Графический разработчик: Никонова Юлия Олеговна
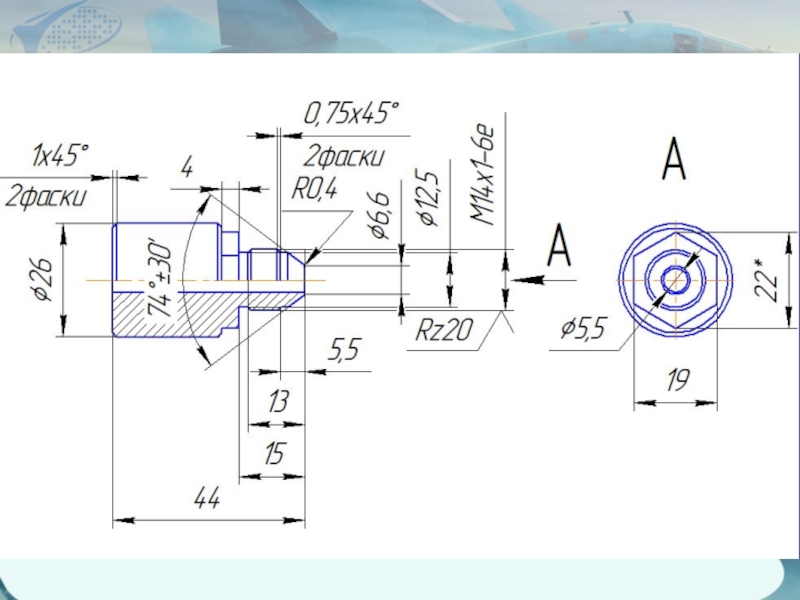
Тема 1.6. Проектирование технологических процессов для станков с ПУ
