- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Теоретические основы современных технологий презентация
Содержание
- 1. Теоретические основы современных технологий
- 2. Вылегжанина Ирина Ивановна кандидат технических наук, доцент Кафедра «Маркетинг», ауд. 204
- 3. Содержание Тема 1.
- 4. Технология – наука, изучающая способы и процессы
- 5. Изучение типовых технологических процессов их особенности,
- 6. Отрасль промышленности – совокупность промышленных объединений
- 7. Отраслевая структура промышленности- представляет собой соотношение удельных
- 8. По принципу фактического использования продукции в народном
- 9. Производственный процесс- совокупность взаимосвязанных действий в результате которых исходные материалы превращаются в готовые изделия.
- 10. Технологический процесс - часть
- 11. Классификация технологических процессов Способ воздействия на
- 12. По способу организации процессы делятся на: Периодические
- 13. По кратности обработки сырья: Процессы с разомкнутой
- 14. Технологический баланс- результаты расчетов (выраженные в виде
- 15. Составление тех. баланса производится в 2 стадии:
- 16. Материальный баланс- является количественным выражением закона сохранения
- 17. Энергетический (тепловой) баланс- является количественным выражением закона сохранения энергии.
- 18. Себестоимость – сумма, затраченная при производстве товара (или его транспортировке, приобретение).
- 19. Себестоимость различают на:
- 20. 4 основные группы среди затрат Материальные затраты-
- 21. Качество продукции - совокупность свойств продукции, обуславливающих ее пригодность, удовлетворяющее определенные потребности общества.
- 22. 8 основных групп показателей качества Показатель назначения-
- 23. 3. Показатели технологичности- коэффициент сборности, удельные показатели
- 24. 5. Эргономические показатели- характеризуют систему «человек-изделие-среда» в
- 25. 7. Показатели патентно -правовые – характеризует патентно
- 26. Сырьем называют вещества природного и синтетического происхождения используемые для производства готовых продуктов.
- 27. Классификация сырья
- 28. Минеральное сырье делится на: Рудное- называют породы
- 29. Растительное и животное сырье (древесина, лен,
- 30. Обогащение сырья Целью обогащения сырья является
- 31. Минеральное сырье обогащается 3 основными способами: Механический
- 32. Значение обогащения: Обогащение имеет важное народно-хозяйственное значение
- 33. НТП – процесс зарождения и развития новых
- 34. Сущность технической революции заключается в проявлении и
- 35. Основными направлениями НТП в промышленности являются:
- 36. На долю угольной промышленности приходится более 30%
- 37. Структура угольной промышленности 1.Угледобывающие предприятия (шахты, разрезы).
- 41. Основные методы переработки углей Коксование – процесс
- 43. Оценка качества угля отмечается главными показателями Содержание
- 44. Марки углей Газовые угли Длиннопламенные Жирные Тощие Спекающиеся Коксовые
- 45. Классы углей Плитный (от 100-300 мм) Крупный
- 47. Обогащение углей – совокупность процессов
- 48. При обогащении получают: 1. Концентрат
- 49. Обогатительные фабрики Индивидуальные 1. шахта Групповые ОФ
- 50. Месторождение- это естественное скопление полезных ископаемых в
- 51. Основные параметры шахты Шахта характеризуется: Качественными показателями
- 52. Основные этапы разработки месторождения Вскрытие – обеспечение
- 54. Формы организации производства в очистном забое Цикличная
- 55. Основные этапы разработки месторождений открытым способом Подготовительный Горно- капитальный Эксплуатационный Рекультивация (погашение)
- 56. Подготовительный этап включает в себя: Расчистка поверхности
- 57. Горно-капитальному этапу соответствуют следующие работы: По удалению
- 58. Эксплутационный этап Вскрышные работы – работы по
- 59. Главные параметры разреза Запасы полезных ископаемых Срок
- 60. Технологические основы производства в металлургической промышленности
- 61. Металлургия- область науки и техники, отрасль промышленности,
- 62. Типы производств в металлургическом комплексе: Производство полного
- 63. Черная металлургия- отрасль тяжелой промышленности, к которой
- 64. Все металлы и сплавы принято делить на
- 65. Диаграмма состояния сплава железа-углерод (упрощенный вид).
