работ по отжигу корпуса реактора 1-го энергоблока
Ривненской АЭС
- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Доклад главного инженера Волгодонскатомэнергоремонт - филиал ОАО АтомэнергоремонтЛевченко Германа Юрьевича презентация
Содержание
- 1. Доклад главного инженера Волгодонскатомэнергоремонт - филиал ОАО АтомэнергоремонтЛевченко Германа Юрьевича
- 2. Введение Элементом корпуса реактора РАЭС-1, лимитирующим его
- 3. Целью выполнения отжига корпуса
- 4. Организации участники работ Головное предприятие:
- 5. ОАО «Атомэнергоремонт» в 2009-2010г.г.
- 6. Задача
- 7. Оборудование для отжига реактора Оборудование для восстановительной
- 8. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Корпус реактора, тип
- 9. Описание оборудования
- 10. Стапель
- 11. Стапель
- 12. Блок нагрева на стапеле
- 15. Система управления
- 16. Контрольная сборка
- 17. Обучение персонала С 24
- 18. Наладка, испытания. В июле 2010
- 19. Подтверждение достоверности определения температуры отжига корпуса реактора
- 20. Подтверждение достоверности определения температуры отжига корпуса реактора
- 21. . Расположение термопар Количество термопар
- 22. . Расположение термопар
- 23. В августе 2010 все оборудование было отмаркированно
- 24. Подготовка установки для отжига на
- 26. Проведение работ на РАЭС
- 27. . Технология проведения отжига Режим
- 28. Проведение работ на РАЭС Персонал ОАО
- 29. Проведение работ на РАЭС
- 31. В результате выполнения восстановительного отжига была достигнута
- 32. Спасибо за внимание!
Слайд 1Доклад главного инженера «Волгодонскатомэнергоремонт»
- филиал ОАО «Атомэнергоремонт»
Левченко Германа Юрьевича
Проведение

Слайд 2Введение
Элементом корпуса реактора РАЭС-1, лимитирующим его срок службы с точки зрения
радиационного охрупчивания, является шов №4, который характеризуется высоким содержанием фосфора и меди. Содержание фосфора в сварном шве №4 составляет до 0,039 %, содержание меди в сварном шве до 0,22%.
Для корпусов реакторов ВВЭР-440 с повышенным содержанием фосфора и меди в сварном шве № 4 в восьмидесятых годах прошлого века в России была разработана технология восстановительного отжига. Для всех корпусов ВВЭР-440 первого поколения с повышенными значениями содержания фосфора и меди в сварном шве №4, проведены восстановительные отжиги.
Установка кассет-экранов, снижающих плотность потока быстрых нейтронов на корпус реактора, с момента начала эксплуатации РАЭС-1 позволила эксплуатировать этот блок значительно дольше, чем все остальные блоки ВВЭР-440. К моменту продления срока эксплуатации максимальная дозовая нагрузка на сварном шве №4 РАЭС-1 попала в диапазон значений, при которых и были проведены отжиги на других блоках ВВЭР-440 с высоким содержанием фосфора и меди. Необходимым условием дальнейшей безопасной эксплуатации РАЭС-1 является отжиг корпуса в области сварного шва № 4.
Для корпусов реакторов ВВЭР-440 с повышенным содержанием фосфора и меди в сварном шве № 4 в восьмидесятых годах прошлого века в России была разработана технология восстановительного отжига. Для всех корпусов ВВЭР-440 первого поколения с повышенными значениями содержания фосфора и меди в сварном шве №4, проведены восстановительные отжиги.
Установка кассет-экранов, снижающих плотность потока быстрых нейтронов на корпус реактора, с момента начала эксплуатации РАЭС-1 позволила эксплуатировать этот блок значительно дольше, чем все остальные блоки ВВЭР-440. К моменту продления срока эксплуатации максимальная дозовая нагрузка на сварном шве №4 РАЭС-1 попала в диапазон значений, при которых и были проведены отжиги на других блоках ВВЭР-440 с высоким содержанием фосфора и меди. Необходимым условием дальнейшей безопасной эксплуатации РАЭС-1 является отжиг корпуса в области сварного шва № 4.