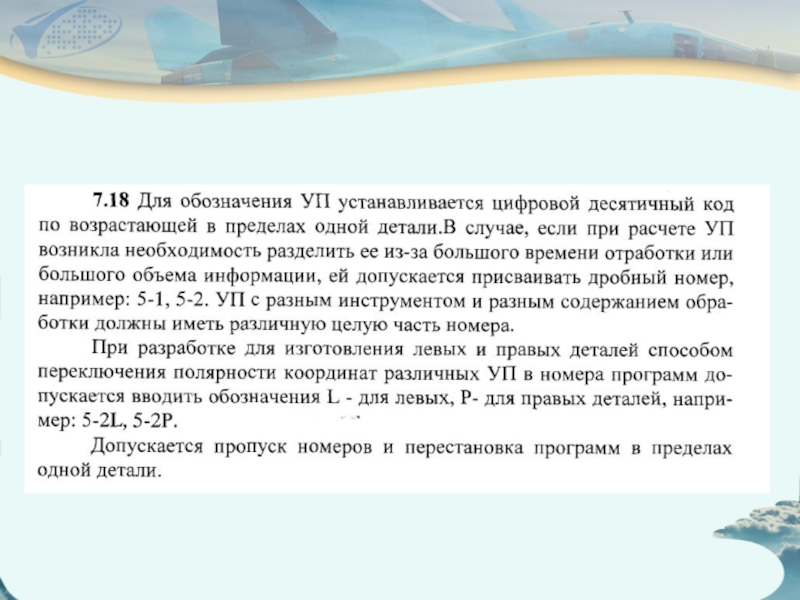
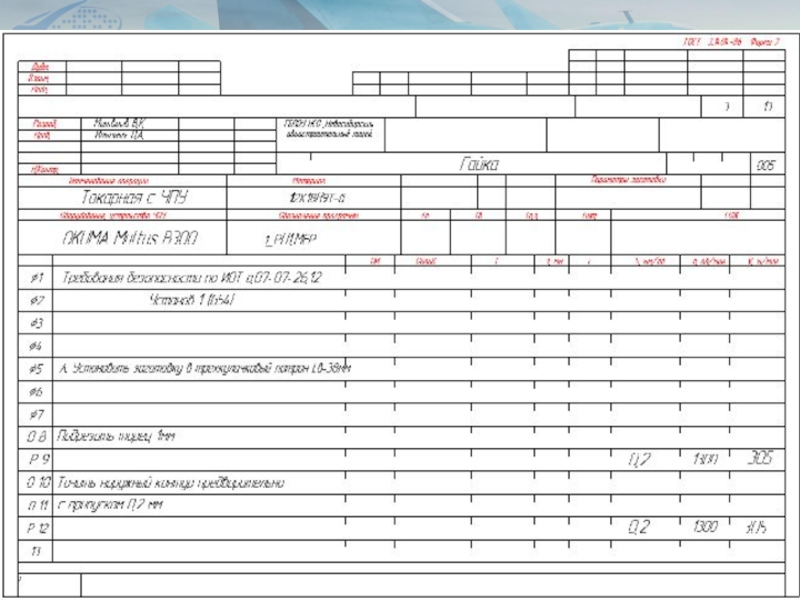
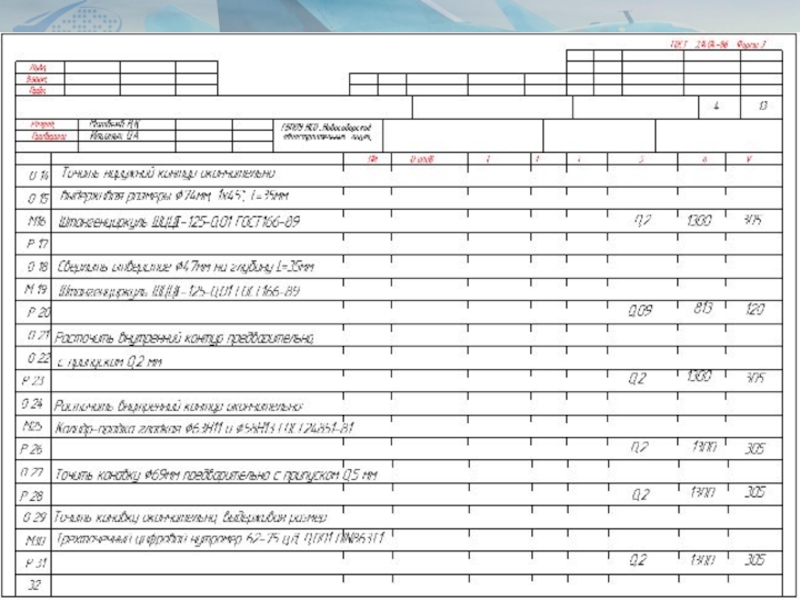
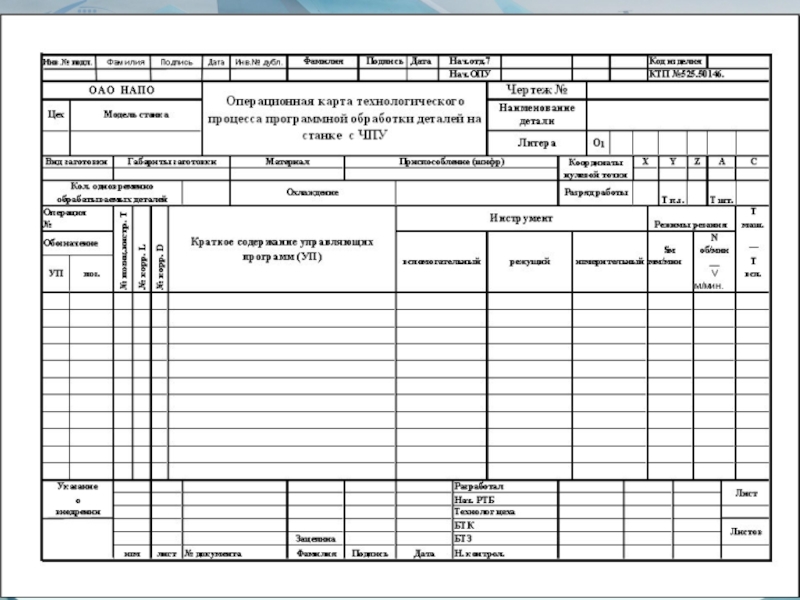