- 66. Полный металлургический процесс включает: Производство чугуна Производство стали Производство проката
- 67. Сущность доменной плавки чугуна состоит в
- 68. Продукты доменного производства: Передельный чугун 80% от
- 69. Производительность доменной печи характеризуется коэффициент полезного объема
- 70.
- 71. Технико-экономические показатели доменного производства чугуна зависят от:
- 72. Марки чугуна: Серый чугун - характеризуется тем,
- 73. Производство стали Сталь – сплав железа и
- 74. Для удаления вредных примесей исходное сырье нагревают
- 75. Исходным сырьем для производства стали служит
- 76. По химическому составу сталь классифицируется: Углеродистая, которая
- 77. По назначению стали бывают: Конструкционные 2. Инструментальные
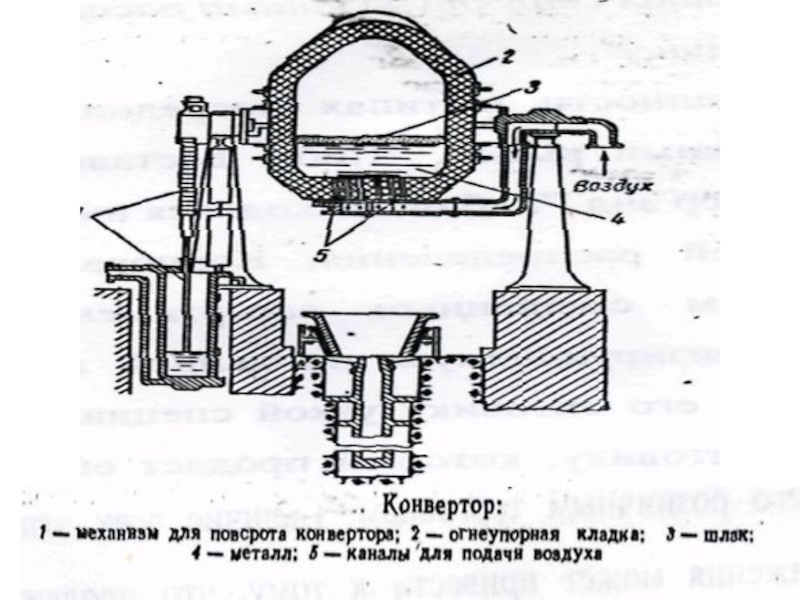
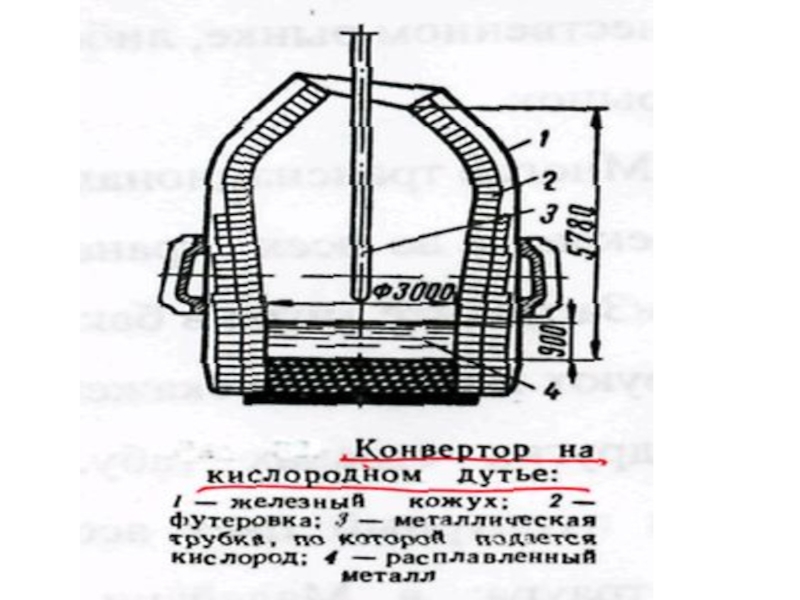
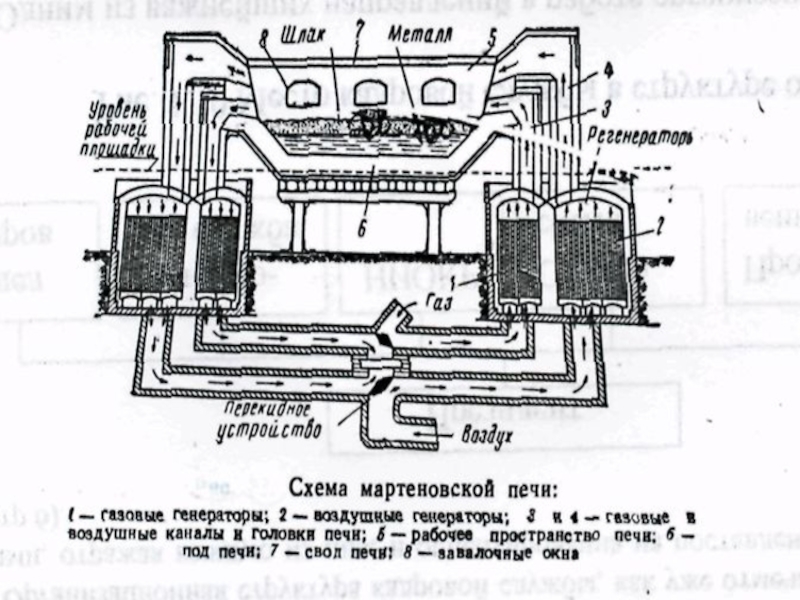
- 78. Способы получения стали: Кислородно-конверторный способ; Мартеновский; Получение
- 83. Прокатные стали по назначению классифицируются: Обжимные Листовые Трубопрокатные Сортовые Специальные
- 84. Производство меди
- 85. Получение штейна
- 86. Получение черновой меди
- 87. Электролитическое рафинирование меди
- 88. Производство алюминия
- 89. Порошковой металлургией называют область технологии, охватывающую совокупность
- 90. Основные преимущества порошковой металлургии: Снижает затраты на
- 91. Технологические основы производства в машиностроительной промышленности
- 92. Отраслевая структура машиностроения- это комплекс соотношений между отраслями и производствами входящие в состав машиностроения.
- 93. Для характеристики отраслевой структуры используются следующие показатели:
- 94. Факторы определяющие отраслевую структуру машиностроения: НТП
- 95. В машиностроении установлено 4 вида изделий:
- 96. 3. Комплексы- два или более специфированных изделия
- 97. Производственная структура- состав цехов и служб предприятия
- 98. Средства технического оснащения (СТО)- совокупность средств орудий
- 99. Программа выпуска- установленный для данного предприятия перечень
- 100. В зависимости от широты номенклатуры, регулярности и
- 101. Единичное производство- характеризуется малым объемом выпуска одинаковых
- 102. Серийное производство- характеризуется изготовлением изделий периодически повторяющимися
- 103. Массовое производство-характеризуется большим объемом выпуска изделий, непрерывно изготовленных в течении продолжительного времени.
- 104. Такт выпуска- это интервал времени через которое
- 105. Существует 2 формы организации поточного производства: Непрерывно-поточное-
- 106. Точность обработки-степень соответствия изготавливаемых изделий установленному эталону,
- 107. Значение точности Повышение эксплуатационных качеств (повышение надежности
- 108. Проблемы для обеспечения заданной точности: Технологичность –
- 109. Способы обеспечения точности: Автоматический – характеризуется предварительно
- 110. Факторы влияющие на погрешность обработки: Установка деталей
- 111. Качество поверхностного слоя деталей машины (КПСДМ) –
- 112. Факторы влияющие на качество КПСДМ: Метод обработки
- 113. Технологичность конструкции изделия – совокупность свойств приспособленность
- 114. Различается 3 вида технологичности: Производственная – заключается
- 115. Показатели технологичности и оценка конструкции на технологичность: Трудоемкость Себестоимость изготовления изделия Материалоемкость Энергоемкость
- 116. Основные способы изготовления заготовки: Литье Обработка давлением Резка сортового и профильного проката Комбинированные способы
- 117. Технологические процессы обеспечивающие наибольшее приближение форм и
- 118. Автоматизация производства включает комплекс мероприятий по разработке
- 119. Станки с численно-программным управлением (ЧПУ) основаны на
- 120. Промышленные работы по характеру выполняемой работы классифицируются
- 121. Промышленные роботы делятся на 3 поколения: Программные
- 122. Пути решения общих проблем технологии машиностроения: Сокращение
- 123. Химическая технология- наука о способах и процессах химической переработки сырья.
- 124. Понятие о химико-технологическом процессе включает ряд химических,
- 125. К основным химическим реакциям относятся физические и
- 126. Основные принципы использования технологии: Использование противотока. Регенерации


