Enhanced structural refinement by combining phase transformation and plastic deformation in steels. Tsuji, Maki, Scripta Materialia, 2009, 60.
Nanostructural Engineering of Steel. Hodgson, Timokhinay, Beladiz, Sabirov, Pereloma . SimPro'08, Ranchi, India, 2008.
Phase transformations contributing to the properties of modern steels. Bhadeshia. Bulletin of Polish Ac. Of Sciencel. 2010, 58, No.2
Recent Trends in Producing Ultrafine Grained Steels. Halfa, Journal of Minerals and Materials Characterization and Engineering, 2014, 2, 428-469
Обзоры по методам получения УМЗ структур без привлечения ИПД:




 -прокатки:Последние этапы чистовой прокатки проводят при пониженных температурах (несколько выше Ar3) и")
 в легированной стали (Chen, 2008) Размер зерен феррита")
 (Hao, 2010) После аустенитизации при 950оС образцы деформируют")
 не изменяется с ростом температуры отпускаОтжиг,400 С1) Деформация при 850оС")


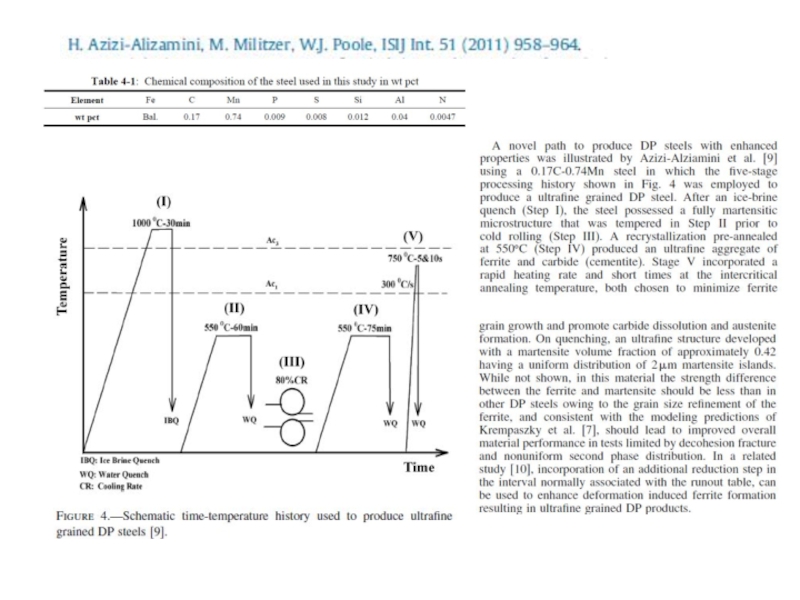
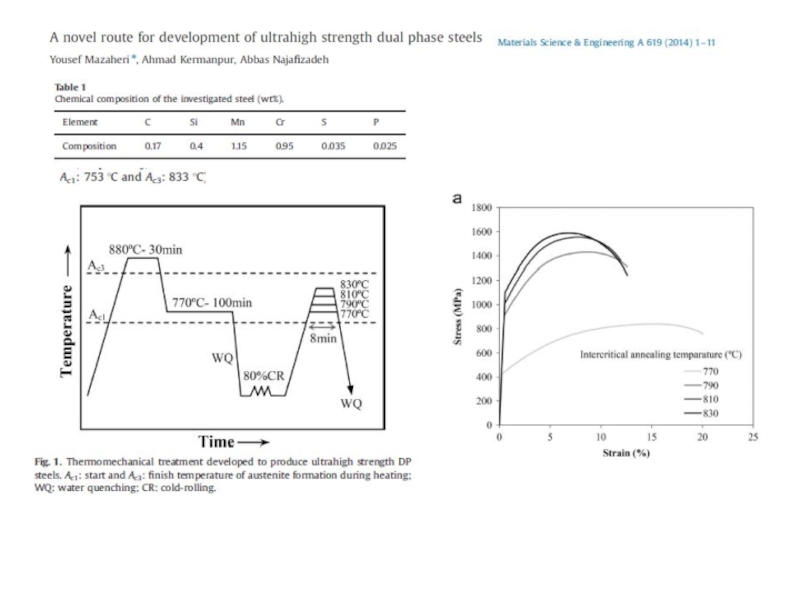
 Химический состав")



