколегированных
- 41. Подогревать стык можно: индукторами (током промышленной или
- 42. 1 - сварочный шов; 2 - стальная
- 43. Горелка «Крокет», пропан. Горелка «Крокет» предназначена
- 44. Горелки газовые для труб и тел вращения
- 46. Горелка линейная охлаждаемая ГЛ-100
- 47. Установка для индукционного нагрева
- 48. ТЕРМОСТОЙКИЙ ПОЯС (ТП) ТУ 839 7-019-01297858-ОП1-99
- 49. Температуру подогрева можно контролировать с помощью
- 50. Контактные термометры а – компактный типа
- 52. Требования к прихваткам
- 53. Высота прихваток должна быть равна: при
- 54. Общие вопросы техники сварки Стыки труб (деталей)
- 55. Не допускается никаких силовых воздействий на стык
- 56. Минимальная температура окружающего воздуха, при которой может
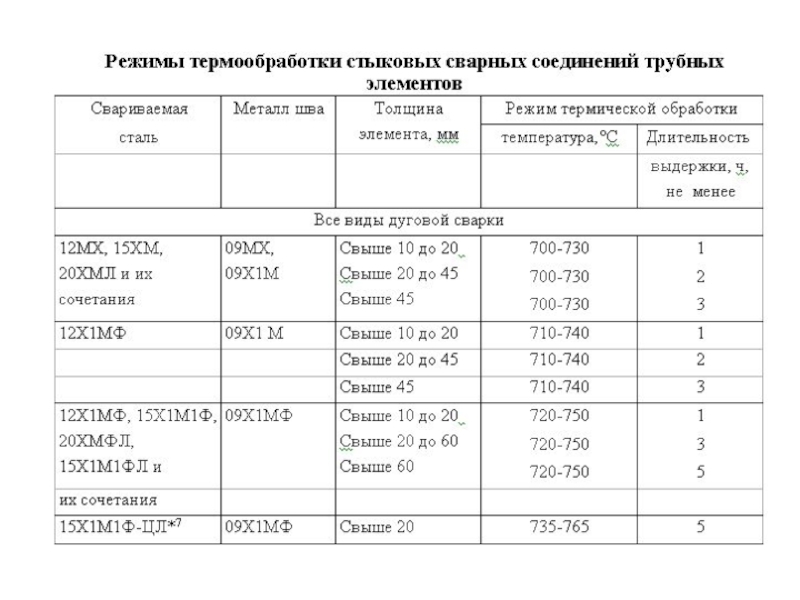
- 57. Термическая обработка Без термической обработки
- 58. Термообработка сварных соединений труб производится индукционным способом
- 59. Установка для индукционного нагрева свариваемого металла при подогреве и термической обработке
- 60. Термообработку сварных соединений радиационным способом с помощью
- 61. Стыки труб из сталей 12Х1МФ и

Слайд 2Жаропрочные стали и сплавы применяются в энергетических установках, оборудовании нефтехимических предприятий

Слайд 3Работоспособность металла и сплава при высоких температурах определяется комплексом свойств и
Жаропрочностью – называется способность сталей и сплавов выдерживать механические нагрузки при высоких температурах в течение определенного времени. (При температурах до 600 °С обычно применяют термин теплоустойчивость)
Жаростойкость – стойкость металла против химического разрушения поверхности под действием окружающей среды при высоких температурах. Т.о. жаростойкость характеризует сопротивление металлов и сплавов газовой коррозии при высоких температурах

Слайд 4Стали и сплавы, предназначенные для работы при повышенных и высоких температурах,

Слайд 5Стали и сплавы, предназначенные для работы при повышенных и высоких температурах,
Теплоустойчивые стали, работающие в нагруженном состоянии при температурах до 600 °С в течение длительного времени;
2. Жаропрочные стали и сплавы, работающие в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной жаростойкостью
3. Жаростойкие (окалиностойкие) стали и сплавы, работающие в ненагруженном или слабонагруженном состоянии при температурах выше 550 °С и обладающие стойкостью против химического разрушения поверхности в газовых средах

Слайд 6При анализе поведения металла сварных конструкции наибольший интерес представляет оценка свойств
Наиболее универсальной характеристикой жаропрочности, применяемой в ряде современных исследовательских работ является – предел длительной прочности.

Слайд 7Предел длительной прочности
(МПа)
Температура испытаний, град.
Длительность испытаний, час.
Напряжение, при котором начинается
Например, означает, что испытания проводились при 800 °С, длительностью в 100 ч.
Температура испытаний, град.Длительность испытаний, час.Напряжение, при котором начинается интенсивное развитие пластической деформации")
Слайд 8Часто в качестве ещё одной важной характеристика жаропрочности выделяют – «сопротивление
Ползучесть - непрерывная деформация металлов под действием постоянно приложенных нагрузок.
Рис. 1: Кривые ползучести, полученные при различных температурах и напряжениях (схема)

Слайд 9(МПа)
Температура испытаний, град.
Скорость ползучести, % / час
Величина напряжения, МПа
Т.е. сопротивление
Температура испытаний, град.Скорость ползучести, % / часВеличина напряжения, МПа Т.е. сопротивление ползучести характеризуется пределом ползучести")
Слайд 10 Например = 150 МПа
–

Слайд 11Для характеристики взаимосвязи между ползучестью и растрескиванием под напряжением используются различные
где: Т - температура испытания, К; t - время до разрушения, ч; С – константа, значение которой для низколегированных сталей около 20.

