- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Электросварка. Применение презентация
Содержание
- 2. Сварка является наиболее экономичным и эффективным способом
- 3. Применение В современном обществе трудно назвать такую
- 4. Сварка даёт возможность замены тяжелых и
- 5. Электросварочное оборудование сварочные трансформаторы на переменном токе сварочные выпрямители сварочные инверторы
- 6. Сварочные трансформаторы Принцип действия
- 7. 1. Сварочный трансформатор на переменном токе
- 8. 2. Сварочный трансформатор на постоянном токе (сварочный выпрямитель)
- 9. 3. Сварочный инвертор
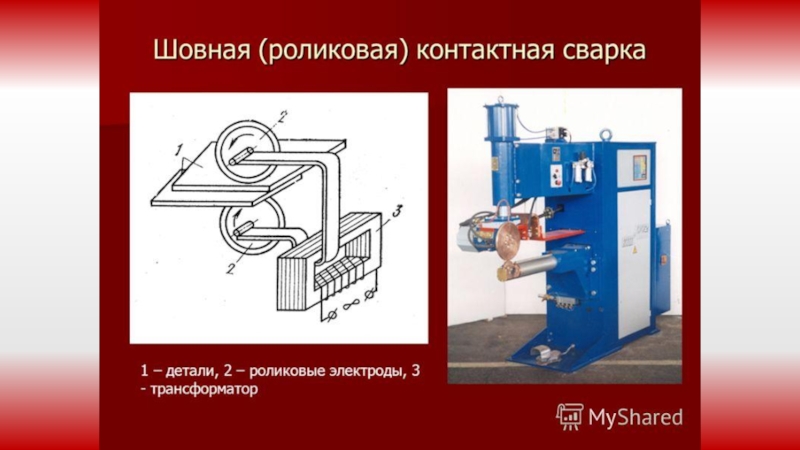
- 10. Контактная сварка
- 14. Схема ручной дуговой сварки
- 15. Дуговая сварка
- 16. Виды электросварки Дуговая электросварка Контактная сварка
- 17. Дуговая электросварка К электроду и свариваемому изделию
- 18. Контактная сварка Принцип работы контактной сварки –
- 19. По роду тока электрическая сварка может быть:
- 20. а) ВАХ электрической дуги постоянного тока; б) ВАХ электрической дуги постоянного тока.
- 21. Преимущества различных видов электросварки: На переменном токе:
- 22. Влияние электросварки на сеть Ухудшение качества электроэнергии
- 23. По характеру потребления электрической энергии и режиму
- 24. Для определения степени искажения нелинейности тока используется
- 25. Зависимости относительных значений тока (1) и напряжения
- 26. Мероприятия по ограничению колебаний напряжения, создаваемых сварочной
- 27. За счет того, что некоторые установки подключается
- 28. Снижение уровня высших гармоник тока, генерируемых сварочным
- 29. Однофазная нагрузка без СУ с СУ
- 30. Особенности электроснабжения электросварочных установок Электросварочные установки
- 31. Особенности электроснабжения электросварочных установок Сварочные установки
- 32. Особенности электроснабжения электросварочных установок Первичная цепь
- 33. Особенности электроснабжения электросварочных установок Электросварочная установка
- 34. Особенности электроснабжения электросварочных установок Электросварочные установки,
- 35. Особенности электроснабжения электросварочных установок В качестве
- 36. СПАСИБО ЗА ВНИМАНИЕ!
Слайд 1
Электросварка
Группа ЭЛ-08м-17
Выполнили:
Галкина Валерия
Липинский Герман
Кузнецова Анастасия
Максимова Татьяна
Севрюкова Екатерина
Темный Денис

Слайд 2Сварка является наиболее экономичным и эффективным способом обработки металлов и служит
для неразъемного соединения путем нагревания сварных швов до жидкого или пластического состояния.
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.

Слайд 3Применение
В современном обществе трудно назвать такую область обработки металла, где не
применялась бы сварка. Это и кино- и радиоаппаратура, точное приборостроение, строительство каркасов зданий, морских судов, газопроводов, машиностроение, особенно актуальная в последнее время сварка металлоконструкций: металлические заборы и ворота, решетки на окна и другие элементы архитектурных форм в городе, отвечающие за благоустройство.

