- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
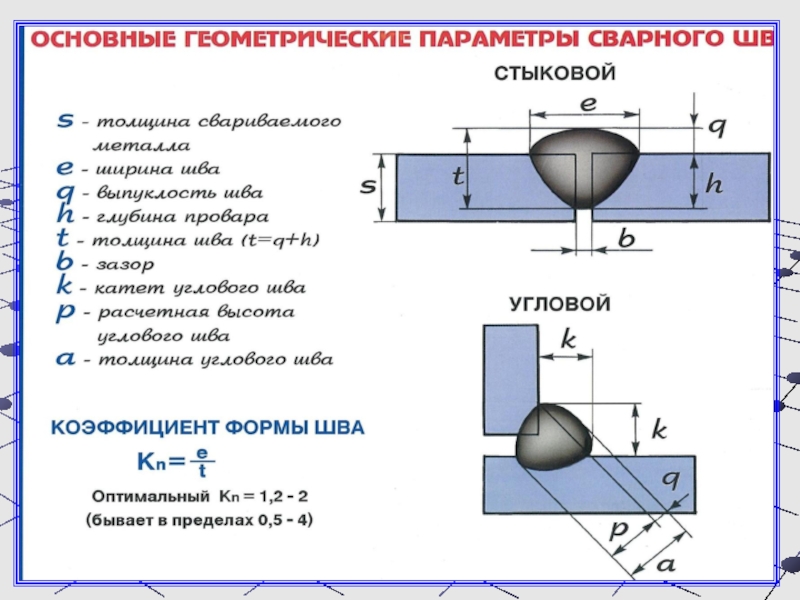
Виды опасно-технических устройств (ОТУ) презентация
Содержание
- 1. Виды опасно-технических устройств (ОТУ)
- 5. ПБ 03-273-99 ПРАВИЛА АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ
- 6. II уровень: специалисты, чьи письменные или устные
- 7. ТРЕБОВАНИЯ К ОБРАЗОВАНИЮ И ПОДГОТОВКЕ КАНДИДАТОВ НА АТТЕСТАЦИЮ
- 8. ТРЕБОВАНИЯ К СТАЖУ КАНДИДАТОВ НА АТТЕСТАЦИЮ
- 9. 5.5. Аттестация специалистов сварочного производства на II, III,
- 10. П 6.1. Аттестованные лица получают аттестационные удостоверения установленной
- 11. РД 03-495-02 ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
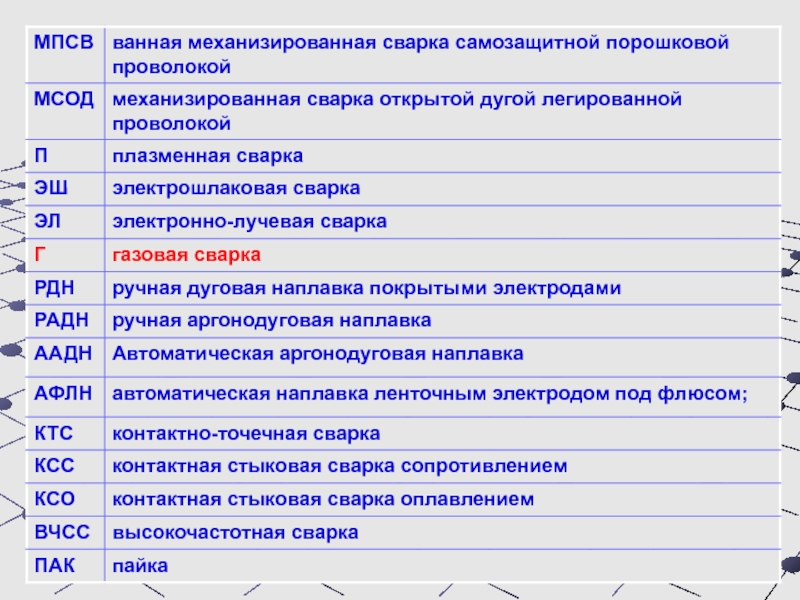
- 13. П 1.11.8 Условные обозначения положений сварки:
- 14. Типы соединений стыковые (С) тавровые (Т)
- 15. ВИДЫ СОЕДИНЕНИЙ ос (ss)
- 16. П. 1.12.3. Размеры деталей контрольных сварных соединений (КСС) Приложение 22 П 1.12.4. Количество контрольных сварных соединений
- 17. Методы контроля и испытаний контрольных сварных соединений