Слайд 3Содержание
Тема 1. Основные понятия и определения.
Тема 2.
Тема 3. Технологические основы производства в угольной промышленности.
Тема 4. Технологические основы производства в металлургической промышленности.
Тема 5. Технологические основы производства в машиностроении.
Тема 6. Технологические основы производства в химической промышленности.

Слайд 4Технология – наука, изучающая способы и процессы переработки продуктов природы (сырье)
 в предметы потребления и")
Слайд 5
Изучение типовых технологических процессов их особенности, закономерности, общих принципов, оптимизаций состоит

Слайд 6 Отрасль промышленности –
совокупность промышленных объединений (предприятий), научно-исследовательских организаций и проектно-конструкторских
, научно-исследовательских организаций и проектно-конструкторских институтов, изготавливающих продукцию, сходную")
Слайд 7 Отраслевая структура промышленности- представляет собой соотношение удельных весов различных отраслей в

Слайд 8По принципу фактического использования продукции в народном хозяйстве промышленность подразделяется на
I (группа «А») – производство средств производства (ведущие отрасли промышленности);
II (группа «Б») – производство предметов потребления.

Слайд 9Производственный процесс- совокупность взаимосвязанных действий в результате которых исходные материалы превращаются

Слайд 10Технологический процесс
- часть производственного процесса, необходимого непосредственно для

Слайд 11Классификация технологических процессов
Способ воздействия на сырье
Способ организаций производства
Кратность обработки сырья
Механич.
Физич.
Химич.
Переодич.
Непрерыв.
Комбинированные
Разомкнутая
Замкнутая схема
комбинированная

Слайд 12По способу организации процессы делятся на:
Периодические процессы- проводятся на оборудовании, которое
Непрерывные – осуществляется в аппаратах, где поступление сырья и выгрузка конечных продуктов производится непрерывно. (например, разливка стали, переработка нефти, производство цемента);
Комбинированные – сочетание стадий периодических и непрерывных процессов. (например, поточные линии механической обработки деталей, коксование углей, работа доменной печи).

Слайд 13По кратности обработки сырья:
Процессы с разомкнутой схемой (открытой) в которой сырье
Замкнутая схема (круговой, циркуляционной или циклической), в которой сырье или вспомогательные материалы неоднократно возвращаются в начальную стадию процесса для повторной обработки, а иногда и регенерации (восстановление потерянных свойств);
Комбинированные (смешанная схема)
 в которой сырье или материал подвергается однократной")
Слайд 14 Технологический баланс- результаты расчетов (выраженные в виде уравнений,таблиц или диаграмм), отражающих
, отражающих количество введенных и полученных")
Слайд 15Составление тех. баланса производится в 2 стадии:
Составляется материальный баланс.
2. Составляется энергетический
, составляется")
Слайд 16 Материальный баланс- является количественным выражением закона сохранения массы и применительно к

Слайд 17 Энергетический (тепловой) баланс- является количественным выражением закона сохранения энергии.
 баланс- является количественным выражением закона сохранения энергии.")
Слайд 18 Себестоимость – сумма, затраченная при производстве товара (или его транспортировке, приобретение).
.")
Слайд 19Себестоимость различают на:
Фабрично-заводскую– затраты предприятия, непосредственно связанные
Полную - совокупность материальных и трудовых затрат предприятия в денежном выражении, необходимых для изготовления и реализации продукции.

Слайд 204 основные группы среди затрат
Материальные затраты- затраты связанные с приобретением исходного
Трудовые - затраты на выплату заработной платы рабочим и служащим.
Амортизационные- отчисления на возмещение износа основных производственных фондов (зданий, сооружений, оборудования и т.д.)
Прочие затраты- затраты на аренду, ремонт, обеспечение безопасности.

Слайд 21 Качество продукции - совокупность свойств продукции, обуславливающих ее пригодность, удовлетворяющее

Слайд 228 основных групп показателей качества
Показатель назначения- характеризует полезный эффект от использования
2. Показатель надежности – срок службы или долговечности изделия, ремонтно-пригодность;

Слайд 23 3. Показатели технологичности- коэффициент сборности, удельные показатели трудоемкости.
4. Показатели стандартизации и

Слайд 24 5. Эргономические показатели- характеризуют систему «человек-изделие-среда» в эту группу входит комплекс
6. Эстетические показатели - соответствие определенному стилю, выразительность, оригинальность и т.д.

Слайд 25 7. Показатели патентно -правовые – характеризует патентно способность изделия в стране
8. Экономические показатели- показатели, отражающие затраты на разработку изготовление и эксплуатацию изделия.

