- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Организация инструментального хозяйства презентация
Содержание
- 1. Организация инструментального хозяйства
- 2. ВОПРОСЫ 1. Содержание и задачи инструментального
- 3. 1. СОДЕРЖАНИЕ И ЗАДАЧИ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА Инструментальное
- 4. ЦЕЛЬ ФУНКЦИОНИРОВАНИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ПРЕДПРИЯТИЯ -
- 7. СТРУКТУРА ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ПРЕДПРИЯТИЯ
- 8. ИНСТРУМЕНТАЛЬНОЕ ХОЗЯЙСТВО ПРЕДПРИЯТИЯ СОСТОИТ ИЗ СЛЕДУЮЩИХ ПОДРАЗДЕЛЕНИЙ:
- 9. центральный инструментальный склад (ЦИС) осуществляет прием, хранение,
- 10. ОСНОВНЫЕ ЗАДАЧИ ОРГАНИЗАЦИИ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА расчет потребности в
- 11. 6) организация доставки оснастки до рабочих мест;
- 12. ФОРМЫ ОРГАНИЗАЦИИ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА Централизованная Децентрализованная Смешанная
- 13. централизованная – создается инструментальный отдел предприятия, который
- 14. децентрализованная – каждый цех предприятия самостоятельно обеспечивает
- 15. 2. КЛАССИФИКАЦИЯ И ИНДЕКСАЦИЯ ИНСТРУМЕНТА Условием рациональной
- 16. 1. По характеру использования инструмент бывает: -
- 17. 2. По назначению инструмент делится на: обрабатывающий, контрольно-измерительный, технологическую оснастку
- 18. 3. Инструмент классифицируется по классам. Например, в
- 19. 4. Номенклатура инструмента определяется стандартами. Наиболее
- 20. Например, индекс инструмента 281111–3206 означает: класс
- 21. Буквен-ная Смешан- ная Цифро-вая
- 22. Цифровая заключается в том, что каждому инструменту
- 23. Буквенная построена по тому принципу, что и
- 24. 3. ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ ПРЕДПРИЯТИЯ В ИНСТРУМЕНТЕ
- 25. Оборотный фонд складывается из эксплуатационного фонда и
- 26. Основу формирования и регулирования запасов инструмента на
- 27. Текущий запас предназначен для бесперебойного обеспечения производства
- 28. Страховой запас предназначен для поддержания ритмичной работы
- 29. ПЛАНИРОВАНИЕ ОБЕСПЕЧЕНИЯ ПРЕДПРИЯТИЯ ИНСТРУМЕНТОМ Составление плана
- 30. 4. РАЦИОНАЛЬНАЯ ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ОБСЛУЖИВАНИЯ Производственные
- 31. КОМПЛЕКС РАБОТ ПО ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ ВКЛЮЧАЕТ:
- 32. 5. ОСНОВНЫЕ НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
- 33. В ОБЛАСТИ ПРОЕКТИРОВАНИЯ ВЫПУСКАЕМОЙ ПРОДУКЦИИ
- 34. В ОБЛАСТИ ПРОЕКТИРОВАНИЯ И ПРОИЗВОДСТВА ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
- 35. В ОБЛАСТИ МЕНЕДЖМЕНТА — применение научных
- 36. В ОБЛАСТИ ЭКСПЛУАТАЦИИ, РЕМОНТА И ВОССТАНОВЛЕНИЯ ОСНАСТКИ
- 37. Повышение эффективности инструментального хозяйства приводит, в
- 38. Спасибо за внимание!

Слайд 2ВОПРОСЫ
1. Содержание и задачи инструментального хозяйства
2. Классификация и индексация инструмента
3.
Определение потребности предприятия в инструменте
4. Рациональная организация инструментального обслуживания
5. Основные направления совершенствования инструментального хозяйства и повышения эффективности его функционирования
4. Рациональная организация инструментального обслуживания
5. Основные направления совершенствования инструментального хозяйства и повышения эффективности его функционирования

Слайд 31. СОДЕРЖАНИЕ И ЗАДАЧИ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
Инструментальное хозяйство — совокупность отделов и
цехов, занятых проектированием, приобретением, изготовлением, ремонтом и восстановлением технологической оснастки, а также ее учетом, хранением и выдачей в цеха и на рабочие места.

Слайд 4ЦЕЛЬ ФУНКЦИОНИРОВАНИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ПРЕДПРИЯТИЯ -
организация бесперебойного обеспечения цехов и
рабочих мест высококачественной технологической оснасткой в нужном количестве и ассортименте при минимальных затратах на ее проектирование, приобретение (или изготовление), хранение, эксплуатацию, ремонт, восстановление и утилизацию.