Слайд 4
Сварка даёт возможность замены тяжелых и трудоемких работ на более простые.
За счет чего экономится металл, сокращаются сроки работ, снижается себестоимость изготовления конструкций. Сварные соединения прочны и надежны, что имеет большое значение в производстве различных сосудов, где хранятся и перевозятся жидкости и сжиженные газы, для котлов отопления и т.п. Современные технологии интенсивно проникают в сварочное дело, оборудование совершенствуется, его вес и габариты уменьшаются, аппараты оснащаются процессорами и позволяют делать работу качественнее и быстрее.

Слайд 5Электросварочное оборудование
сварочные трансформаторы на переменном токе
сварочные выпрямители
сварочные инверторы



")







Слайд 17Дуговая электросварка
К электроду и свариваемому изделию подводится электроэнергия. При соприкосновении сварочного
электрода и свариваемого изделия протекает сварочный ток. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну. При затвердевании металла образуется сварное соединение. В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. Для защиты от окисления металла сварного шва применяются защитные газы, подающиеся из сварочной головки в процессе электросварки.

Слайд 18Контактная сварка
Принцип работы контактной сварки – использование электрического тока высокого напряжения,
который преобразуется в месте соединения в тепловую энергию и вместе с оказываемым на поверхности давлением обеспечивает появление надежного соединения.
Чтобы соединить металлические детали их нагревали, прижимали друг у другу и ковали кузнечным молотом.
Чтобы соединить металлические детали их нагревали, прижимали друг у другу и ковали кузнечным молотом.
По сути электрический ток создает тепловую энергию, необходимую для процесса, упрощая длительный и трудоемкий процесс нагрева. Неизменным в технологии остается необходимость создать достаточное для хорошего контакта между поверхностями давление.

Слайд 19По роду тока электрическая сварка может быть:
на постоянном токе — в
качестве источника питания выступают электромашинные преобразователи, выпрямители и передвижные сварочные подстанции;
на переменном токе — в качестве источника питания выступают одно- и трехфазные трансформаторы.
на переменном токе — в качестве источника питания выступают одно- и трехфазные трансформаторы.

 ВАХ электрической дуги постоянного тока; б) ВАХ электрической дуги постоянного тока.")
Слайд 21Преимущества различных видов электросварки:
На переменном токе:
На постоянном токе:
Возможность сварки металлов, у
которых загрязнена поверхность;
Возможность сварки металлов, у которых в составе имеются оксиды;
Более низкие затраты.
Возможность сварки металлов, у которых в составе имеются оксиды;
Более низкие затраты.
Возможность сварки тонкостенных деталей;
Более высокое качество сварного шва;
Более высокая прочность и долговечность сварного шва.

Слайд 22Влияние электросварки на сеть
Ухудшение качества электроэнергии питающих сетей, заключающееся в искажении
синусоидальной формы напряжения и тока, незамедлительно привело к повышению потерь и понижению надежности эксплуатации электрооборудования. Такое явление вызвано увеличением количества оборудования с нелинейными трехфазными и однофазными нагрузками, которые генерируют в электрическую сеть высшие гармоники тока.

Слайд 23По характеру потребления электрической энергии и режиму работы электросварочные аппараты и
машины значительно отличаются от других потребителей, так как большинство из них являются однофазными приемниками с ПК режимом работы, частыми пусками и низким коэффициентом мощности. Включение большинства из них происходит в случайном порядке.
Оборудование для различных технологий сварки является нелинейной нагрузкой. Сварочное оборудование является мощным генератором токов высших гармоник.
Оборудование для различных технологий сварки является нелинейной нагрузкой. Сварочное оборудование является мощным генератором токов высших гармоник.