Слайд 26 Сырьем называют вещества природного и синтетического происхождения используемые для производства готовых


Слайд 28Минеральное сырье делится на:
Рудное- называют породы содержащие металлы, которые могут быть
Нерудным (неметаллическим) - все сырье, используемое в производстве химических, строительных и др. неметалических материалов и не являющееся источником получения металлов.
К горючему сырью относятся органические ископаемые: уголь, торф, нефть, используется как топливо или сырье для химической промышленности.
")
Слайд 29
Растительное и животное сырье (древесина, лен, хлопок, масла, жиры, молоко, кожа,
Источником растительного и животного сырья являются ресурсы естественной среды обитания: земельные, лесные и водные.

Слайд 30Обогащение сырья
Целью обогащения сырья является получение сырья с возможно большим
При обогащении получают две или более фракций.
Фракция обогащенная одним из полезных компонентов называется концентратами.
Фракции не содержащие полезных элементов, т.е. пустые породы называются хвостами.

Слайд 31Минеральное сырье обогащается 3 основными способами:
Механический
Грохочение (минералы разделяют на фракции
Гравитационное разделение (различии скоростей осаждения частиц в жидкости в зависимости от плотности частиц)
Электро-магнитная сепарация
Электростатическое обогащение
2. Физико-химический способ
флотация (различная смачиваемость компонентов, входящих в состав сырья)
Выпаривание
Выделение примесей в осадок объем в газовую фазу
Вымораживание
3. Химический способ (способность сырья вступать в химические реакции)
Восстановление
Растворение
Окисление
Разложение
Обжиг минералов
 Гравитационное")
Слайд 32Значение обогащения:
Обогащение имеет важное народно-хозяйственное значение несмотря на дополнительные затраты, т.к.
Расширение сырьевой базы (месторождений) промышленности за счет вовлечения в эксплуатацию бедных по содержанию полезных ископаемых
Более полное использование производственного оборудования за счет использования высококонцентрированного сырья.
Экономия транспортных средств.
Улучшение качества готовой продукции.

Слайд 33 НТП – процесс зарождения и развития новых идей научных исследований, создание

Слайд 34 Сущность технической революции заключается в проявлении и реализации изобретений, вызывающих переворот

Слайд 35Основными направлениями НТП в промышленности являются:
электрификация производства- широкое применение электрической
Химизация производства, отличающаяся расширением сырьевой базы промышленности, разработкой и внедрением химических материалов и методов обработки;
Комплексная механизация и автоматизация производства- замена ручного труда механизмами, переход от механизации отдельных операций к комплексной механизации всего процесса труда, разработка и внедрение в производство АСУ, и промышленных роботов, которые завершают комплексную автоматизацию производства и возлагая на него функции контроля и оперативного управления.

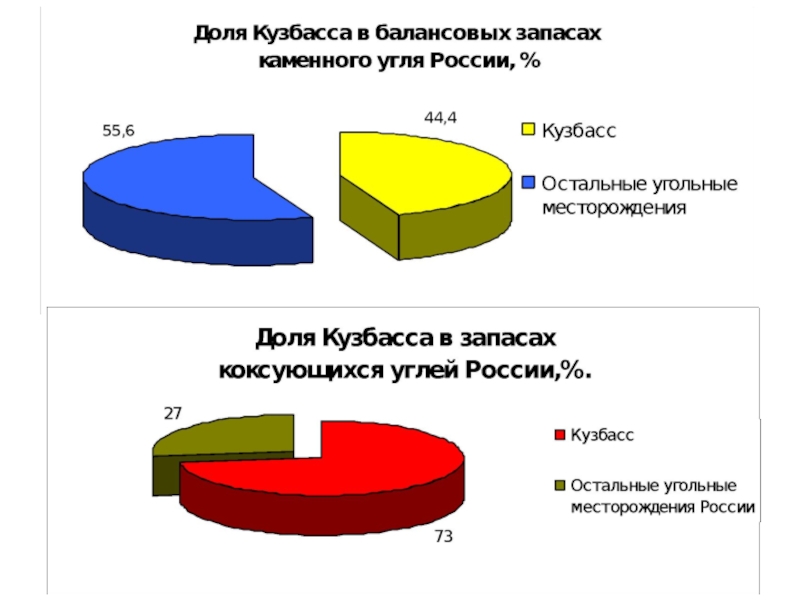
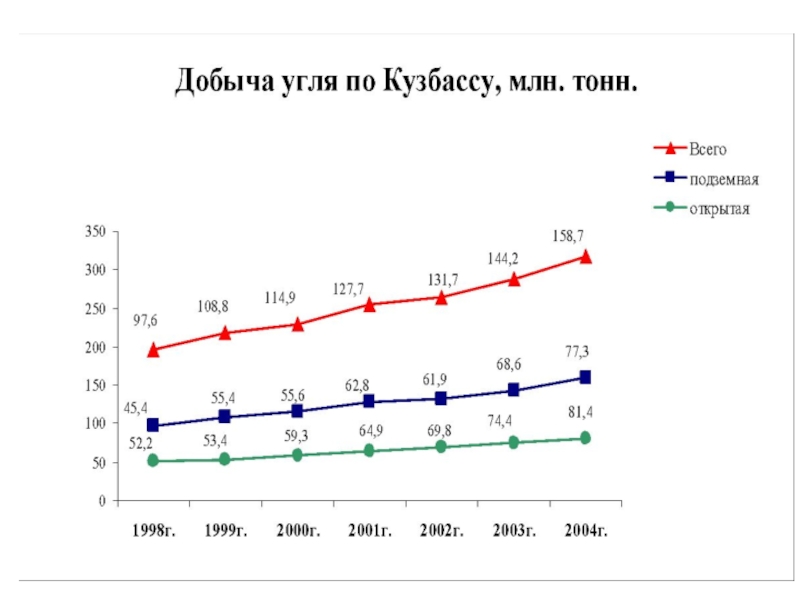
Слайд 36 На долю угольной промышленности приходится более 30% от общего объема промышленного
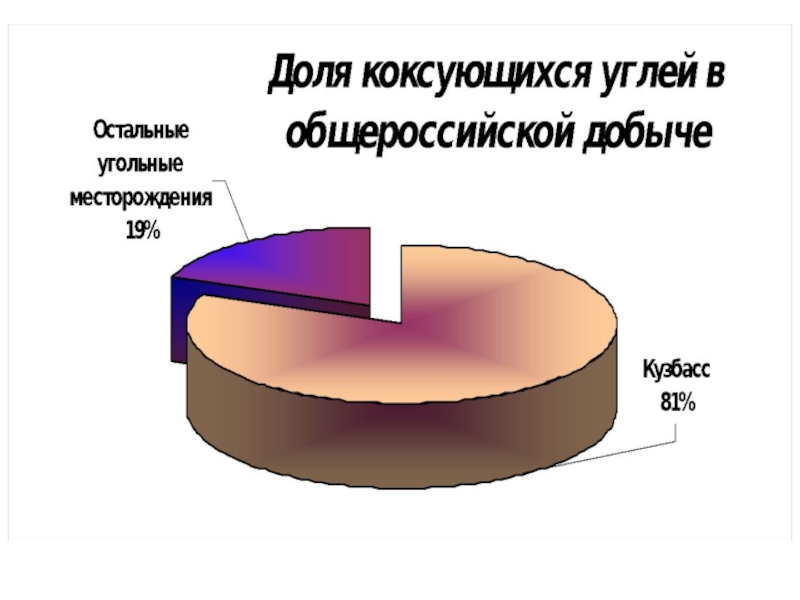
Угольные запасы Кузбасса составляют 690 миллиардов тонн низкозольных каменных углей с содержанием серы 0,1-0,5% и представлены всеми известными в мире марками и технологическими признаками коксующихся и энергетических углей.

