- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Способы обработки металлов давлением презентация
Содержание
- 1. Способы обработки металлов давлением
- 2. Производство металлопроката Изделия, относящиеся к категории металлопроката,
- 6. При продольной прокатке деформация металла происходит между
- 7. Определение условия захвата заготовки Qx> PX. где
- 10. Прокатный стан Прокатный стан -
- 12. Продукция прокатного производства
- 13. Производство сортового проката
- 14. Сортовой прокат Сортовой прокат: профили общего
- 15. Виды прокатной продукции
- 17. Основные операции прокатки сортового металла нагрев до
- 19. Размеры сортового проката
- 22. Специальные виды проката К группе специальных видов
- 23. Производство листового проката
- 25. Основные операции технологического процесса подача слябов со
- 28. Прокатные трубы
- 29. Производство бесшовных труб получение толстостенной пустотелой
- 30. Производство сварных труб
- 31. Прессование Преимущества: деформирование малопластичных материалов;
- 32. Прессование Прессование – способ обработки металлов давлением,
- 33. Схемы процесса прессования Схемы процесса прессования
- 34. Основные величины, характеризующие деформацию Основными величинами, характеризующими
- 35. Волочение Волочение - процесс протягивания заготовки через
- 36. Схемы процесса волочения (а) и матрицы (б)
- 37. Волоки и фильеры Инструмент с отверстием через
- 38. Назначение волочения Методом волочения получают: -
- 39. Свободная ковка Свободной ковкой называется способ горячей
- 40. Основные операции свободной ковки Осадка - операция
- 41. Оборудование для ковки МАШИНЫ ДИНАМИЧЕСКИЕ (МОЛОТЫ) ПНЕВМАТИЧЕСКИЕ
")
Слайд 2Производство металлопроката
Изделия, относящиеся к категории металлопроката, могут изготавливаться методом горячей и




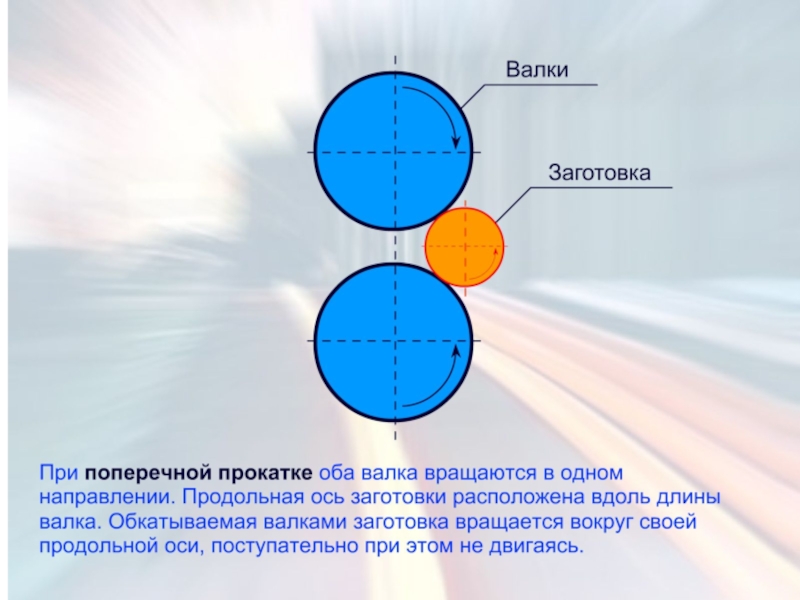
Слайд 6При продольной прокатке деформация металла происходит между вращающимися в разные стороны
При продольной прокатке деформация металла происходит между вращающимися в разные стороны валками. При этом уменьшается площадь поперечного сечения заготовки и увеличивается главным образом её длинна.

Слайд 7Определение условия захвата заготовки
Qx> PX.
где f - коэффициент трения между валками
α - угол захвата.
PX=Psin α.
P f cos α > P sin α
f cos α > sin α,
f > tgα,
т.е. для осуществления захвата заготовки валками тангенс угла захвата α должен быть меньше коэффициента трения.
Максимальный угол захвата при горячей прокатке принят 15 … 22°, а при холодной – 3 … 8°.

Слайд 10Прокатный стан
Прокатный стан - комплекс технологических машин, обеспечивающий полученные
Прокатные валки - основной инструмент, который выполняет деформацию металла.
По назначению прокатные станы подразделяются:
для производства полупродукта (блюминг 1500, стан 3600 и т.д.);
для выпуска готового продукта (сортовой прокат и т.д.).




Слайд 14Сортовой прокат
Сортовой прокат:
профили общего назначения (круг, квадрат, лента, полоса, швеллер,
профили специального назначения (рельсы, профили сельскохозяйственного назначения).
;профили")


Слайд 17Основные операции прокатки сортового металла
нагрев до 1100 - 1250 градусов по
подачу нагретой заготовки к рабочим клетям и прокатку в несколько проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля;
резку проката пилами или ножницами на части требуемой длины или сматывание в бунты;
охлаждение на холодильниках;
правку на роликовых правильных машинах;
контроль и отправку на склад готовой продукции.