- 18. РД 03-606-03 ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ Нормативная документация (НД) по контролю
- 23. РУКОВОДЯЩИЕ ТЕХНИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ
- 24. Схема с основными (а) и подварочным (б)
- 25. Тавровые соединения стержней диаметрами 12-16 мм с
- 27. Нормативная документация по сварке (ГОСТы) ГОСТ 5264-80
- 28. ГОСТ 11534-75 Ручная дуговая сварка. Соединения
- 31. Классификация стали по структуре после нормализации стали
- 32. Стали: Перлитного класса – низко - и
- 33. Классификация стали по химическому составу
- 34. СТАЛЬ
- 35. Буквенные обозначения химических элементов, используемых как легирующие добавки
- 36. Значение буквы в конце обозначения стали
- 37. Сталь углеродистая обыкновенного качества ГОСТ 380-94
- 38. Показатели степени раскисления стали
- 39. Сталь углеродистая качественная конструкционная ГОСТ 1050-88
- 40. Сталь низколегированная конструкционная ГОСТ 19282-73
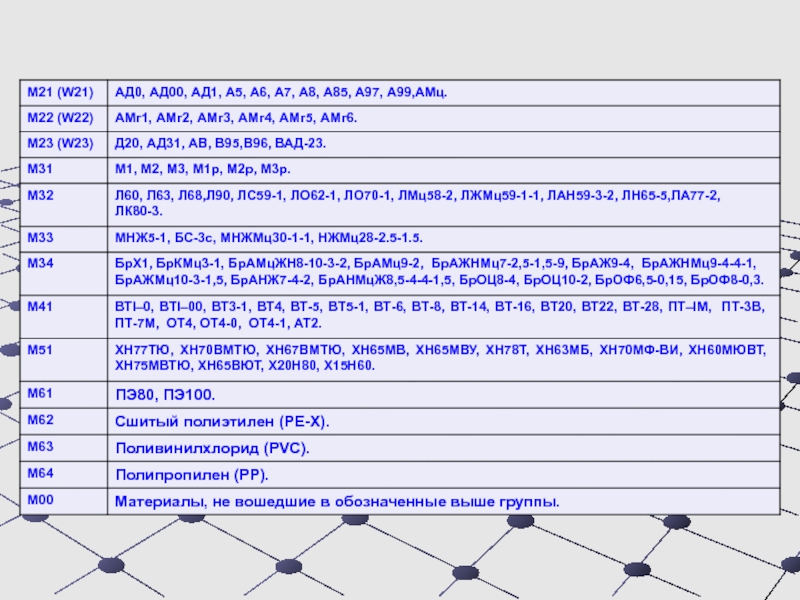
- 41. СТАЛИ ВЫСОКОЛЕГИРОВАННЫЕ ГОСТ 5632-72
- 42. СТАЛИ ДЛЯ ПРОИЗВОДСТВА КОТЛОВ И СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ ГОСТ 5520-79