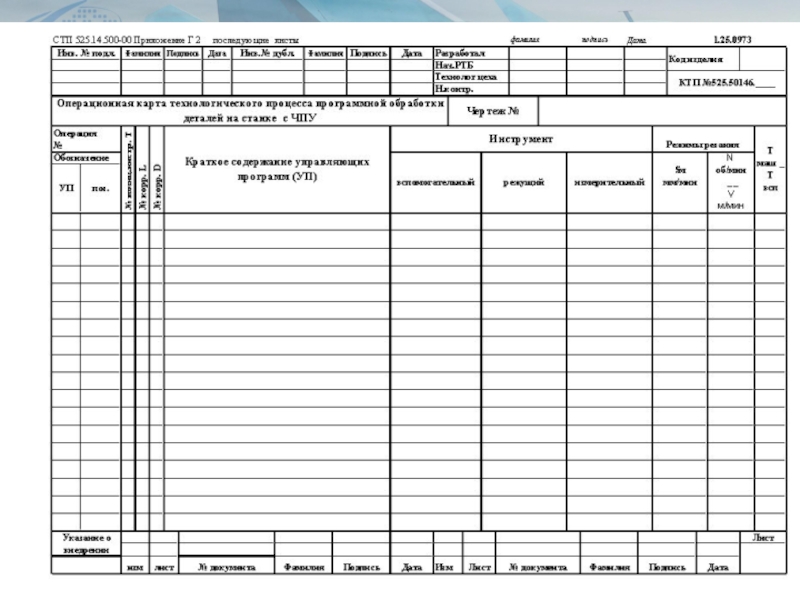
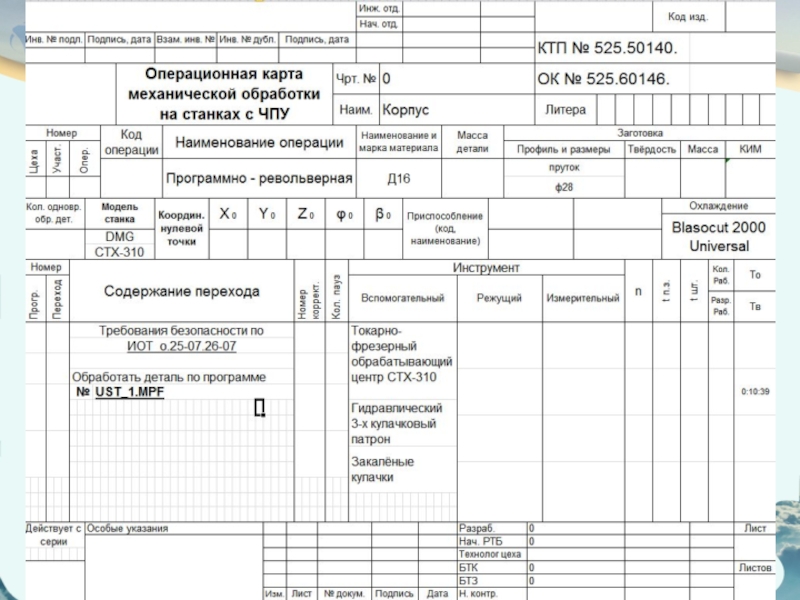
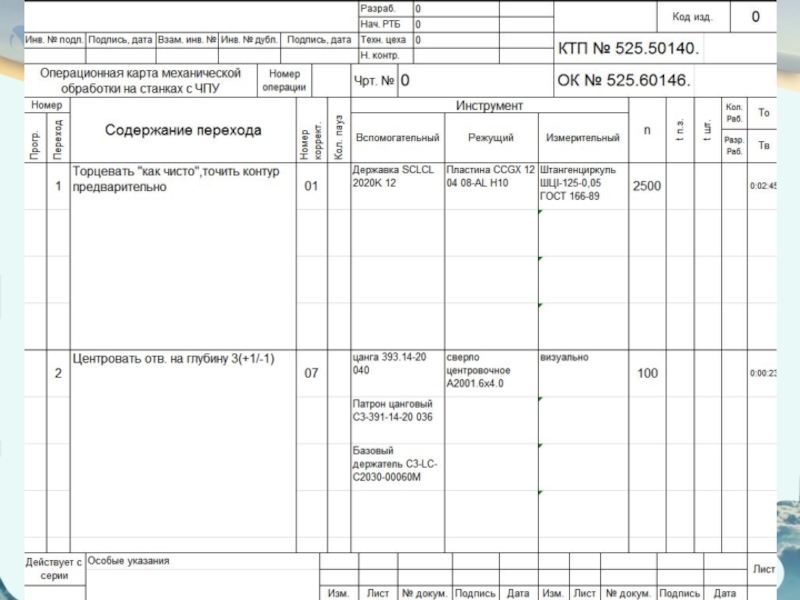
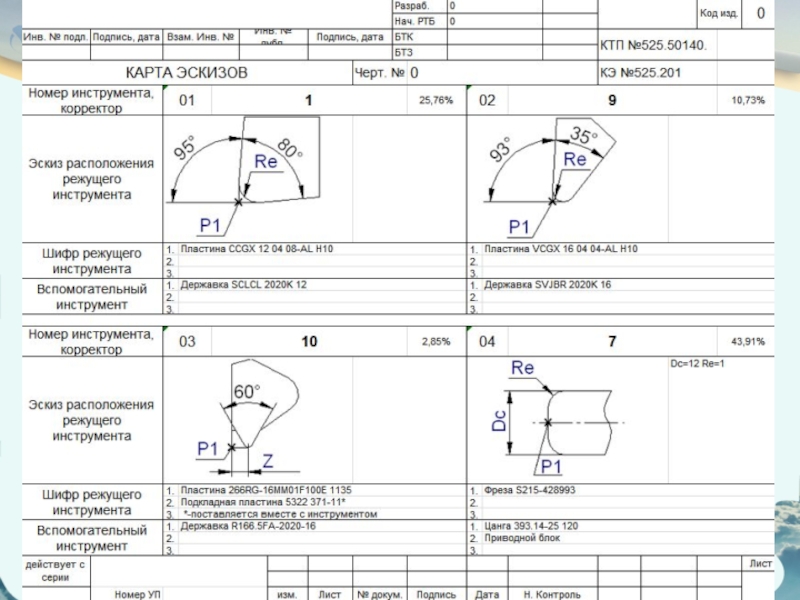