Слайд 37Структура угольной промышленности
1.Угледобывающие предприятия (шахты, разрезы).
2. Обогатительные фабрики.
3. Предприятия, которые выпускают
4. Производство строительные материалов.
5. Добыча сланцев и др. сопутствующих полезных ископаемых.
.2. Обогатительные фабрики.3. Предприятия, которые выпускают различные машины и оборудование")

Слайд 41Основные методы переработки углей
Коксование – процесс термо-химической переработки углей без доступа
2. Полукоксование- подвергаются бурые угли (низкие по качеству) полукоксование является заменой сортовому углю.
3. Газификация происходит сжигание угля в специальных аппаратах.
4. Гидрогенизация (гидрирование)- процесс получения жидкого топлива.

Слайд 43Оценка качества угля отмечается главными показателями
Содержание влаги, золы, серы, фосфора
Выход летучих
Удельная теплота сгорания


Слайд 45Классы углей
Плитный (от 100-300 мм)
Крупный (от 50-100 мм)
Орех (от 25-50 мм)
Мелкий
Семечко (от 6-13 мм)
Штыб ( от 0-6 мм)
Крупный (от 50-100 мм)Орех (от 25-50 мм)Мелкий (от 13-25 мм)Семечко (от")
Слайд 47
Обогащение углей –
совокупность процессов обработки для повышения качества углей посредством

Слайд 48
При обогащении получают:
1. Концентрат (обогащенный уголь).
2. Промежуточный продукт.
3. Отходы (шлаки).
.2. Промежуточный продукт.3. Отходы (шлаки).")
Слайд 49Обогатительные фабрики
Индивидуальные
1. шахта
Групповые
ОФ (обогащ. уголь несколько шахт)
Центральная
ЦОФ (много шахт, ж/д)
ЦентральнаяЦОФ (много шахт, ж/д)")
Слайд 50 Месторождение- это естественное скопление полезных ископаемых в земной коре, пригодное по
Шахтное поле- это часть месторождения полезных ископаемых, отведенное одной шахте для добывания угля.

Слайд 51Основные параметры шахты
Шахта характеризуется:
Качественными показателями относят показатели характеризующие принципиальные особенности предприятия,
Количественные показатели показатель работы, которые выражаются цифрами (себестоимость, производственная мощность шахты, максим. количество угля в тоннах, добываемое одной шахтой в единицу времени, запасы угля).

Слайд 52Основные этапы разработки месторождения
Вскрытие – обеспечение доступа с поверхности земли к
Подготовка шахтного поля- включает проведение комплекса горных выработок, обеспечивающих условия для очистных работ.
Очистные работы – добывание угля.

Слайд 54Формы организации производства в очистном забое
Цикличная форма –повторяемость определенных процессов в
Циклично-поточная форма – обеспечивает частичное совмещение процессов выемки угля и ремонтно-подготовительных работ.
Поточная форма- характеризуется совмещением процессов выемки угля и ремонтно-подготовительных работ.

Слайд 55Основные этапы разработки месторождений открытым способом
Подготовительный
Горно- капитальный
Эксплуатационный
Рекультивация (погашение)
")
Слайд 56Подготовительный этап включает в себя:
Расчистка поверхности (удаление естественных и искусственных препятствий).
Проведение
Постройка производственных и служебных помещений.
Ограждение от стока поверхности вод.
.Проведение автомобильных, ж/д , линий")
Слайд 57Горно-капитальному этапу соответствуют следующие работы:
По удалению почвенного слоя и складированию его
2. Работы по удалению покрывающих и вмешивающих пород для обеспечения доступа к полезному ископаемому.