Слайд 24Для определения степени искажения нелинейности тока используется коэффициент (гармоник) THDI (Total
Harmonic Current Distortion).
Значение коэффициента THDI при работе однофазных сварочных источников питания лежит в диапазоне 8,7-121,5 %, а напряжения KU - 2,2-6,7 %, что свидетельствует о плохой электромагнитной совместимости большинства однофазных сварочных источников питания. Особенно опасна генерация 3-й и кратных ей гармоник тока.
Наиболее широкий спектр высших гармоник тока генерируют однофазные сварочные инверторы, которые более всего искажают синусоидальную форму тока и напряжения сети, что требует обязательного применения фильтров высших гармоник тока.
Значение коэффициента THDI при работе однофазных сварочных источников питания лежит в диапазоне 8,7-121,5 %, а напряжения KU - 2,2-6,7 %, что свидетельствует о плохой электромагнитной совместимости большинства однофазных сварочных источников питания. Особенно опасна генерация 3-й и кратных ей гармоник тока.
Наиболее широкий спектр высших гармоник тока генерируют однофазные сварочные инверторы, которые более всего искажают синусоидальную форму тока и напряжения сети, что требует обязательного применения фильтров высших гармоник тока.
 THDI (Total Harmonic Current Distortion).Значение коэффициента")
Слайд 25Зависимости относительных значений тока (1) и напряжения (2) от времени в
питающей сети трехфазного сварочного выпрямителя ВДУ-305 (a) и гармонический состав тока в линии (1) и линейного напряжения сети (2) (б).
 и напряжения (2) от времени в питающей сети трехфазного сварочного")
Слайд 26Мероприятия по ограничению колебаний напряжения, создаваемых сварочной нагрузкой:
- питание сварочной нагрузки
и потребителей, чувствительных к колебаниям напряжения, производить от отдельных трансформаторов;
- увеличение мощности питающих трансформаторов и их параллельное включение;
- увеличение сечения сетей;
- применение сетей с уменьшенным индуктивным сопротивлением (шинопроводы со «спаренными фазами», кабели и т.д.);
- применение блокировки, исключающей одновременное включение нескольких крупных сварочных машин;
применение продольной компенсации реактивной мощности;
применение симметрирующих устройств;
- применение фильтров высших гармоник.
- увеличение мощности питающих трансформаторов и их параллельное включение;
- увеличение сечения сетей;
- применение сетей с уменьшенным индуктивным сопротивлением (шинопроводы со «спаренными фазами», кабели и т.д.);
- применение блокировки, исключающей одновременное включение нескольких крупных сварочных машин;
применение продольной компенсации реактивной мощности;
применение симметрирующих устройств;
- применение фильтров высших гармоник.

Слайд 27За счет того, что некоторые установки подключается к одной и двум
фазам сети, трехфазная сеть нагружается неравномерно и рекомендуется ее последующее симметрирование;
Для улучшения качества электроэнергии и снижения уровня генерируемых сварочным оборудованием высших гармоник тока и напряжения целесообразно, а в ряде случаев необходимо применение фильтров высших гармоник тока. При этом сварочные источники питания, помимо обеспечения ими необходимых технологических показателей, будут иметь хорошую электромагнитную совместимость, снижать добавочные потери в проводах сети и подключенном к сети оборудовании;
Положительным свойством большинства трехфазных сварочных источников питания в отличие от однофазных источников является то, что они незначительно загружают высшими гармониками тока нулевой провод сети, что связано с практически равномерно распределенной нагрузкой по трем фазам, а в случае соединения первичных обмоток силового трансформатора в треугольник, гармоники токов кратные трем уменьшаются;
Для улучшения качества электроэнергии и снижения уровня генерируемых сварочным оборудованием высших гармоник тока и напряжения целесообразно, а в ряде случаев необходимо применение фильтров высших гармоник тока. При этом сварочные источники питания, помимо обеспечения ими необходимых технологических показателей, будут иметь хорошую электромагнитную совместимость, снижать добавочные потери в проводах сети и подключенном к сети оборудовании;
Положительным свойством большинства трехфазных сварочных источников питания в отличие от однофазных источников является то, что они незначительно загружают высшими гармониками тока нулевой провод сети, что связано с практически равномерно распределенной нагрузкой по трем фазам, а в случае соединения первичных обмоток силового трансформатора в треугольник, гармоники токов кратные трем уменьшаются;