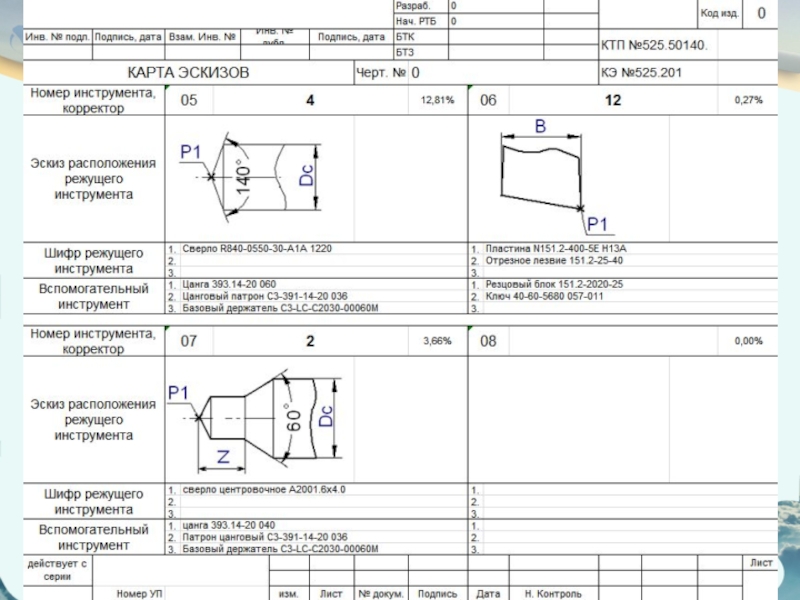
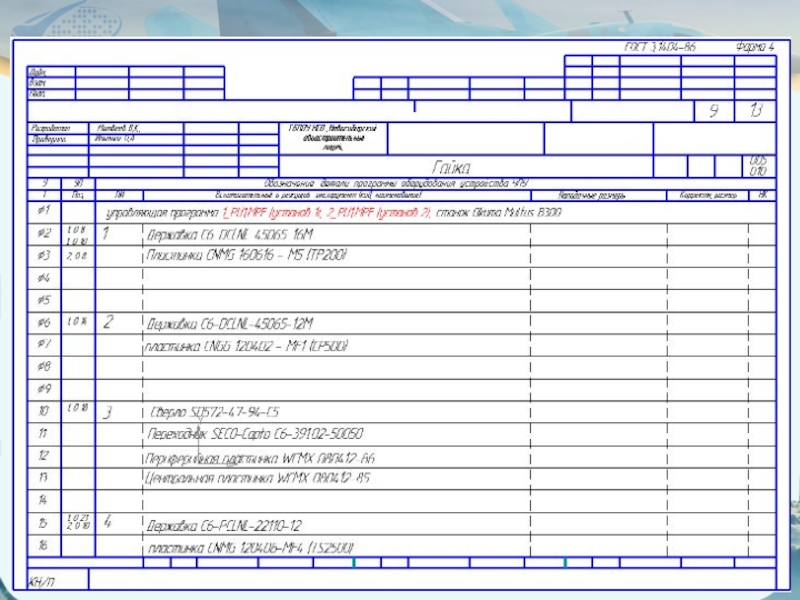
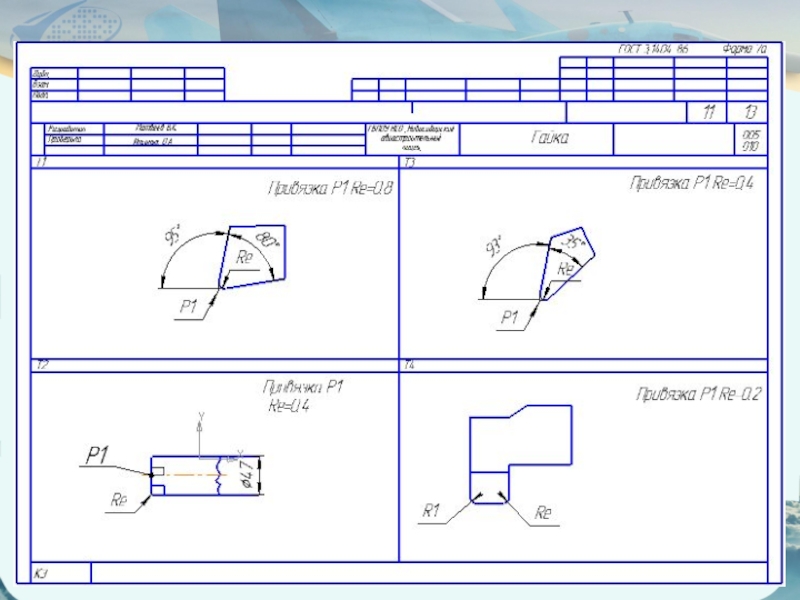
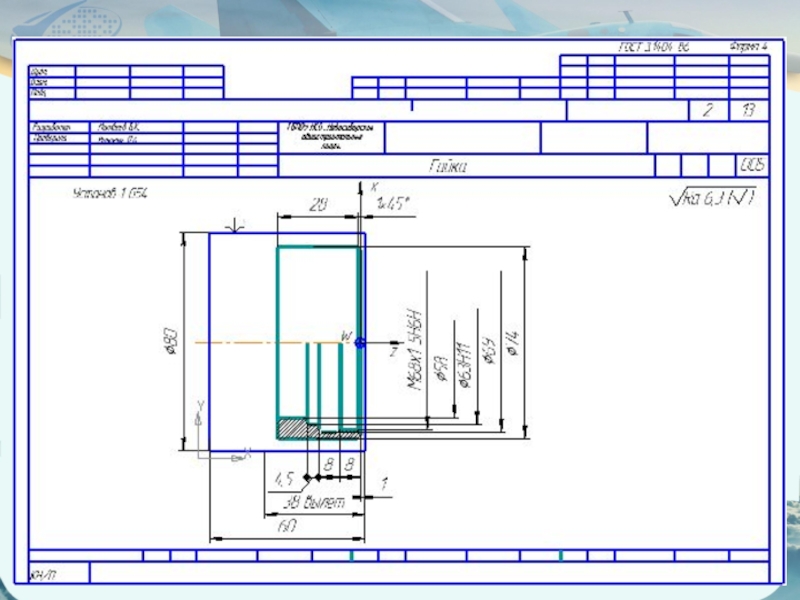
Содержание урока: Порядок оформления
технологического процесса
ПМ 01: Обработка деталей на станках
с программным управлением
с использованием
пульта управления.