- 43. Примеры расшифровки марок стали Сталь Ст3Гпс
- 44. Сварочные материалы Электроды для сварки Сварочная проволока Присадочная проволока Газы Флюсы
- 45. Нормативные документы на электроды
- 46. Классификация покрытых электродов
- 47. Классификация покрытых электродов для сварки
- 48. Классификация покрытых электродов для сварки по толщине покрытия
- 51. Газообразующие компоненты обеспечивают газовую защиту зоны сварки
- 52. Стабилизирующие компоненты обеспечивают стабильное горение дуги за
- 53. Некоторые особенности электродных покрытий Целлюлозное
- 54. Рутиловое покрытие (Р) Обладает хорошими технологическими свойствами
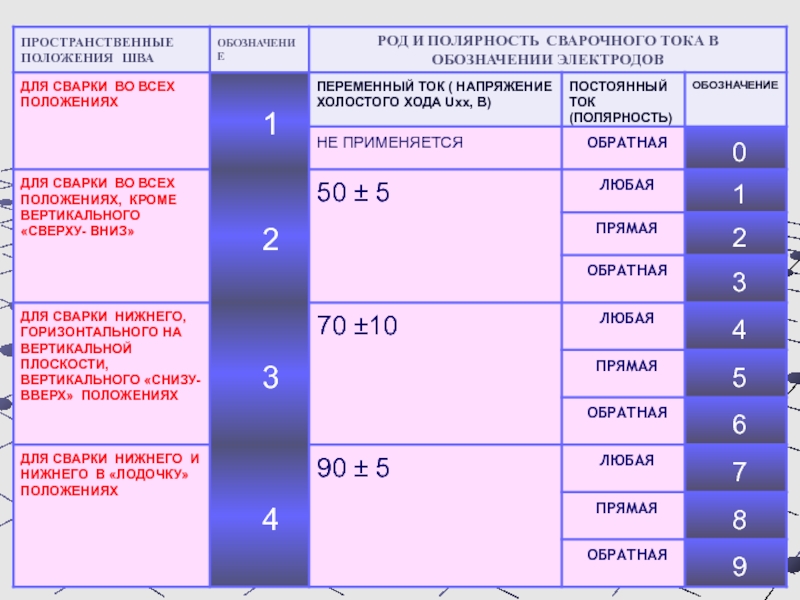
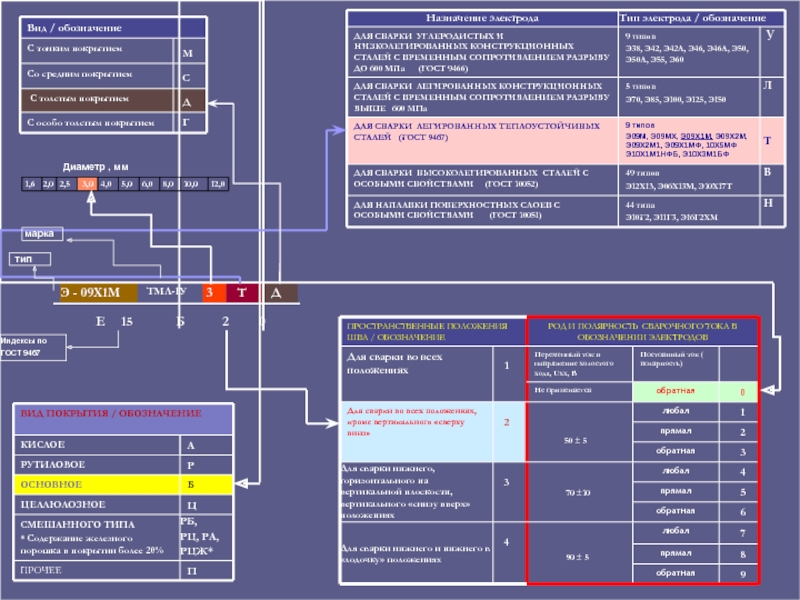
- 55. Структура условного обозначения электродов
- 57. Примеры расшифровки условного обозначения электродов
- 58. Проволока стальная сварочная ГОСТ 2246-70
- 60. Св-08 «Св»- сварочная, «08» -
- 61. Проволока стальная наплавочная ГОСТ10543-98 Пример обозначения
- 62. Проволока порошковая сварочная Состоит из
- 64. Проволока порошковая наплавочная ГОСТ26101-84 Пример обозначения
- 65. Присадочный материал Подается в сварочную ванну и