Слайд 3 Целью выполнения отжига корпуса реактора является восстановление критической
температуры хрупкости металла сварного шва №4, определяющего радиационный ресурс корпуса реактора
.
.

Слайд 4Организации участники работ
Головное предприятие:
Главный конструктор реакторной установки АЭС с ВВЭР
ОАО ОКБ «ГИДРОПРЕСС»
Предприятия участники:
Институт реакторного материаловедения и радиационных нанотехнологий РНЦ «КУРЧАТОВСКИЙ ИНСТИТУТ» - выполнение комплекса металловедческих работ в поддержку отжига
Центральный научно-исследовательский институт технологии машиностроения ОАО НПО «ЦНИИТМАШ» - создание устройства для отжига и техническая поддержка отжига
Нововоронежский филиал ОАО «АТОМЭНЕРГОРЕМОНТ» - ревизия, монтаж, пусконаладочные работы и выполнение отжига на площадке РАЭС
Предприятия участники:
Институт реакторного материаловедения и радиационных нанотехнологий РНЦ «КУРЧАТОВСКИЙ ИНСТИТУТ» - выполнение комплекса металловедческих работ в поддержку отжига
Центральный научно-исследовательский институт технологии машиностроения ОАО НПО «ЦНИИТМАШ» - создание устройства для отжига и техническая поддержка отжига
Нововоронежский филиал ОАО «АТОМЭНЕРГОРЕМОНТ» - ревизия, монтаж, пусконаладочные работы и выполнение отжига на площадке РАЭС

Слайд 5 ОАО «Атомэнергоремонт» в 2009-2010г.г. принял участие в выполнении
мероприятий по восстановительному отжигу металла корпуса реактора энергоблока №1 ОП Ривненской АЭС. Данная работа в свою очередь являлась составной и ключевой в цепи работ по продлению ресурса блока №1 ОП Ривненская АЭС сверх проектного. Работа выполнялась во взаимодействии со специалистами ОП Ривненская АЭС, НАЭК органа Госрегулирования Украины. С Российской стороны были задействованы научный руководитель - ИАЭ им.Курчатова, НПО «ЦНИИТМАШ» под руководством Главного конструктора реакторной установки - ОКБ «Гидропресс».

Слайд 6 Задача ОАО «Атомэнергоремонт» заключалась в
создании по проекту НПО «ЦНИИТМАШ» установки для отжига, модернизации системы управления и контроля за технологическим режимом отжига. Прежде чем произвести отжиг корпуса реактора, установка была смонтирована и налажена на стапеле в цехе производственной базы ОАО «Атомэнергоремонт» в г. Нововоронеже. Испытания установки проводились с участием представителей ОП Ривненская АЭС, совместно с которыми был подписан протокол о готовности установки для использования ее при отжиге корпуса реактора бл.№1 ОП Ривненская АЭС.

Слайд 7Оборудование для отжига реактора
Оборудование для восстановительной термообработки корпусов реакторов ВВЭР-440 предназначено
для восстановления механических свойств металла сварного соединения корпуса реактора ВВЭР-440, расположенного в районе активной зоны реактора.
Оборудование обеспечивает восстановление механических свойств сварного соединения за счет термической обработки в заданном температурно-временном режиме в условиях АЭС.
При помощи оборудования производится термическая обработка (отжиг) металла сварного соединения корпусов реакторов ВВЭР-440 как с антикоррозионной наплавкой, так и без нее.
Оборудование предназначено для многократного использования на АЭС. После каждого использования оборудование подвергается дезактивации.
Оборудование обеспечивает восстановление механических свойств сварного соединения за счет термической обработки в заданном температурно-временном режиме в условиях АЭС.
При помощи оборудования производится термическая обработка (отжиг) металла сварного соединения корпусов реакторов ВВЭР-440 как с антикоррозионной наплавкой, так и без нее.
Оборудование предназначено для многократного использования на АЭС. После каждого использования оборудование подвергается дезактивации.

