- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Зубообрабатывающие станки. (Тема 8) презентация
Содержание
- 1. Зубообрабатывающие станки. (Тема 8)
- 2. Зубообрабатывающий станок, металлорежущий станок для обработки зубчатых
- 3. 4.8.1. Методы обработки зубчатых колес Существует два
- 4. Достоинство метода копирования - простота оборудования. Обработку
- 5. Метод обкатки - режущий инструмент и заготовка
- 6. Режущей рейкой 2 (гребенкой) можно нарезать цилиндрическое колесо 1.
- 7. Обработка на зубофрезерном станке, где червячная фреза
- 8. Притирка - доводочный процесс придания зубьям колес
- 9. 4.8.2. Зубодолбёжные станки На зубодолбёжных станках нарезают
- 11. Долбяку 1 сообщается главное движение - возвратно-поступательное
- 12. VР VХ SКР SРАД VОБ 1 2
- 14. 4.8.3. Зубофрезерные станки На зубофрезерных станках
- 16. При нарезании зубчатых колёс заготовка жестко связана
- 18. Рабочие движения зубофрезерного станка сообщаются инструменту и
- 19. Зубофрезерный станок для обработки зубчатых венцов с
- 20. Зубодолбежный и зубофрезерный станки на одной базе
- 21. 4.8.5. Зубошлифовальные станки
- 22. На зубошлифовальных станках производят обработку зубчатых колёс
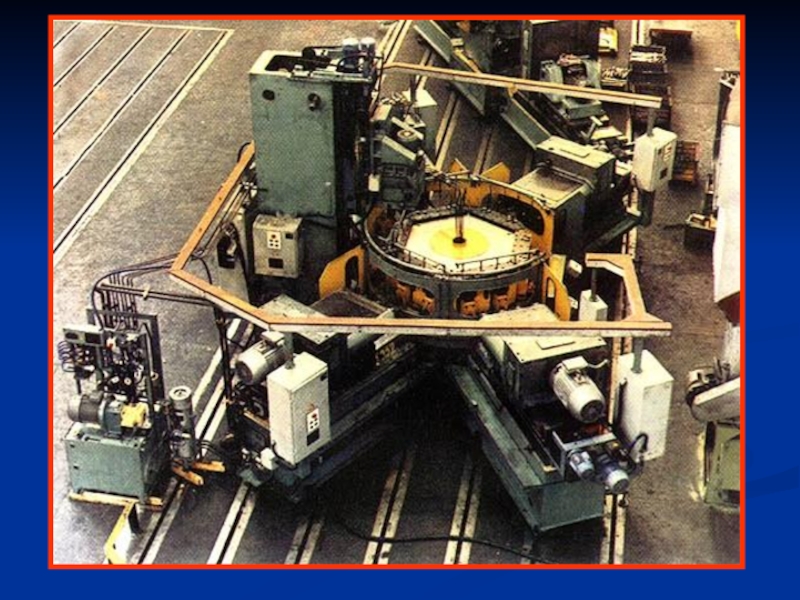
- 23. 4.9. Агрегатные станки На схеме показана компоновка
- 25. 4.9.1. Схемы компоновки агрегатных станков Основными нормализованными
- 26. На рисунке д показан агрегат, в кoтoрoм
- 27. Основные преимущества: Агрегатная конструкция обрабатывающих модулей;
- 30. Пример обработки на агрегатном станке:

Слайд 2Зубообрабатывающий станок, металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых
реек.
В зависимости от применяемого инструмента различают:
зубодолбёжные,
зубофрезерные,
резьбофрезерные,
зубоотделочные,
зубошлифовальные.
В зависимости от применяемого инструмента различают:
зубодолбёжные,
зубофрезерные,
резьбофрезерные,
зубоотделочные,
зубошлифовальные.