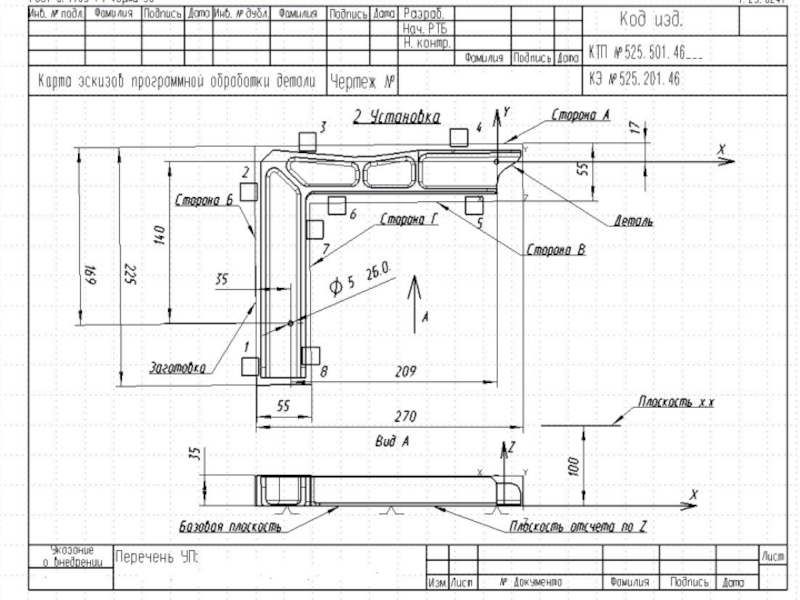
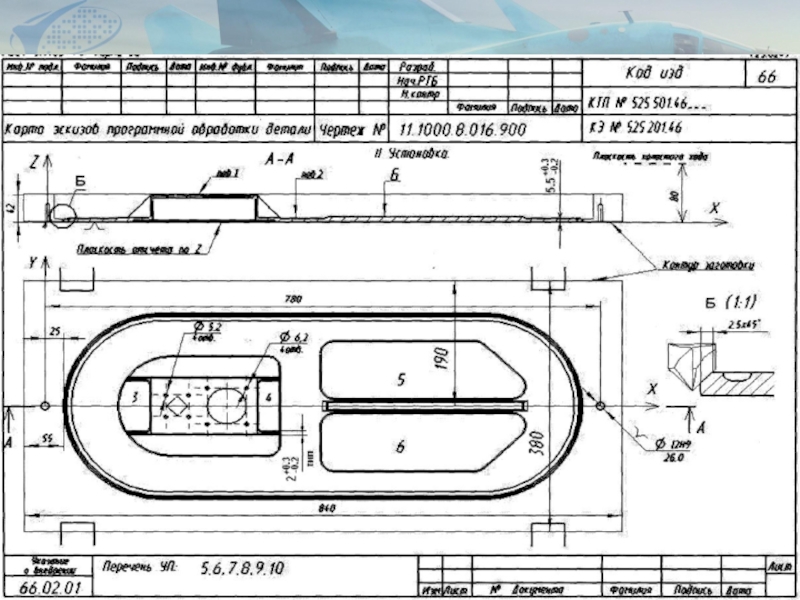

;повторное изготовление детали;оформление акта внедрения;оформление технологической документацииТехнологом РТБ совместно с оператором производится")