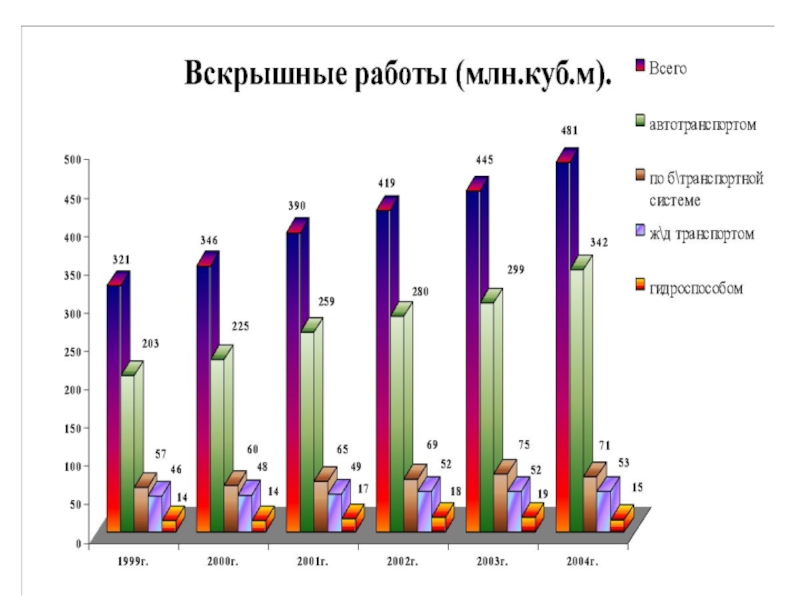
Слайд 58Эксплутационный этап
Вскрышные работы – работы по удалению пустых пород.
Добычные работы
Механический способ
Гидравлический способ
Буро-взрывной способ
Комбинированный способ
Гидравлический способБуро-взрывной способКомбинированный способ")
Слайд 59Главные параметры разреза
Запасы полезных ископаемых
Срок службы разреза
Производственная мощность разреза
Объем вскрышных пород
Размеры


Слайд 61 Металлургия- область науки и техники, отрасль промышленности, охватывающие процессы получения металлов

Слайд 62Типы производств в металлургическом комплексе:
Производство полного цикла, включающие все стадии металлургического
Производства неполного цикла, представленные выплавкой стали или выплавкой чугуна, или прокатом (трубопрокатное производство, рельсопрокатное производство и т.д.).
Производство ферросплавов, т.е. сплавов чугуна с легирующими металлами (марганцем, хромом, никелем).

Слайд 63 Черная металлургия- отрасль тяжелой промышленности, к которой относятся предприятия по добыче
Цветная металлургия- отрасль тяжелой промышленности, включающая добычу и обогащение руд, производство и обработку цветных металлов и их сплавов.

Слайд 64Все металлы и сплавы принято делить на 2 группы:
Железо и сплавы
Все остальные металлы, кроме железа, и сплавы на их основе – цветные металлы.

.")
Слайд 66Полный металлургический процесс включает:
Производство чугуна
Производство стали
Производство проката

Слайд 67
Сущность доменной плавки чугуна состоит в восстановлении железа из руды и

Слайд 68Продукты доменного производства:
Передельный чугун 80% от общего объема. Предназначен для переплавки,
Литейный чугун до 15 % от общего общего и предназначен для изготовления чугунных изделий методом литья.
Специальный чугун (ферросплавы) 5% . Характеризуется высоким содержанием кремния и марганца и примесей для раскисления стали.

Слайд 69 Производительность доменной печи характеризуется коэффициент полезного объема печи, которая рассчитывается
полезный объем
К=
производство чугуна выплавленного в сутки

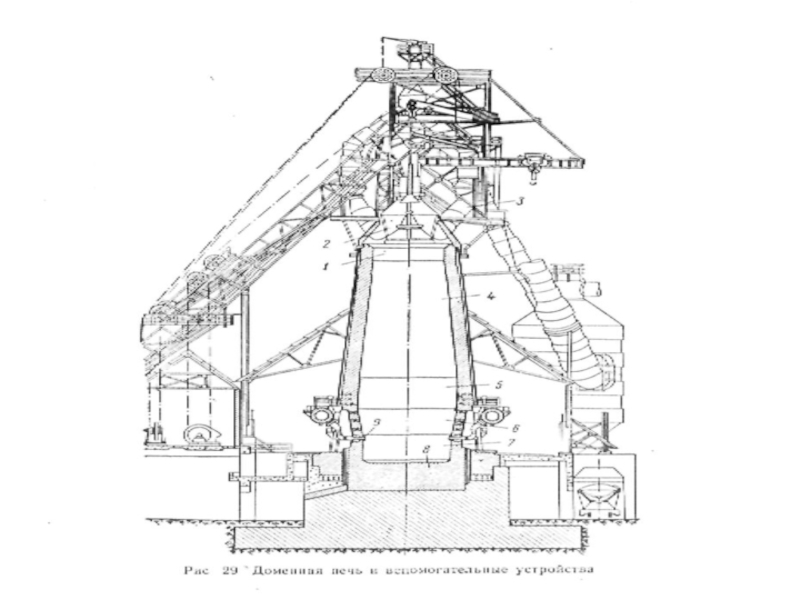
Слайд 71Технико-экономические показатели доменного производства чугуна зависят от:
От содержания железа в руде.
Конструкции
Степени механизации и автоматизации производственного процесса.

Слайд 72Марки чугуна:
Серый чугун - характеризуется тем, что в его структуре углерод
Белый чугун- углерод находится в виде цементита; отличается от серых большей твердостью и хрупкостью.
Ковкий чугун- используется для изготовления различных деталей, работающих при больших нагрузках.
Высоко-прочный чугун- модифицированный получаемый при плавке с добавление магния.

Слайд 73Производство стали
Сталь – сплав железа и углерода, с содержанием углерода до
Суть производства стали сводится к удалению из чугуна избытков углерода, кремния, магния, серы, фосфора и др. вредных примесей.

Слайд 74 Для удаления вредных примесей исходное сырье нагревают до высоких температур.
Нагревание
Химической теплотой, полученной в результате окисления примесей;
Теплотой полученной сжигания топлива;
Превращение электроэнергии в тепловую.