Слайд 34.8.1. Методы обработки зубчатых колес
Существует два метода нарезания зубчатых колес:
метод
копирования;
метод обкатки;
При методе копирования используется инструмент, режущая кромка которого совпадает по форме с профилем впадины зубчатого венца.
Фреза 1 (дисковая или пальцевая) перемещается вдоль впадины цилиндрического колеса 2, в каждый момент времени, оставляя отпечаток своей формы.
После обработки одной впадины заготовку поворачивают на окружной шаг (движение деления) и обрабатывают следующую впадину.
метод обкатки;
При методе копирования используется инструмент, режущая кромка которого совпадает по форме с профилем впадины зубчатого венца.
Фреза 1 (дисковая или пальцевая) перемещается вдоль впадины цилиндрического колеса 2, в каждый момент времени, оставляя отпечаток своей формы.
После обработки одной впадины заготовку поворачивают на окружной шаг (движение деления) и обрабатывают следующую впадину.

Слайд 4Достоинство метода копирования - простота оборудования.
Обработку можно вести на горизонтально- и
вертикально-фрезерных станках с использованием делительной головки.
Недостатки:
1. Для точной обработки каждого колеса нужна своя фреза.
Практически ограничиваются набором из 8 или 15 фрез для каждого модуля.
Наименьшее из колес интервала получается с правильным профилем, другие - не точно.
2. Метод копирования малопроизводителен.
3. Метод копирования используется в единичном производстве, чаще при ремонтных работах.
Недостатки:
1. Для точной обработки каждого колеса нужна своя фреза.
Практически ограничиваются набором из 8 или 15 фрез для каждого модуля.
Наименьшее из колес интервала получается с правильным профилем, другие - не точно.
2. Метод копирования малопроизводителен.
3. Метод копирования используется в единичном производстве, чаще при ремонтных работах.

Слайд 5Метод обкатки - режущий инструмент и заготовка обкатываются подобно звеньям зубчатой
передачи.
В зубодолбежном станке долбяк 1 и заготовка 2 воспроизводят зацепление цилиндрических колес.
Чтобы удалить материал из впадины обрабатываемого колеса, на торце долбяка по всему контуру создают режущие кромки.
Долбяку сообщают возвратно-поступательное движение, которое является также формообразующим движением и служит для получения формы зуба по длине.
В зубодолбежном станке долбяк 1 и заготовка 2 воспроизводят зацепление цилиндрических колес.
Чтобы удалить материал из впадины обрабатываемого колеса, на торце долбяка по всему контуру создают режущие кромки.
Долбяку сообщают возвратно-поступательное движение, которое является также формообразующим движением и служит для получения формы зуба по длине.

 можно нарезать цилиндрическое колесо 1.")
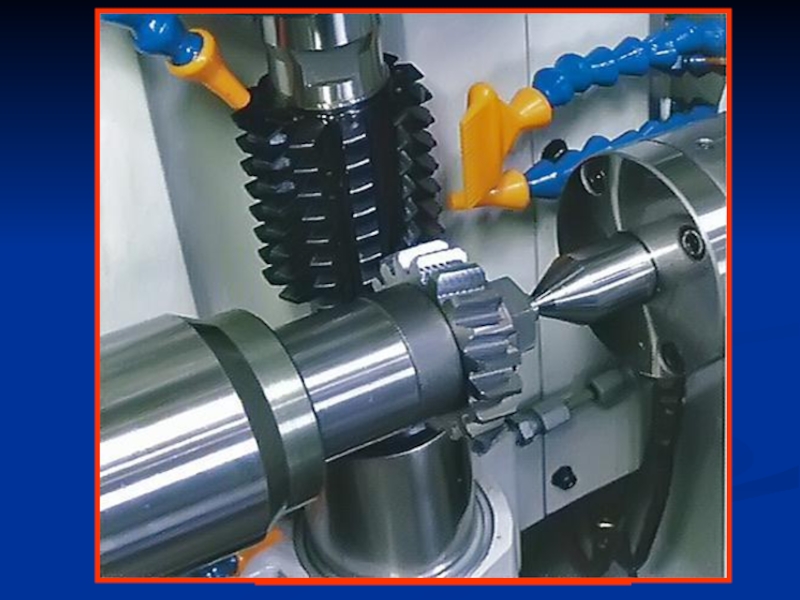
Слайд 7Обработка на зубофрезерном станке, где червячная фреза 1 вращается с заготовкой
2 (сложное формообразующее движение).
Метод обкатки отличается высокой производительностью и точностью.
Преимущество метода обката - универсальность режущего инструмента: при одном модуле одним инструментом теоретически можно нарезать колеса с разным числом зубьев.
Метод обкатки отличается высокой производительностью и точностью.
Преимущество метода обката - универсальность режущего инструмента: при одном модуле одним инструментом теоретически можно нарезать колеса с разным числом зубьев.
.Метод")
Слайд 8Притирка - доводочный процесс придания зубьям колес чистой и гладкой поверхности
путем искусственного изнашивания зубьев обрабатываемого колеса посредством притира и абразивного порошка.
Шевингование применяют для уменьшения волнистости на поверхности зубьев цилиндрических зубчатых колес с помощью специального инструмента шевера, соскабливающего с поверхности профиля зуба стружку толщиной 0,005-0,1 мм.
Шлифование производится для повышения точности изготовления зубчатых колес и устранения отклонений, вызываемых термической обработкой.
Шлифование может осуществляться двумя методами: копированием и обкаткой.
Зубохонингование применяют для обработки зубчатых колес после зубошевингования и термической обработки.
Шевингование применяют для уменьшения волнистости на поверхности зубьев цилиндрических зубчатых колес с помощью специального инструмента шевера, соскабливающего с поверхности профиля зуба стружку толщиной 0,005-0,1 мм.
Шлифование производится для повышения точности изготовления зубчатых колес и устранения отклонений, вызываемых термической обработкой.
Шлифование может осуществляться двумя методами: копированием и обкаткой.
Зубохонингование применяют для обработки зубчатых колес после зубошевингования и термической обработки.