Слайд 8ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Корпус реактора, тип
ВВЭР-440
Температура нагрева корпуса, С max 460-490
Ширина отжигаемой зоны, мм min 1000
Установленная мощность, кВА 810
Напряжение питания, В, Гц 380/220, 50
Напряжение на нагревателях, В 30,6
Сила тока на нагревателях, А 400
Масса, кг:
блока нагрева 26000
стапеля 17300
электрооборудования 12700
общая 56000
Температура нагрева корпуса, С max 460-490
Ширина отжигаемой зоны, мм min 1000
Установленная мощность, кВА 810
Напряжение питания, В, Гц 380/220, 50
Напряжение на нагревателях, В 30,6
Сила тока на нагревателях, А 400
Масса, кг:
блока нагрева 26000
стапеля 17300
электрооборудования 12700
общая 56000

Слайд 9 Описание оборудования
Оборудование включает в себя
блок нагрева, стапель и электрооборудование.
Блок нагрева предназначен для установки нагревателей на одинаковом расстоянии от внутренней поверхности корпуса реактора и по высоте зоны наиболее подверженной структурным изменениям
Стапель предназначен для сборки блока нагрева, его отладки, хранения и размещен вблизи шахты отжигаемого корпуса реактора.
Электрооборудование включает в себя: шкаф вводный, четыре силовых шкафа (один резервный), шкаф управления.
Блок нагрева предназначен для установки нагревателей на одинаковом расстоянии от внутренней поверхности корпуса реактора и по высоте зоны наиболее подверженной структурным изменениям
Стапель предназначен для сборки блока нагрева, его отладки, хранения и размещен вблизи шахты отжигаемого корпуса реактора.
Электрооборудование включает в себя: шкаф вводный, четыре силовых шкафа (один резервный), шкаф управления.




Слайд 13
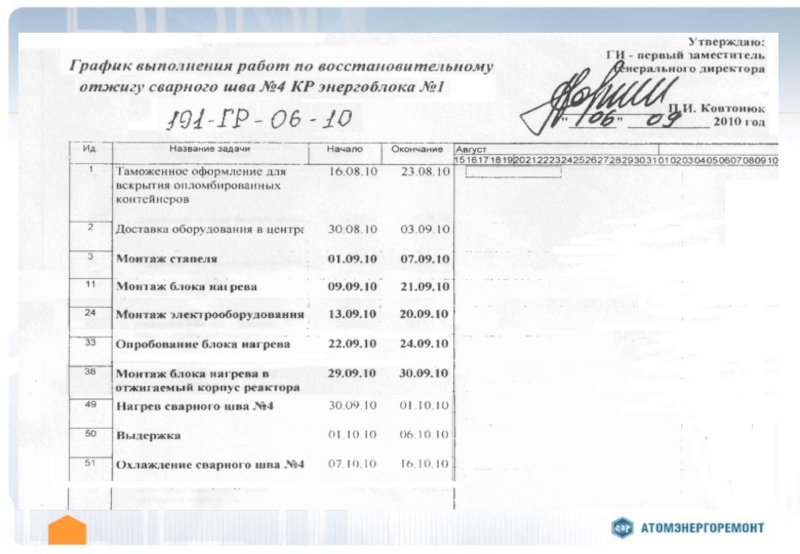
Этапы работ
В январе 2010 г., согласно п.1 календарного плана, началась дезактивация и вывоз оборудования с Нововоронежской АЭС на производственный комплекс НВАЭР для деффектации, ревизии и доукомплектования.

Слайд 14 Этапы работ
В марте
2010 на площадку ОП «Ривненская АЭС» выехали специалисты НВАЭР где в течении недели были разработаны и согласованы схема размещения оборудования в реакторном отделении, график производства работ, проект подключения оборудования к электроустановкам АЭС

Слайд 15 Система управления процессом
По техническому заданию ОАО
НПО «ЦНИИТМАШ» компанией SOKOL-THERM DEUTSCHLAND GmbH, была изготовлена принципиально новая система управления процессом отжига корпуса реактора.
В июне 2010 г. шкаф управления был доставлен на НВАЭР.
В июне 2010 г. шкаф управления был доставлен на НВАЭР.