Слайд 28Снижение уровня высших гармоник тока, генерируемых сварочным оборудованием, может осуществляться так
называемыми активными и пассивными фильтрами. Активные фильтры, которые содержат много элементов как силовой, так и микроэлектроники, дороги, сложны и не всегда надежны в эксплуатации. Поэтому первоочередное внимание уделяется пассивным фильтрам, к которым относятся: — трехфазные резонансные индуктивно-емкостные фильтры высших гармоник тока, подключаемые непосредственно на входе сварочного оборудования; — фазосдвигающие трансформаторные и автотрансформаторные фильтры высших гармоник тока, которые к тому же симметрируют сеть. Они подключаются на входе предприятия или здания, имеющего равномерно распределенные по фазам нелинейные нагрузки, прототипом которых явились устройства симметрирования трехфазных сетей;
Фильтры сводят к минимуму генерацию в сеть реактивной мощности, которая отрицательно влияет на работу сети, и имеют повышенную надежность при работе в «некачественных» сетях, обеспечивая снижение коэффициента линейного искажения тока THDI до 4…8%, даже в сетях с большим содержанием высших гармоник тока.
Фильтры сводят к минимуму генерацию в сеть реактивной мощности, которая отрицательно влияет на работу сети, и имеют повышенную надежность при работе в «некачественных» сетях, обеспечивая снижение коэффициента линейного искажения тока THDI до 4…8%, даже в сетях с большим содержанием высших гармоник тока.


Слайд 30Особенности электроснабжения
электросварочных установок
Электросварочные установки относят к электроприемникам II или III
категории. K III категории относят электроприемники всех передвижных и переносных электросварочных установок.
Электрическая нагрузка нескольких однофазных источников сварочного тока должна по возможности равномерно распределяться между фазами трехфазной сети.
Расположение органов управления должно обеспечивать возможность быстрого отключения оборудования и остановки всех его механизмов.
Подключение сварочных установок к электрической сети должно производиться только через коммутационные аппараты.
Электрическая нагрузка нескольких однофазных источников сварочного тока должна по возможности равномерно распределяться между фазами трехфазной сети.
Расположение органов управления должно обеспечивать возможность быстрого отключения оборудования и остановки всех его механизмов.
Подключение сварочных установок к электрической сети должно производиться только через коммутационные аппараты.

Слайд 31Особенности электроснабжения
электросварочных установок
Сварочные установки должны быть защищены предохранителями или автоматическими
выключателями со стороны питающей сети.
Номинальное напряжение первичной цепи должно быть не выше 660 В.
Сварочные цепи не должны иметь соединений с электрическими цепями, присоединяемыми к сети.
Номинальное напряжение первичной цепи должно быть не выше 660 В.
Сварочные цепи не должны иметь соединений с электрическими цепями, присоединяемыми к сети.

Слайд 32Особенности электроснабжения
электросварочных установок
Первичная цепь выполняться переносным гибким кабелем с изоляцией
и в оболочке (шланге) (нг-LS).
Источник сварочного тока должен располагаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превышает 15 м.
Источник сварочного тока должен располагаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превышает 15 м.
")
Слайд 33Особенности электроснабжения
электросварочных установок
Электросварочная установка должна быть заземлена медным проводом сечением
не менее 6 мм² или стальной полосой сечением не менее 12 мм².
В электросварочных установках кроме защитного заземления открытых проводящих частей должно быть предусмотрено заземление одного из выводов вторичной цепи источников сварочного тока.
В электросварочных установках кроме защитного заземления открытых проводящих частей должно быть предусмотрено заземление одного из выводов вторичной цепи источников сварочного тока.

Слайд 34Особенности электроснабжения
электросварочных установок
Электросварочные установки, в которых по условиям электротехнологического процесса
не может быть выполнено заземление, а также переносные и передвижные электросварочные установки, заземление которых представляет трудности, должны быть снабжены УЗО.
Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен применяться гибкий провод с резиновой изоляцией и в резиновой оболочке (шланге) (нг-LS).

Слайд 35Особенности электроснабжения
электросварочных установок
В качестве обратного провода не допускается использование металлических
строительных конструкций зданий, трубопроводов, технологического оборудования, а также проводников сети заземления.
Подключение кабеля к сварочному оборудованию должно осуществляться опрессоваными или припаянными кабельными наконечниками.
Подключение кабеля к сварочному оборудованию должно осуществляться опрессоваными или припаянными кабельными наконечниками.