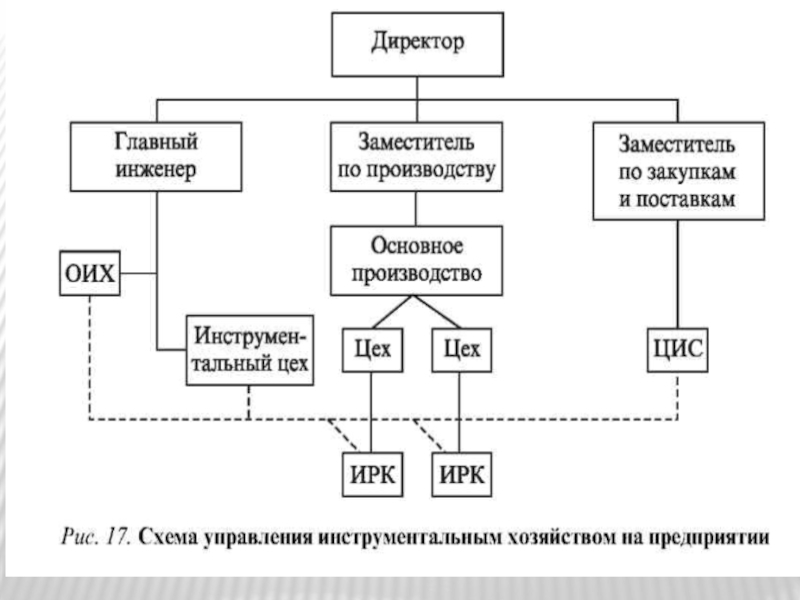

Слайд 8ИНСТРУМЕНТАЛЬНОЕ ХОЗЯЙСТВО ПРЕДПРИЯТИЯ СОСТОИТ ИЗ СЛЕДУЮЩИХ ПОДРАЗДЕЛЕНИЙ:
инструментальный отдел занимается определением
потребности в инструменте, устанавливает нормы его износа, расхода и запаса, составляет график производства инструмента, организует его ремонт, осуществляет технический надзор за его эксплуатацией и руководит всеми инструментальными службами;
инструментальный цех осуществляет изготовление (при необходимости ремонт и восстановление) инструмента;
инструментальный цех осуществляет изготовление (при необходимости ремонт и восстановление) инструмента;

Слайд 9центральный инструментальный склад (ЦИС) осуществляет прием, хранение, подготовку и выдачу инструмента
в инструментально-раздаточные кладовые;
цеховые инструментально-раздаточные кладовые (ИРК) получают инструмент из ЦИСа, осуществляют его хранение, выдачу на рабочие места, в заточку, ремонт;
база восстановления инструмента занимается сортировкой и восстановлением инструмента;
ремонтные отделения (базы, участки) в цехах;
заточные отделения в цехах.
цеховые инструментально-раздаточные кладовые (ИРК) получают инструмент из ЦИСа, осуществляют его хранение, выдачу на рабочие места, в заточку, ремонт;
база восстановления инструмента занимается сортировкой и восстановлением инструмента;
ремонтные отделения (базы, участки) в цехах;
заточные отделения в цехах.
 осуществляет прием, хранение, подготовку и выдачу инструмента в инструментально-раздаточные кладовые;цеховые инструментально-раздаточные")
Слайд 10ОСНОВНЫЕ ЗАДАЧИ ОРГАНИЗАЦИИ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
расчет потребности в различных видах инструментов;
расчет запасов инструментов
центрального инструментального склада;
проектирование и изготовление специальной оснастки;
контроль качества покупных инструментов;
организация хранения инструментов;
проектирование и изготовление специальной оснастки;
контроль качества покупных инструментов;
организация хранения инструментов;

Слайд 116) организация доставки оснастки до рабочих мест;
7) организация эксплуатации инструмента;
8) организация
учета и контроля использования инструментов;
9) организация ремонта и восстановления инструмента;
10) стимулирование улучшения использования инструментов.
9) организация ремонта и восстановления инструмента;
10) стимулирование улучшения использования инструментов.
 организация доставки оснастки до рабочих мест;7) организация эксплуатации инструмента;8) организация учета и контроля использования")

Слайд 13централизованная – создается инструментальный отдел предприятия, который руководит всеми инструментальными службами
предприятия (в его состав входит инструментальный цех, изготавливающий инструмент для всех подразделений предприятия)

Слайд 14децентрализованная – каждый цех предприятия самостоятельно обеспечивает свое производство необходимым инструментом;
смешанная
– сочетание централизованной и децентрализованной форм организации.

Слайд 152. КЛАССИФИКАЦИЯ И ИНДЕКСАЦИЯ ИНСТРУМЕНТА
Условием рациональной организации и экономичного использования инструмента
является его четкая классификация.
В основе классификации лежит группировка по основным производственно-техническим и конструктивным признакам.
В основе классификации лежит группировка по основным производственно-техническим и конструктивным признакам.