Слайд 17Обучение персонала
С 24 июня по 8 июля 2010
г. в учебно-тренировочном центре «Нововоронежатомэнерго-ремонт» провелось обучение персонала (12 человек) по восстановительному отжигу корпуса реактора.

Слайд 18Наладка, испытания.
В июле 2010 г был закончен комплекс работ
по ревизии оборудования и начались работы по наладке и комплексному опробованию при нагреве по программе до 100 С.

Слайд 19Подтверждение достоверности определения температуры отжига корпуса реактора при использовании контактных термопар
Модель
блока нагрева
1 – нагреватель; 5 – имитатор корпуса реактора;
2 – контргруз; 6 – контрольные термопары;
3 – механизм перемещения термопар; 7 – теплоизоляция;
4 – термопреобразователь блока нагрева;
1 – нагреватель; 5 – имитатор корпуса реактора;
2 – контргруз; 6 – контрольные термопары;
3 – механизм перемещения термопар; 7 – теплоизоляция;
4 – термопреобразователь блока нагрева;

Слайд 20Подтверждение достоверности определения температуры отжига корпуса реактора при использовании контактных термопар
Образец
(пластина 500х350х50) нагревался 2-мя нагревателями установки для отжига реактора, между нагревателями был установлен кронштейн с термопарой и грузом от этой установки, расстояние от нагревателя до образца аналогично установке в корпусе реактора.
Процесс термообработки состоял из 3-х этапов:
Нагрев до 150 ⁰С, выдержка в течении 16 часов;
Нагрев до 300 ⁰С, выдержка в течении 16 часов;
Нагрев до 475 ⁰С, выдержка в течении 16 часов;
До начала нагрева показания обоих термопар 16 ⁰С.
Нагрев до 150 ⁰С скорость 20⁰С/час максимальная разница в показаниях 12⁰С.
Выдержка на 150⁰С максимальная разница в показаниях 6⁰С.
Нагрев до 300 ⁰С скорость 20⁰С/час максимальная разница в показаниях 14⁰С.
Выдержка на 300⁰С максимальная разница в показаниях 8⁰С.
Нагрев до 475 ⁰С скорость 20⁰С/час максимальная разница в показаниях 13⁰С.
Выдержка на 475⁰С максимальная разница в показаниях 3⁰С, после 3-го часа выдержки.
Процесс термообработки состоял из 3-х этапов:
Нагрев до 150 ⁰С, выдержка в течении 16 часов;
Нагрев до 300 ⁰С, выдержка в течении 16 часов;
Нагрев до 475 ⁰С, выдержка в течении 16 часов;
До начала нагрева показания обоих термопар 16 ⁰С.
Нагрев до 150 ⁰С скорость 20⁰С/час максимальная разница в показаниях 12⁰С.
Выдержка на 150⁰С максимальная разница в показаниях 6⁰С.
Нагрев до 300 ⁰С скорость 20⁰С/час максимальная разница в показаниях 14⁰С.
Выдержка на 300⁰С максимальная разница в показаниях 8⁰С.
Нагрев до 475 ⁰С скорость 20⁰С/час максимальная разница в показаниях 13⁰С.
Выдержка на 475⁰С максимальная разница в показаниях 3⁰С, после 3-го часа выдержки.
 нагревался 2-мя")
Слайд 21.
Расположение термопар
Количество термопар контроля температуры корпуса реактора выбрано исходя из конструкции
нагревательного устройства установки для отжига. Нагревательное устройство состоит из 9 независимо управляемых зон нагрева. Соответственно для контроля и управления каждой из 9 зон нагрева в центре каждой зоны установлены две контактные термопары – основная и резервная.
Термоконтроль КР


Слайд 23В августе 2010 все оборудование было отмаркированно согласно таможенной декларации и
размещено в зоне временного таможенного контроля для оформления процедуры затаможивания