Слайд 75
Исходным сырьем для производства стали служит передельный чугун и скрап (стальной
 –")
Слайд 76По химическому составу сталь классифицируется:
Углеродистая, которая характеризуется следующими показателями:
А) магний до
Б) сера и фосфор- до 0,06%
- Низкоуглеродистая с содержанием 0,3%
Среднеуглеродистая 0,3-0,6%
Высокоуглеродистая 0,6-2%
2. Легированные характеризуется тем, что кроме перечисленных находится легирующие добавки (вольфрам, хром, ванадий) все легированные стали делятся на:
Низколегированные до 25%
Среднелегированные до 2,5-5%
Высоколегированные свыше 5 %
 магний до 0,8 %, кремний –0,4%Б)")

Слайд 78Способы получения стали:
Кислородно-конверторный способ;
Мартеновский;
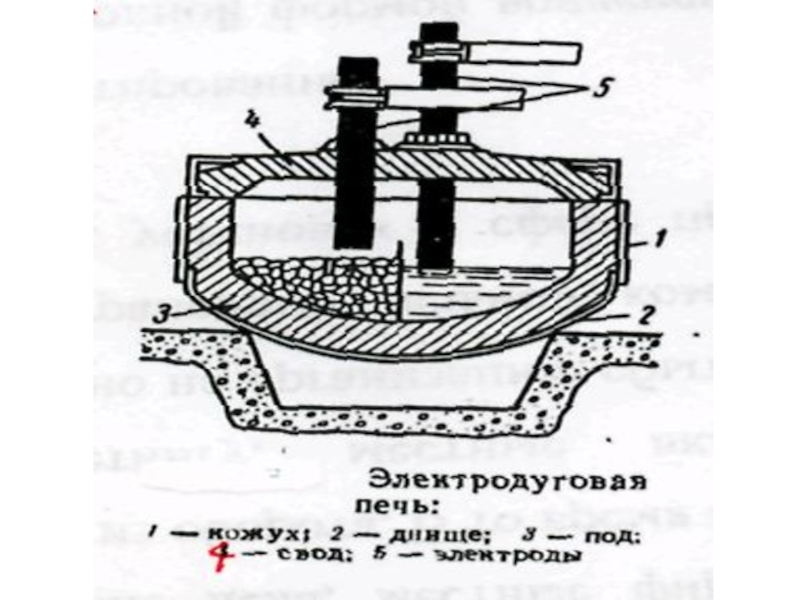
Получение стали в электро-печах (дуговые и индукционные);
Внедоменные (восстановление
Рафинирование, электро-шлаковый переплав, электро-лучевой переплав.
;Внедоменные (восстановление в кипящем слое, получение")
Слайд 83Прокатные стали по назначению классифицируются:
Обжимные
Листовые
Трубопрокатные
Сортовые
Специальные






Слайд 89 Порошковой металлургией называют область технологии, охватывающую совокупность методов изготовления порошков металлов

Слайд 90Основные преимущества порошковой металлургии:
Снижает затраты на дельнейшую механическую обработку, которая может
Использует энерго- и ресурсосберегающие технологии. Уменьшает кол-во операций в технологической цепи изготовления продукта.
Позволяет получать изделия с уникальными свойства, использую многокомпонентные смеси, объединяя металлические и не металлические компоненты.
Получает более высокие экономические, технические и эксплуатационные характеристики изделий по сравнению с традиционными технологиями.
Упрощает изготовление изделий сложной формы.


Слайд 92 Отраслевая структура машиностроения- это комплекс соотношений между отраслями и производствами входящие

Слайд 93Для характеристики отраслевой структуры используются следующие показатели:
Удельный вес выпуска продукции отдельной
Удельный вес численности трудящихся занятых в отдельной отрасли к общему объему численности работающих в машиностроении.
Удельный вес стоимости ОПФ отдельной отрасли в общем объеме стоимости ОПФ в машиностроении.
Отраслевой коэффициент опережения – отношение темпов роста отдельной отрасли темпам роста всего машиностроения.

Слайд 94Факторы определяющие отраслевую структуру машиностроения:
НТП
Темпы развития отрасли промышленности
Уровень специализации и
Место страны в структуре международного разделения труда
Рост материального благосостояния, культуры трудящегося.

Слайд 95В машиностроении установлено
4 вида изделий:
Детали – неспецифированные изделия, изготовленные из
Сборочные единицы – изделие, составные части которых подлежат соединению между собой на предприятии-изготовителе путем сборочных операций.

Слайд 963. Комплексы- два или более специфированных изделия не соединенных на предприятии-изготовителе
4. Комплекты- два или более изделия, не соединенных на предприятии-изготовителе и представляющих набор изделий, которые имеют общее эксплуатационное назначение вспомогательного характера (комплекты запасных частей, набор инструментов).

Слайд 97 Производственная структура- состав цехов и служб предприятия с указанием связи между
Технологическая операция- законченная часть технологического процесса, выполняемую на одном рабочем месте.

Слайд 98 Средства технического оснащения (СТО)- совокупность средств орудий производства необходимых для выполнения
Техническая оснастка- средства технического оснащения, дополняющие техническое оборудование для выполнения определенной части технического процесса (штампы, литейные формы и т.д.)
- совокупность средств орудий производства необходимых для выполнения технической операции и процесса")
Слайд 99 Программа выпуска- установленный для данного предприятия перечень изготавливаемых или ремонтируемых изделий
Производственная партия- составляют предметы труда одного наименования и типоразмера, запускаемого в обработку в течение определенного интервала времени.
Серия изделий- изделия изготавливаемые по единой конструкторской и технической документации без каких-либо изменений.

Слайд 100В зависимости от широты номенклатуры, регулярности и объема выпуска различают 3
Единичное
Серийное
Массовое

Слайд 101 Единичное производство- характеризуется малым объемом выпуска одинаковых изделий. Выполняется на универсальном

Слайд 102 Серийное производство- характеризуется изготовлением изделий периодически повторяющимися партиями и сериями.
В
Мелко-серийное производство- характеризуется коэффициентом закрепленных операций более 20-40
Средне-серийное – коэффициент 10-20
Крупно-серийное – более 1, но меньше 10

Слайд 103 Массовое производство-характеризуется большим объемом выпуска изделий, непрерывно изготовленных в течении продолжительного

Слайд 104 Такт выпуска- это интервал времени через которое периодически производство выпускает изделия
Ритм выпуска- это число изделий одного наименования и типа размера выпускаемых в единицу времени.