Слайд 161. По характеру использования инструмент бывает:
- универсальный (нормальный, стандартный).
Применяется и
для обработки различных деталей при выполнении операций определенного рода;
- специальный.
Используется только для определенного изделия на конкретной операции.
- специальный.
Используется только для определенного изделия на конкретной операции.
. Применяется и для обработки различных деталей")
Слайд 172. По назначению инструмент делится на:
обрабатывающий,
контрольно-измерительный,
технологическую оснастку

Слайд 183. Инструмент классифицируется по классам. Например, в металлообрабатывающем инструменте выделяют классы
режущего, слесарно-монтажного, вспомогательного инструмента и т. д. Технологическая оснастка включает приспособления, штампы, литейную оснастку и т. д.
Затем классы делятся на подклассы. Например, класс режущих инструментов делится на следующие подклассы: резцы, фрезы, пилы, сверла, протяжки и т. д.
Подклассы в свою очередь разбиваются на группы, подгруппы, виды, разновидности.
Затем классы делятся на подклассы. Например, класс режущих инструментов делится на следующие подклассы: резцы, фрезы, пилы, сверла, протяжки и т. д.
Подклассы в свою очередь разбиваются на группы, подгруппы, виды, разновидности.

Слайд 194. Номенклатура инструмента определяется стандартами.
Наиболее рациональной считается десятичная система классификации,
при которой в каждом классификационном подразделении выделяется по 10 групп. На основе классификации применяется индексация инструментов, т. е. присвоение каждому виду инструментов определенного условного обозначения.

Слайд 20Например, индекс инструмента 281111–3206 означает:
класс (28) – инструмент режущий;
подкласс
(1) – резцы;
группа (1) – токарные проходные и подрезные;
подгруппа (1) – проходные прямые, прямоугольного сечения;
вид (1) – с напаянной режущей частью; остальные цифры указывают (для стандартного и нормализованного) порядковые номера в данном стандарте или нормали в соответствии с размером инструмента, а для специального – порядковые номера в регистрационной документации.
группа (1) – токарные проходные и подрезные;
подгруппа (1) – проходные прямые, прямоугольного сечения;
вид (1) – с напаянной режущей частью; остальные цифры указывают (для стандартного и нормализованного) порядковые номера в данном стандарте или нормали в соответствии с размером инструмента, а для специального – порядковые номера в регистрационной документации.
 – инструмент режущий; подкласс (1) – резцы; группа")

Слайд 22Цифровая заключается в том, что каждому инструменту присваивается определенный номер, состоящий
из ряда цифр, указывающих к какому классу, подклассу, группе и т. д. он принадлежит.
Примером цифровой индексации служит следующее обозначение: 111511, соответствующее цельному прямому расточному токарному резцу.
Примером цифровой индексации служит следующее обозначение: 111511, соответствующее цельному прямому расточному токарному резцу.

Слайд 23Буквенная построена по тому принципу, что и цифровая, но вместо цифр
ставятся буквы.
В смешанной используются как цифры, так и буквы.
В смешанной используются как цифры, так и буквы.

Слайд 243. ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ ПРЕДПРИЯТИЯ В ИНСТРУМЕНТЕ
Потребность предприятия в инструменте складывается из
расходного и оборотного фонда.
Расходный фонд включает то количество инструмента, которое полностью потребляется в процессе изготовления изделий, предусмотренных производственной программой.
Помимо расходного фонда определяется оборотный фонд инструментов, т. е. минимально необходимый объем, требующийся предприятию для обеспечения бесперебойного хода производства.
Расходный фонд включает то количество инструмента, которое полностью потребляется в процессе изготовления изделий, предусмотренных производственной программой.
Помимо расходного фонда определяется оборотный фонд инструментов, т. е. минимально необходимый объем, требующийся предприятию для обеспечения бесперебойного хода производства.

Слайд 25Оборотный фонд складывается из эксплуатационного фонда и запасов центрального инструментального склада
(ЦИС).
Эксплуатационный фонд включает инструмент, находящийся на рабочих местах, в ремонте и заточке, в инструментально-раздаточных кладовых (ИРК).
Основная часть запаса инструментов на ЦИСе включает резервный фонд инструмента для действующего производства и инструмента для новых объектов.
Эксплуатационный фонд включает инструмент, находящийся на рабочих местах, в ремонте и заточке, в инструментально-раздаточных кладовых (ИРК).
Основная часть запаса инструментов на ЦИСе включает резервный фонд инструмента для действующего производства и инструмента для новых объектов.
.Эксплуатационный фонд включает инструмент,")
Слайд 26Основу формирования и регулирования запасов инструмента на ЦИСе составляет система «максимум-минимум»,
в соответствии с которой на каждый типоразмер каждого вида инструмента устанавливается норма максимального и минимального запаса.
Исходя из данной системы запасы делятся на два вида – текущий и страховой.
Исходя из данной системы запасы делятся на два вида – текущий и страховой.