Слайд 24
Подготовка установки для отжига на РоАЭС
.
Проверка комплектности установки для отжига
Сборка
стапеля
Сборка блока нагрева
Сборка блока нагрева
Проверка работы теплоизоляционных шторок при перемещении диафрагмы
Проверка исправностей цепей термопреобразователей, посредством нагрева их спаев
Поверка прилегания термопар к линейкам
Поверка измерительных каналов
Комплексное опробование установки для отжига

Слайд 26Проведение работ на РАЭС
Сборка установки в ЦЗ блока
№1 после транспортировки, ее опробование и наладка были выполнены персоналом ОАО АЭР с опережением принятых сроков в период с 01.09 по 19.09.2010г.

Слайд 27.
Технология проведения отжига
Режим отжига
скорость разогрева корпуса реактора в зоне отжига: не
более 20°С/ч;
температура отжига: 475°С±15°С (режим выдержки);
время выдержки зоны отжига при температуре отжига: 150 ч.
скорость расхолаживания зоны отжига: не более 30°С/ч.
Ограничения на режим:
максимальная допустимая температура для строительного бетона не более 90°С;
максимальная допустимая температура для серпентинитового бетона не более 150°С;
температура отжига: 475°С±15°С (режим выдержки);
время выдержки зоны отжига при температуре отжига: 150 ч.
скорость расхолаживания зоны отжига: не более 30°С/ч.
Ограничения на режим:
максимальная допустимая температура для строительного бетона не более 90°С;
максимальная допустимая температура для серпентинитового бетона не более 150°С;

Слайд 28Проведение работ на РАЭС
Персонал ОАО АЭР осуществил управление нагревом, изотермической
выдержкой и охлаждением КР блока №1 ОП Ривненской АЭС в заданном режиме.
При этом была достигнута высочайшая управляемость процессом.
При этом была достигнута высочайшая управляемость процессом.

Слайд 29Проведение работ на РАЭС
При изотермической выдержке
разность поддержания температуры по всем 9ти зонам подогрева не превышала 6 оС, а выдержка осуществлялась в течение всего заданного времени – 150 часов – в интервале 475 оС ± 3 оС при разрешенной 475 оС ± 15 оС.

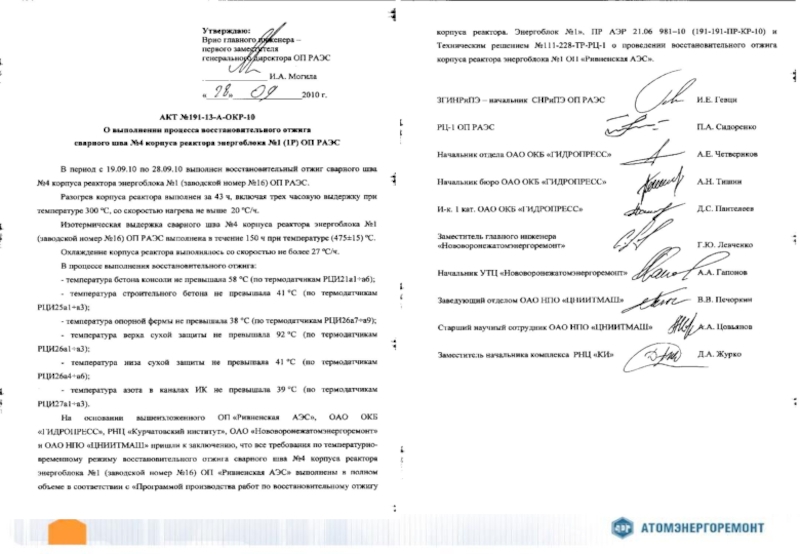
Слайд 31В результате выполнения восстановительного отжига была достигнута основная цель – снижение
критической температуры хрупкости металла сварного шва №4, что определяет радиационный ресурс корпуса реактора.
Значение критической температуры хрупкости для металла сварного шва после выполнения восстановительного отжига снизилось с 129 °С, и составило 55 °С.
Значение критической температуры хрупкости для металла сварного шва после выполнения восстановительного отжига снизилось с 129 °С, и составило 55 °С.