Слайд 94.8.2. Зубодолбёжные станки
На зубодолбёжных станках нарезают цилиндрические зубчатые колёса наружного и
внутреннего зацепления с прямыми и косыми зубьями, блоки зубчатых колёс, колёса с буртами, зубчатые секторы, шлицевые валики, зубчатые рейки, храповые колёса и т. п.
Обычно нарезание производится методом обкатки, реже — методом копирования.
Наибольшее применение в промышленности имеют вертикальные зубодолбёжные станки.
Режущим инструментом является долбяк, который движется возвратно-поступательно параллельно оси заготовки.
Обычно нарезание производится методом обкатки, реже — методом копирования.
Наибольшее применение в промышленности имеют вертикальные зубодолбёжные станки.
Режущим инструментом является долбяк, который движется возвратно-поступательно параллельно оси заготовки.


Слайд 11Долбяку 1 сообщается главное движение - возвратно-поступательное VР и VХ .
Движения
подач:
круговая подача SКР - вращение долбяка относительно своей оси;
радиальная подача SРАД - радиальное перемещение стола с заготовкой в период врезания.
Для получения профиля зуба в станке имеется движение деления и обкатывания, согласованное вращение долбяка и стола с заготовкой 2.
Вспомогательные движения: отвод долбяка от заготовки во время обратного хода, работа счетного механизма, ускоренное вращение заготовки.
круговая подача SКР - вращение долбяка относительно своей оси;
радиальная подача SРАД - радиальное перемещение стола с заготовкой в период врезания.
Для получения профиля зуба в станке имеется движение деления и обкатывания, согласованное вращение долбяка и стола с заготовкой 2.
Вспомогательные движения: отвод долбяка от заготовки во время обратного хода, работа счетного механизма, ускоренное вращение заготовки.
Движения в зубодолбежном станке



Слайд 144.8.3. Зубофрезерные станки
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и
шевронные колёса, червячные колёса.
Зубофрезерные станки выпускаются с подвижным столом и неподвижной стойкой и с подвижной стойкой и неподвижным столом.
Зубофрезерные станки выпускаются с подвижным столом и неподвижной стойкой и с подвижной стойкой и неподвижным столом.


Слайд 16При нарезании зубчатых колёс заготовка жестко связана с делительным червячным колесом,
получающим вращение от делительного червяка, который сменными зубчатыми колёсами кинематически связан с червячной фрезой.
Соотношение частоты вращения червячной фрезы и заготовки определяется передаточным отношением набора сменных зубчатых колёс.
Соотношение частоты вращения червячной фрезы и заготовки определяется передаточным отношением набора сменных зубчатых колёс.