 Сплав: Fe–0.45C–0.25Si–1.5Mn–0.2CrTimeTemperatureМартенсит среднеуглеродистых сталей слишком хрупок")

; темные")


 после")

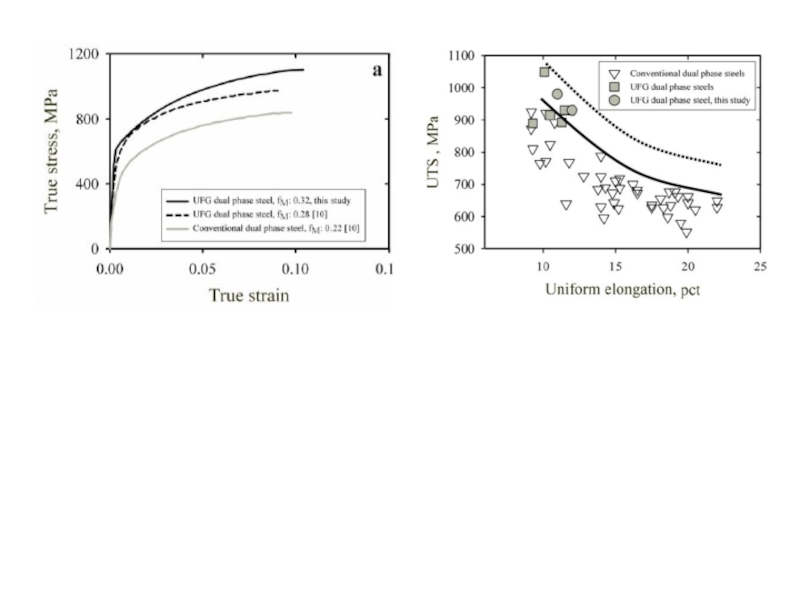
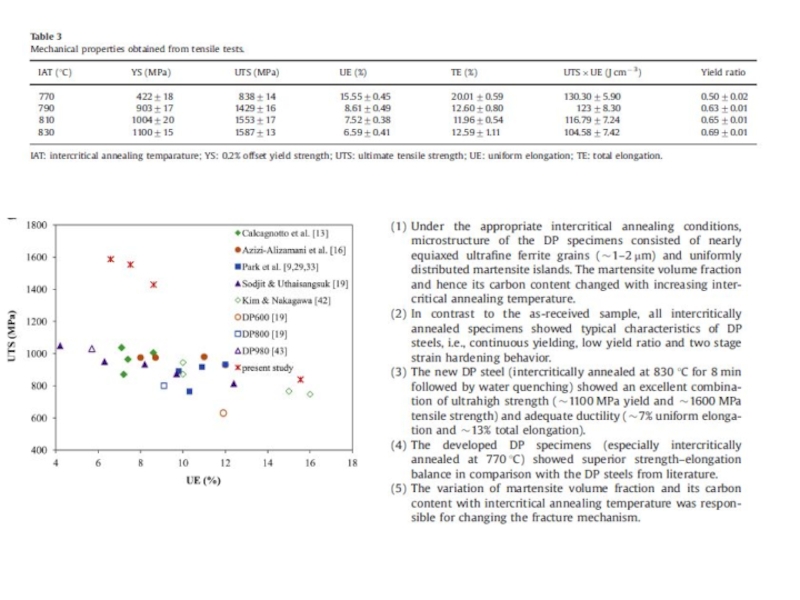
 Как указывалось, для получения высокого однородного удлинения требуется")
; очень высокая скорость деформационного упрочнения на")












 после аустенитизации; (B) после первой холодной прокатки;")