Слайд 12При выборе основы для создания жаропрочных сплавов в первую очередь учитывают

Слайд 13Железо, никель и кобальт имеют близкие температуры плавления и другие характеристики
Это объясняется неодинаковой способностью твердых растворов на основе этих металлов к упрочнению, природой упрочняющих фаз, структурной стабильностью, и, наконец, уровнем совершенства технологии производства этих сплавов.

Слайд 14Существующие жаропрочные стали и сплавы представляют собой многокомпонентные твердые растворы на

Слайд 15Как правило, заданные свойства материала достигаются при его легировании.
При выборе

Слайд 16Наиболее низкие рабочие температуры (450...650°С) имеют стали ферритного, перлитного и мартенситного
 имеют стали ферритного, перлитного и мартенситного классов, т.е. стали на")
Слайд 17Максимальной жаропрочностью должны обладать γ-твердые растворы, имеющие предельную легированность, а переход

Слайд 18Для использования сплава в широком диапазоне температур необходимо легировать его комплексно

Слайд 19Одним из главнейших факторов жаропрочности сталей и сплавов является образование упрочняющих
Для жаропрочных сплавов наиболее перспективны в качестве упрочнителей такие элементы, как молибден, ниобий, вольфрам. алюминий, ниобий и титан образующие упрочняющие интерметаллидные фазы.

Слайд 20Элементы внедрения – бор, азот, углерод – приводят к образованию упрочняющих

Слайд 21Рис. 1: Жаропрочность промышленных сплавов используемых в сварных конструкциях
1 – Алюминиевые
2 – Титановые сплавы; 6 – Fe–Cr–Ni–Mo сплавы;
3 – Теплоустойчивые стали; 7 – Кобальтовые сплавы;
4 – Аустенитные стали; 8 – Молибденовые сплавы.

Слайд 22Наибольшее распространение в промышленности получили теплоустойчивые стали
Теплоустойчивые стали используются в энергетическом

Слайд 23Теплоустойчивые стали – стали, предназначенные для длительной работы при температурах до

Слайд 24Марки теплоустойчивых сталей
1) Низколегированные хромомолибденовые стали (перлитные) – 12МХ, 12ХМ, 15ХМ,
2) Хромомолибденовые стали – 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 12Х2МФСР – предназначенные для работы в температурном интервале 550–600 град.
 Низколегированные хромомолибденовые стали (перлитные) – 12МХ, 12ХМ, 15ХМ, 20ХМЛ. Предназначенные для работы")
Слайд 25Широкое применение теплоустойчивых сталей определяется низкой стоимостью и достаточно высокой технологичностью
Теплоустойчивые стали применяют, в основном в виде труб, для изготовления сварных технологических трубопроводов, а также для изготовления паропроводов, корпусов химических аппаратов. В судостроении используют для поверхностей нагрева котлов.

Слайд 26Требуемые свойства теплоустойчивых сталей при технологической обработке и сварке достигается введением
Примерное содержание легирующих элементов:
Cr = 0,5 – 2,0 %
Mo = 0,2 – 1,0 %
V = 0,1 – 0,3 %

Слайд 27Влияние ХРОМА
Хром повышает жаростойкость стали, то есть сопротивляемость окислению; предотвращает графитизацию
При введении хрома в сталь совместно с молибденом помимо вышесказанного повышается длительная прочность и сопровотивление ползучести.

Слайд 28 Положительное влияние молибдена объясняется способностью образовывать в ходе сварки упрочняющую
Влияние МОЛИБДЕНА

Слайд 29Влияние ВАНАДИЯ
Ванадий совместно с углеродом обеспечивает упрочнение стали за счет высокодисперсных
Он также способен сглаживанию интерметаллидных включений (по объему наплавленного металла).

Слайд 30Свариваемость теплоустойчивых сталей
Общая свариваемость осложнена низкой стойкостью сварных соединений к образованию
Физическая свариваемость теплоустойчивых сталей определяется отношением металла к плавлению, металлургической обработке, кристаллизации шва не вызывающей каких – либо осложнений.
Технология сварки и сварные материалы обеспечивается необходимая стойкость металлического шва против горячих трещин.