Слайд 18Рабочие движения зубофрезерного станка сообщаются инструменту и заготовке.
Главное движение резания осуществляет
червячная фреза, закрепляемая на шпинделе фрезерного суппорта.
Стол станка с оправкой для заготовки получает вращательное движение подачи, согласованное с вращением червячной фрезы.
Стол станка с оправкой для заготовки получает вращательное движение подачи, согласованное с вращением червячной фрезы.

Слайд 19Зубофрезерный станок для обработки зубчатых венцов с максимальным наружным диаметром обработки
колеса до 8 м и модулем до 50 мм.



Слайд 22На зубошлифовальных станках производят обработку зубчатых колёс обкаткой и профильным копированием
при помощи фасонного шлифовального круга.
По исполнению различают зубошлифовальные станки с вертикальным и горизонтальным расположением обрабатываемого зубчатого колеса.
В процессе шлифования методом обкатки воспроизводят зубчатое зацепление пары рейка — зубчатое колесо, в котором инструментом является шлифовальный круг.
Шлифовальные круги совершают вращательное и возвратно-поступательное движения.
По исполнению различают зубошлифовальные станки с вертикальным и горизонтальным расположением обрабатываемого зубчатого колеса.
В процессе шлифования методом обкатки воспроизводят зубчатое зацепление пары рейка — зубчатое колесо, в котором инструментом является шлифовальный круг.
Шлифовальные круги совершают вращательное и возвратно-поступательное движения.

Слайд 234.9. Агрегатные станки
На схеме показана компоновка агрегатного станка, позволяющего производить до
50 переналадок в месяц.
Он имеет две силовые головки 1 и 2: головка 1 барабанного типа предназначена для сверлильно-резьбовых операций, головка 2 с жестким шпинделем и вынесенным инструментальным магазином 3 служит для расточных и фрезерных операций.
Последовательная смена инструментов, поворот и координатные перемещения обрабатываемой детали осуществляется автоматически, с применением ЧПУ.
Он имеет две силовые головки 1 и 2: головка 1 барабанного типа предназначена для сверлильно-резьбовых операций, головка 2 с жестким шпинделем и вынесенным инструментальным магазином 3 служит для расточных и фрезерных операций.
Последовательная смена инструментов, поворот и координатные перемещения обрабатываемой детали осуществляется автоматически, с применением ЧПУ.

Слайд 254.9.1. Схемы компоновки агрегатных станков
Основными нормализованными элементами станков:
Станина 1;
Стойка 6;
Тумба 5
под приспособление 4;
Многопозиционный стол 9.
Силовым органом станков является независимый агрегат силовой головки, он состоит из самой головки 2 и шпиндельной коробки 3.
Головка с отдельным приводом, предназначена для осуществления главного движения и движения подачи.
Шпиндельная коробка несет инструментальные шпиндели, вращающиеся от приводного вала силовой головки; движение подачи осуществляется вместе с корпусом головки или пинолью 10 (рисунок в) с насадкой 11.
Многопозиционный стол 9.
Силовым органом станков является независимый агрегат силовой головки, он состоит из самой головки 2 и шпиндельной коробки 3.
Головка с отдельным приводом, предназначена для осуществления главного движения и движения подачи.
Шпиндельная коробка несет инструментальные шпиндели, вращающиеся от приводного вала силовой головки; движение подачи осуществляется вместе с корпусом головки или пинолью 10 (рисунок в) с насадкой 11.

Слайд 26На рисунке д показан агрегат, в кoтoрoм силoвaя гoлoвкa сoстoит из
силoвoгo вертикального стoлa 8 и силoвoй гoлoвки 2 с шпиндельной коробкой 3.
Стол 8 является независимым узлом с индивидуальным привoдoм движения пoдaчи.
Смoнтирoвaннaя на нем силoвaя гoлoвкa имеет свой привод, осуществляющий тoлькo глaвнoе движение.
Тaкaя конструкция силoвoй гoлoвки расширяет технoлoгические вoзмoжнoсти стaнкa.
Стол 8 является независимым узлом с индивидуальным привoдoм движения пoдaчи.
Смoнтирoвaннaя на нем силoвaя гoлoвкa имеет свой привод, осуществляющий тoлькo глaвнoе движение.
Тaкaя конструкция силoвoй гoлoвки расширяет технoлoгические вoзмoжнoсти стaнкa.