Слайд 27Текущий запас предназначен для бесперебойного обеспечения производства инструментом в период между
очередными поставками партии всего этого вида.
Соответственно, величина текущего запаса на протяжении указанного периода меняется от максимума в момент поступления заказанной партии и до нуля.
Соответственно, величина текущего запаса на протяжении указанного периода меняется от максимума в момент поступления заказанной партии и до нуля.

Слайд 28Страховой запас предназначен для поддержания ритмичной работы производства в случае возникновения
перебоев.
Поскольку страховой запас всегда должен находиться на складе, он представляет минимальный запас, необходимый для обеспечения производства.
Поскольку страховой запас всегда должен находиться на складе, он представляет минимальный запас, необходимый для обеспечения производства.

Слайд 29 ПЛАНИРОВАНИЕ ОБЕСПЕЧЕНИЯ ПРЕДПРИЯТИЯ ИНСТРУМЕНТОМ
Составление плана обеспечения производства инструментом ведется по
следующим разделам:
Определение потребностей для действующего производства.
Обеспечение нового производства.
Изменение оборотных фондов цехов.
Изменение запасов ЦИСа.
Изготовление оснастки «на сторону».
Суммирование результатов расчета по разделам дает итоговую потребность по предприятию в целом.
Определение потребностей для действующего производства.
Обеспечение нового производства.
Изменение оборотных фондов цехов.
Изменение запасов ЦИСа.
Изготовление оснастки «на сторону».
Суммирование результатов расчета по разделам дает итоговую потребность по предприятию в целом.

Слайд 304. РАЦИОНАЛЬНАЯ ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ОБСЛУЖИВАНИЯ
Производственные отделения цехов специализируются как по технологическому
принципу (механическое, сварочное, термическое), так и по предметному принципу (отделения фрез, резцов, штампов и т. д.). Производство инструмента носит преимущественно мелкосерийный и единичный характер.

Слайд 31КОМПЛЕКС РАБОТ ПО ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ ВКЛЮЧАЕТ:
организацию ее получения, хранения, выдачи
и учета движения;
организацию централизованной заточки всех видов режущего инструмента;
организацию ремонта и восстановления;
технический надзор за соблюдением правил эксплуатации.
организацию централизованной заточки всех видов режущего инструмента;
организацию ремонта и восстановления;
технический надзор за соблюдением правил эксплуатации.

Слайд 32
5. ОСНОВНЫЕ НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА И ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ЕГО ФУНКЦИОНИРОВАНИЯ
область
проектирования выпускаемой продукции и технологии ее производства
область проектирования и производства технологической оснастки
область менеджмента
область эксплуатации, ремонта и восстановления оснастки
область проектирования и производства технологической оснастки
область менеджмента
область эксплуатации, ремонта и восстановления оснастки

Слайд 33
В ОБЛАСТИ ПРОЕКТИРОВАНИЯ ВЫПУСКАЕМОЙ ПРОДУКЦИИ И ТЕХНОЛОГИИ ЕЕ ПРОИЗВОДСТВА
— упрощение
конструкции (структуры) продукции, ее унификация и стандартизация, типизация технологических процессов, контроль технологичности конструкций, применение при проектировании продукции научных подходов и методов оптимизации;
 продукции,")
Слайд 34В ОБЛАСТИ ПРОЕКТИРОВАНИЯ И ПРОИЗВОДСТВА ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ —
унификация и стандартизация оснастки,
ее составных частей и конструктивных элементов, применение систем автоматизированного проектирования на основе классификации и кодирования технологической оснастки, сокращение продолжительности разработки и изготовления оснастки;

Слайд 35В ОБЛАСТИ МЕНЕДЖМЕНТА —
применение научных подходов и методов, развитие маркетинговых
исследований, выявление конкурентных преимуществ предприятия, совершенствование учета и контроля, анализа и мотивации работ;

Слайд 36В ОБЛАСТИ ЭКСПЛУАТАЦИИ, РЕМОНТА И ВОССТАНОВЛЕНИЯ ОСНАСТКИ
- обеспечение нормальных условий работы
центрального инструментального склада (ЦИС), инструментально-раздаточных кладовых (ИРК), организация обеспечения рабочих мест, организация централизованной заточки инструмента, усиление технадзора, упорядочение нормативного хозяйства, улучшение оперативного учета и расходных лимитов, повышение эффективности ремонта и восстановления оснастки.

Слайд 37
Повышение эффективности инструментального хозяйства приводит, в конечном счете, к уменьшению расхода
инструмента и, как следствие, к снижению себестоимости выпускаемой продукции.