Слайд 31Сопротивляемость холодным трещинам
Основным фактором, определяющим склонность теплоустойчивых сталей к образованию

Слайд 32Надежным средством является сопутствующие сварке местный или общий подогрев изделия.
Подогрев
Подогрев уменьшает скорость охлаждения металла, а значит, предотвращает превращение аустенита в мартенсит

Слайд 33Ещё одной радикальной мерой борьбы против холодных трещин в теплоустойчивых сталях

Слайд 34Разупрочнение в ЗТВ сварных соединений
Степень разупрочнения зависит в основном от
Повышение погонной энергии вызовет большое разупрочнение свариваемых материалов.
Мягкая разупрочняющая прослойка в зоне термического влияния является причиной локальных разрушений жестких сварных соединений в процессе эксплуатации, особенно, если имеют место изгибающие нагрузки.

Слайд 35При разработке технологии сварки теплоустойчивых сталей возникает основное противоречие:
чтобы обеспечить отсутствие

Слайд 36Сварка теплоустойчивых сталей и сплавов
Подготовка и сборка под сварку
Обработку

Слайд 37 Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной,
Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0°С нужно производить с предварительным подогревом до 200 °С и медленным охлаждением под слоем асбеста.

Слайд 41Подогревать стык можно:
индукторами (током промышленной или средней частоты),
радиационными нагревателями сопротивления,
газовым
В стыках труб с толщиной стенки более 30 мм ширина зоны подогрева должна быть не менее 150 мм (по 70—75 мм с каждой стороны), при толщине стенки до 30 мм — не менее 100 мм.
Ширина зоны подогрева угловых и нахлесточных соединений — 50—75 мм в каждую сторону от будущего шва.
, радиационными нагревателями сопротивления,газовым пламенем, обеспечивая нагрев стыка")
Слайд 421 - сварочный шов;
2 - стальная или асбестовая воронка;
3 - горелка
Схема

Слайд 43Горелка «Крокет», пропан.
Горелка «Крокет» предназначена для нагрева различных материалов до
Горелка «Очаг - 1003», «Очаг - 1004», пропан.



Слайд 47
Установка для индукционного нагрева изделий перед прихваткой и сваркой
Схема двухстороннего подогрева
1 – стык труб,
2 - теплоизоляция,
3 - нагреватель

Слайд 48ТЕРМОСТОЙКИЙ ПОЯС (ТП) ТУ 839 7-019-01297858-ОП1-99
ИСПОЛЬЗУЕТСЯ: для защиты изоляционного покрытия
Рис.1. Схема размещения термостойких поясов в процессе сварки стыка
Рис.2. Схема размещения термостойких поясов в процессе охлаждения сварного стыка
1. Свариваемые трубы
2. Сварной шов
3. Изоляционное покрытие труб
4. Термостойкий пояс
5. Дополнительный термостойкий пояс
Ширина - 300 мм
Длина Dтp + 500 мм
Толщина - 3 + 1 мм
 ТУ 839 7-019-01297858-ОП1-99 ИСПОЛЬЗУЕТСЯ: для защиты изоляционного покрытия труб в околошовной зоне")
Слайд 49 Температуру подогрева можно контролировать с помощью термопар (ТП), цифровых контактных
, цифровых контактных термометров (ТК-3М, ТК-5 и")
Слайд 50Контактные термометры
а – компактный типа Elmeter; б – термометр ТК–5.01;



Слайд 53Высота прихваток должна быть равна:
при их выполнении ручной дуговой сваркой на
при их выполнении ручной аргонодуговой сваркой без присадочной проволоки на стыках труб с разделкой Тр-1 - толщине стенки трубы; на стыках труб с разделками Тр-2, Тр-6, Тр-7 — величине b ± 0,5 мм (b — размер притупления). При выполнении прихваток с присадочной проволокой высота прихватки может быть увеличена на 0,5—1 мм.

Слайд 54Общие вопросы техники сварки
Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется). Эту температуру нужно поддерживать до окончания сварки.
 из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного")
Слайд 55Не допускается никаких силовых воздействий на стык до завершения его сварки

Слайд 56Минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка

Слайд 57Термическая обработка
Без термической обработки сварных соединений эти стали, не
При изготовлении сварных конструкций используют отпуск. Преимущество состоит в том, что он может быть использован в качестве местной термообработки не взирая на размеры сварной конструкции. Отпуск стабилизирует структуру сварного соединения и снижает остаточные напряжения.

Слайд 58Термообработка сварных соединений труб производится индукционным способом токами промышленной (50 Гц)
Основным способом нагрева при термообработке стыков трубопроводов диаметром 108 мм и более со стенкой толщиной свыше 10 мм является индукционный нагрев током промышленной и средней частоты
 и средней (до 8000")
Слайд 59Установка для индукционного нагрева свариваемого металла при подогреве и термической обработке

Слайд 60Термообработку сварных соединений радиационным способом с помощью электронагревателей сопротивления можно применять

Слайд 61 Стыки труб из сталей 12Х1МФ и 15Х1М1Ф (соответственно и из
 при толщине")