Слайд 22Специальные виды проката
К группе специальных видов проката относится тонкостенный прокат, например,



Слайд 25Основные операции технологического процесса
подача слябов со склада к нагревательным печам;
нагрев;
правка на роликовых правильных машинах; охлаждение на холодильниках; контроль и разметка;
обрезка продольных кромок;
обрезка концов;
разрезка на листы определенной длинны;
термическая обработка (по требованию заказчика или обязательно по технологии);
отправка на склад готовой продукции.




Слайд 29Производство бесшовных труб
получение толстостенной пустотелой заготовки (гильзы),
раскатывание гильзы
, раскатывание гильзы в готовую трубу со стенкой")

Слайд 31Прессование
Преимущества:
деформирование малопластичных материалов;
получение профилей сложной формы;
высокая точность профиля.
Недостатки:
значительные
сильный износ инструмента;
большие отходы (до 40%).

Слайд 32Прессование
Прессование – способ обработки металлов давлением, заключающийся в выдавливании металла из
ВЕРТИКАЛЬНОГО ДЕЙСТВИЯ
ГОРИЗОНТАЛЬНОГО ДЕЙСТВИЯ
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ

Слайд 33Схемы процесса прессования
Схемы процесса прессования и получаемые профили:
а – прямое

Слайд 34Основные величины, характеризующие деформацию
Основными величинами, характеризующими деформацию при прессовании, являются коэффициент
и степень деформации:
где F0 – площадь поперечного сечения заготовки;
F1 – площадь поперечного сечения получаемого профиля.
Степень деформации влияет на величину и равномерность механических свойств полученного материала, а также на усилие прессования.

Слайд 35Волочение
Волочение - процесс протягивания заготовки через отверстие с целью уменьшения размеров
Деформация при волочении измеряется коэффициентом уменьшения диаметра К, получаемым по формуле:
K= d/D,
где D и d - соответственно диаметры проволоки до после волочения.
Значения К бывают в пределах от 0,7…0,85 в зависимости от материала прутка.

Слайд 36Схемы процесса волочения (а) и матрицы (б)
1 – заготовка, 2 –
I – входящая (смазывающая) зона; II – деформирующая зона;
III – калибрующая зона; IV – выходной конус
а
б
Волочение
 и матрицы (б)1 – заготовка, 2 – матрица (волока);I – входящая")
Слайд 37Волоки и фильеры
Инструмент с отверстием через которое производится протягивание заготовки, называется
Матрицы изготавливают из инструментальных сталей или твердых сплавов, а иногда из алмаза. Этим обеспечивается длительность работы волоки и неизменность поперечного сечения получаемой продукции.
из синтетического алмаза
из ВК 8, ВК 20

Слайд 38Назначение волочения
Методом волочения получают:
- проволоку диаметром от 0,002 до 10
- проводят калибровку труб диаметром от капиллярных до 500 мм;
- профили круглого, квадратного, сегментного и других сечений.

Слайд 39Свободная ковка
Свободной ковкой называется способ горячей обработки металлов давлением, при котором
При ковке формоизменение заготовки происходит в результате течения металла в направлениях, перпендикулярных движению инструмента.
К основным операциям ковки относятся: осадка, высадка, протяжка кузнечная, гибка, прошивка, скручивание, отрубка (разрубка), штамповка в подкладных штампах.

Слайд 40Основные операции свободной ковки
Осадка - операция увеличения площади поперечного сечения исходной
Протяжка - операция увеличения длины исходной заготовки за счет уменьшения площади поперечного сечения. Применяется при изготовлении поковок с удлиненной осью (валов, шатунов, рычагов).
Гибкой называется операция, посредством которой заготовке придают изогнутую форму по заданному контуру. Этой операцией изготавливают угольники, скобы, крюки и т.д.
Скручивание представляет операцию поворота одной части поковки относительно другой вокруг продольной оси. Применяется при изготовлении коленвала, сверл и др.
Рубка - операция отделения одной части заготовки от другой.
Прошивка – операция получения в заготовке отверстия.
Штамповка в подкладных штампах применяется в мелкосерийном производстве при получении поковок сложной конфигурации, которые трудно получить за счет перечисленных выше операций. В подкладных штампах получают небольшие поковки в мелкосерийном производстве.

Слайд 41Оборудование для ковки
МАШИНЫ ДИНАМИЧЕСКИЕ
(МОЛОТЫ)
ПНЕВМАТИЧЕСКИЕ
МАШИНЫ СТАТИЧЕСКИЕ
(ПРЕССЫ)
ПАРОВОЗДУШНЫЕ
Пневматические молоты работают от электродвигателя, приводящего
Более широкое распространение получили паровоздушные молоты. Они приводятся в действие паром или сжатым воздухом давлением 7…9 атм. Вес падающих частей 1…5т.
Гидравлические прессы приводятся в действие с помощью жидкости (воды, масла) и относятся к механизмам, не имеющим жесткого хода. В период рабочего хода гидравлических прессов энергия вводится непрерывно и скорость их подвижных частей возрастает. Используются для ковки крупных слитков. Усилие прессов может быть от 50 до 70000тс; КПД, учитывающий потери на трение, составляет 0,8…0,9.
ПНЕВМАТИЧЕСКИЕМАШИНЫ СТАТИЧЕСКИЕ (ПРЕССЫ)ПАРОВОЗДУШНЫЕПневматические молоты работают от электродвигателя, приводящего в действие компрессор и")