Слайд 105Существует 2 формы организации поточного производства:
Непрерывно-поточное- характеризуется тем, что предмет труда
Прерывно-поточное – характеризуется тем, что движение предметов происходит прерывно.

Слайд 106 Точность обработки-степень соответствия изготавливаемых изделий установленному эталону, т.к. это соответствие формы,

Слайд 107Значение точности
Повышение эксплуатационных качеств (повышение надежности машин, долговечность).
Сокращается выпуск машин и
Снижается трудоемкость технических процессов, за счет обеспечения (достижения) принципа взаимозаменяемости деталей.
.Сокращается выпуск машин и оборудования.Снижается трудоемкость технических процессов,")
Слайд 108Проблемы для обеспечения заданной точности:
Технологичность – поиск и создание оптимальной технологии
Конструкционная –создание оптимальной конструкции изготовления изделия.
Метрологичность (измерение)- создание и применение технических процессов измерительных приборов соответствие точности.
Экономичность – достижение оптимальной точности, которая должна обеспечивать необходимое качество изделия при минимальной стоимости на изготовление и эксплуатацию класса.
.Конструкционная –создание оптимальной")
Слайд 109Способы обеспечения точности:
Автоматический – характеризуется предварительно настроенной на размер система, состоит
Индивидуальный- характеризуется получением индивидуальной обработки методом пробных работ и замеров. Работы выполняются на универсальных станках. Применяется при мелко-серийном производстве.
Комбинированный- заключается в сочетании автоматического способа получения размеров применяется под наладчика.

Слайд 110Факторы влияющие на погрешность обработки:
Установка деталей на станке.
Геометрическая погрешность оборудования.
Температурная деформация
Настройка системы.
Износ режущих инструментов.
Погрешность изготовления режущих инструментов.
Остаточные напряжения в заготовках.

Слайд 111 Качество поверхностного слоя деталей машины (КПСДМ) – состояние поверхностного слоя, как
КПСДМ характеризуется:
Шероховатостью;
Волнистостью;
Отклонение от правильной геометрической формы
 – состояние поверхностного слоя, как результат воздействия на него")
Слайд 112Факторы влияющие на качество КПСДМ:
Метод обработки
Режим резанья
Геометрические параметры инструмента
Качество поверхности режущей
Деформации обрабатываемого материала

Слайд 113 Технологичность конструкции изделия – совокупность свойств приспособленность к достижению оптимальных затрат

Слайд 114Различается 3 вида технологичности:
Производственная – заключается в сокращении средств и времени
Эксплуатационная – заключается в сокращении средств и времени на подготовку к использованию, техническому и технологическому обслуживанию, текущий ремонт.
Ремонтная – сокращение средств и времени на все виды ремонта.

Слайд 115Показатели технологичности и оценка конструкции на технологичность:
Трудоемкость
Себестоимость изготовления изделия
Материалоемкость
Энергоемкость

Слайд 116Основные способы изготовления заготовки:
Литье
Обработка давлением
Резка сортового и профильного проката
Комбинированные способы

Слайд 117Технологические процессы обеспечивающие наибольшее приближение форм и размеров заготовки, форм и
Специальные точные методы литья (литье в оболочковой форме, центробежное литье)
Обработка металла под давлением (горячая V-ая штамповка, специальные способы прокатки)
Листовая штамповка
Порошковая металлургия
Сварка для получения комбинированной заготовки
Штамповка взрывом

Слайд 118 Автоматизация производства включает комплекс мероприятий по разработке высокоэффективных технологичных процессов и

Слайд 119 Станки с численно-программным управлением (ЧПУ) основаны на новом программном принципе управления
 основаны на новом программном принципе управления которое способствует повышению производительности,")
Слайд 120Промышленные работы по характеру выполняемой работы классифицируются на 3 группы:
Производственные (технологические)
Подъемно-трансфертные работы – выполняющие вспомогательные работы, связанные с обслуживанием основного технологического обслуживания (по снятию заготовок деталей, инструментов со станков при транспортно-складских операциях);
Универсальные- выполняющие как основные, так и вспомогательные работы.
 – выполняющие сварку, гибку,")
Слайд 121Промышленные роботы делятся на 3 поколения:
Программные роботы- выполняют запрограммированную последовательность работ
Адаптивные имеют свойства автоматического перепрограммирования в ходе выполнения технологич. процесса в зависимости от конкретной обстановке, которая заранее не могла быть определена.
Интеллектуальные обладают способностью осуществлять свои действия в неопределенной изменяющейся обстановке,выполняя задания запрограммированные человеком в общей форме.

Слайд 122Пути решения общих проблем технологии машиностроения:
Сокращение и замена ручного труда.
Совершенствование обработки
Совершенствование конструкции режущих инструментов и инструментальных материалов.
Снижение материалоемкости изделия и поиск новых материалов.


Слайд 124Понятие о химико-технологическом процессе включает ряд химических, физико-химических и физических процессов
Подготовка сырья (только физические процессы).
Стадия химических реакций (превращений), в результате которых образуются новые продукты.
Выделение целевого продукта на:
Целевой
Побочный
Оставшийся исходный реагент, который может быть возвращен на начало процесса для последующей обработки.

Слайд 125К основным химическим реакциям относятся физические и химические процессы:
Абсорбция- процесс поглощения
Десорбция – выделение из жидкости газов;
Гидролиз- взаимодействие с водой, с образованием слабого электролита;
Растворение
Обжиг
Испарение
Конденсация
Ректификация

Слайд 126Основные принципы использования технологии:
Использование противотока.
Регенерации отработанных продуктов с целью повторного его
Принцип комплексного использования сырья.
Принцип комбинирования производства.
Принцип технико-экономической оптимизации.