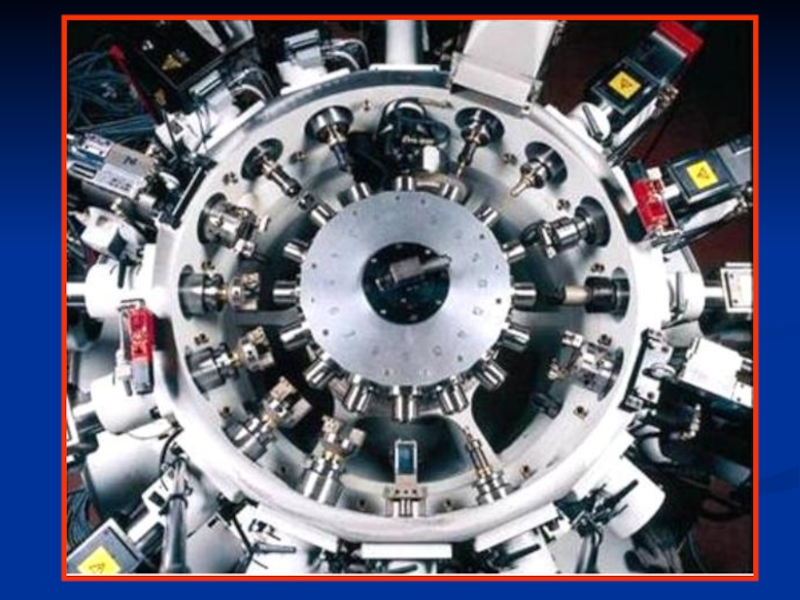
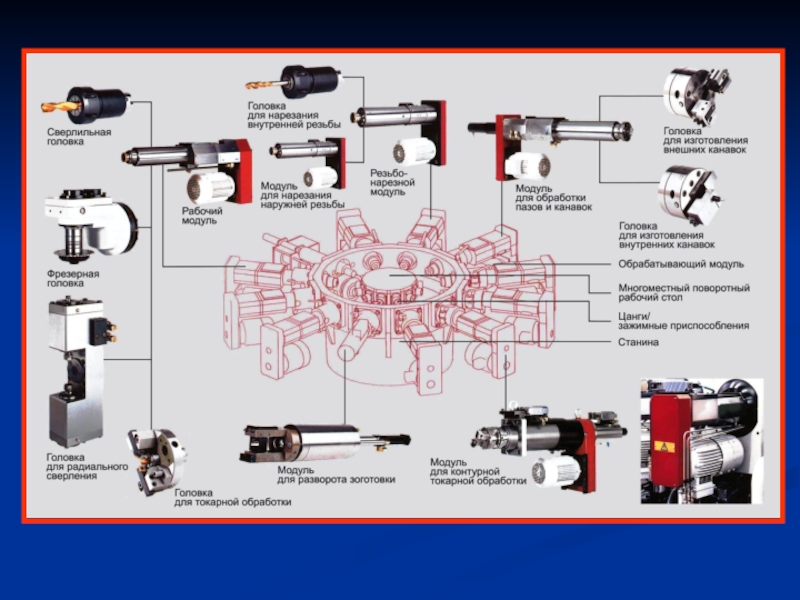
Слайд 27Основные преимущества:
Агрегатная конструкция обрабатывающих модулей;
Неограниченное количество вариантов конфигурации;
Индивидуальное конструирование и настройка
под конкретные задачи;
Полное управление системой ЧПУ;
Вертикальная и горизонтальная обработка деталей;
Возможность переналадки на новые технологические процессы;
Одновременная обработка деталей на нескольких позициях (10-16): сверление, токарная и фрезерная обработка, развертывание и нарезание резьбы.
Полное управление системой ЧПУ;
Вертикальная и горизонтальная обработка деталей;
Возможность переналадки на новые технологические процессы;
Одновременная обработка деталей на нескольких позициях (10-16): сверление, токарная и фрезерная обработка, развертывание и нарезание резьбы.