- 66. Электроды вольфрамовые ГОСТ 23949-80 ЭВЛ-2-150 ГОСТ
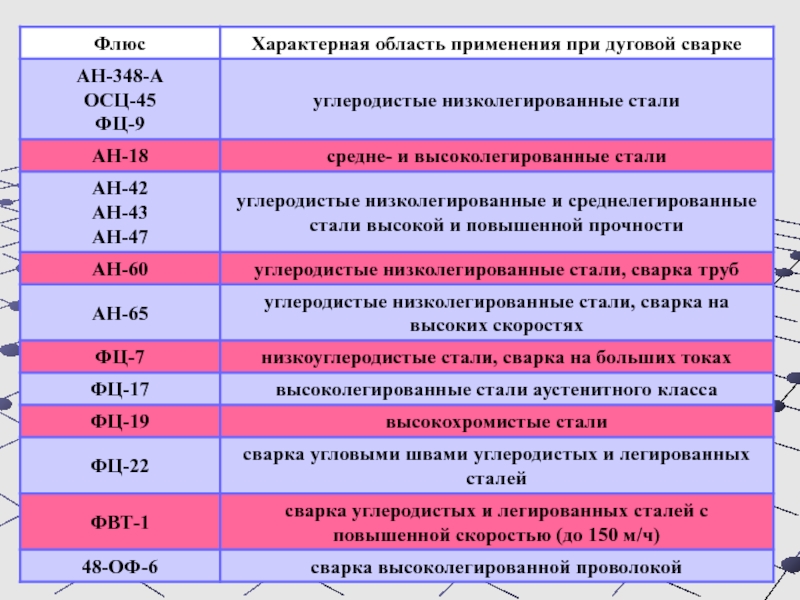
- 69. ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
- 71. Сварочное оборудование Оборудование для сварки включает
- 72. Сварочный преобразователь. Преобразует механическую энергию
- 73. Балластный реостат РБ -302СЭ Балластный реостат
- 74. ЧПР-315 (04) Урал Частотный постовой регулятор
- 75. Сварочный выпрямитель 70-315А, ПН-60%, 380В. для
- 76. ВДУ-500 Сварочный выпрямитель с универсальными характеристиками
- 79. ТДМ-501М Сварочный трансформатор (90-540 А), 380В или 220В, ПН-60%
- 80. АДД-2х2501 Агрегат сварочный 2 поста
- 81. ООО «Уральский завод Промэлектроники» Переносной портативный
- 82. Моноблочный сварочный аппарат для полуавтоматической сварки
- 85. V350-PRO - инверторный источник питания
- 86. Надежный инверторный сварочный аппарат нового поколения
- 87. Ranger 305D СЕ сварочный агрегат
- 88. Ranger 305D СЕ – универсальный дизельный сварочный агрегат
- 89. Idealarc® DC-1000 (Lincoln Electric) Универсальный
- 90. Tetrix 300 AC/DC Сварочный инверторный аппарат,
- 91. Сварка TIG переменным током алюминия и
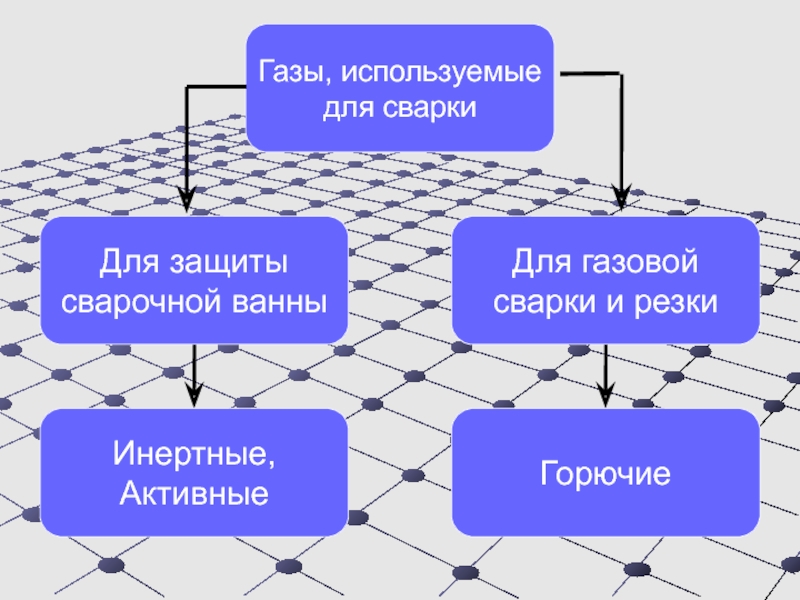
- 92. Оборудование для газовой сварки
- 93. При выборе сварочного оборудования учитывается: Вид сварки
- 94. Механическое оборудование Служит для размещения и закрепления
- 95. Ручной инструмент сварочного поста Машинка
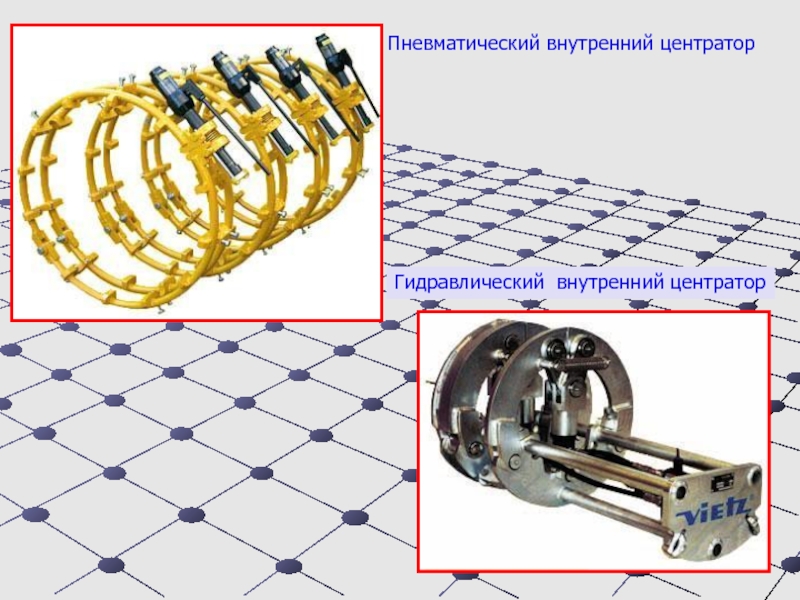
- 99. Центратор наружный Центратор внутренний Для труб большого диаметра
- 101. Позиционер с зажимным патроном
- 102. Альбом дефектов Причины появления трещин: напряжения
- 103. Причины появления свища: плохая подготовка сварных
- 104. Причины появления дефектов формирования сварного шва
- 105. Причины появления шлаковых включений: завышение скорости сварки;
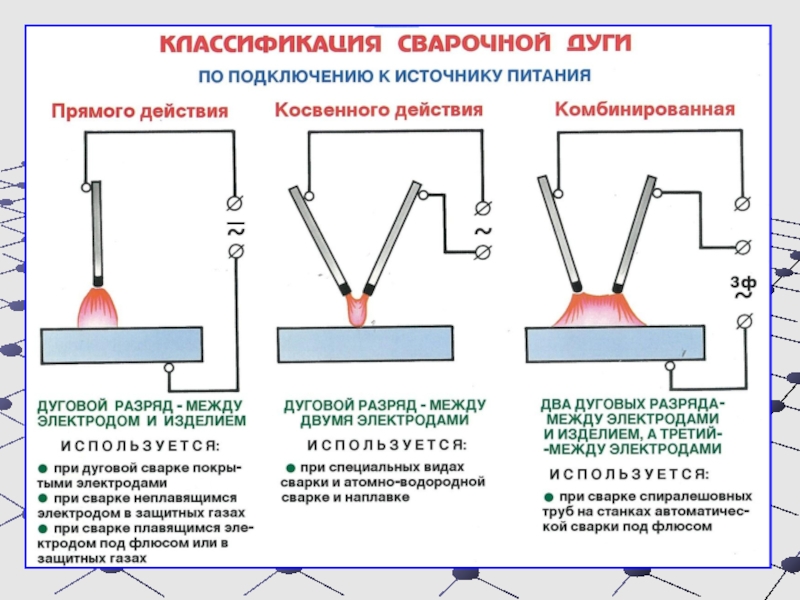
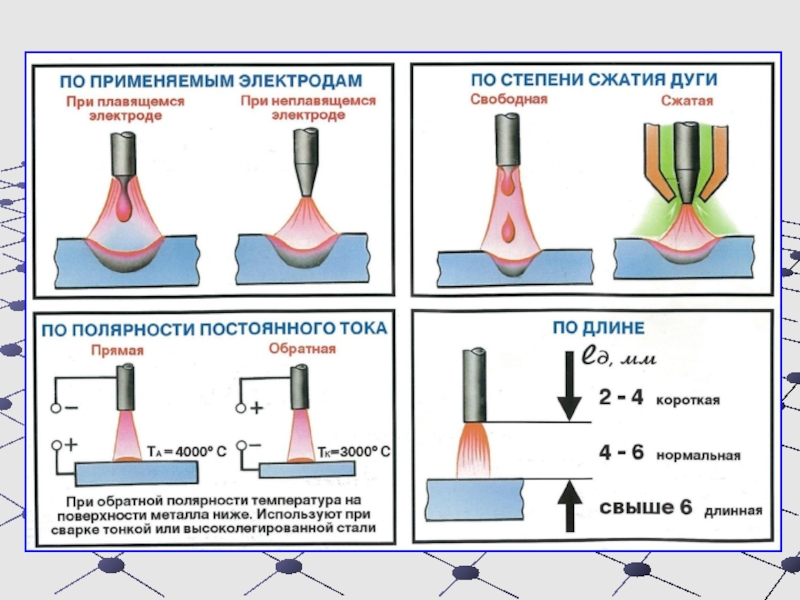
- 107. Анодное пятно. Та = 40000С Катодное
- 110. Магнитное дутье и методы его предотвращения
- 111. 2. Наличие ферромагнитных масс в близи сварки
- 122. Свариваемость – это свойство металла или сочетания
- 124. Хорошая свариваемость. Без ограничений, в широком диапазоне
- 126. Деформация – изменение геометрических размеров изделия.
- 127. Деформации от продольной усадки: Деформации от поперечной усадки:
- 128. Методы предупреждения и устранения деформаций. Правильно подбирать
- 129. Способ уравновешивания деформаций. Достигается с помощью
- 130. Схема сварки Принцип определенной очередности и направленности
- 133. Маршрутный технологический процесс Перечень и последовательность технологических
- 134. 6. Сварка. указать параметры сварки
- 135. Требования к прихваткам Прихватка - это процесс
- 136. Требования к подогреву Необходимость подогрева зависит от химической, технологической свариваемости материала, сложности конструкции.
")
Слайд 5ПБ 03-273-99
ПРАВИЛА
АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ
СВАРОЧНОГО ПРОИЗВОДСТВА
САСв - Система аттестации сварщиков и
Правила аттестации сварщиков и специалистов сварочного производства устанавливают:
уровни профессиональной подготовки
требования к образованию
требования к предварительной подготовке
права
порядок аттестации сварщиков и специалистов сварочного производства,
занятых на работах по изготовлению, реконструкции, монтажу и ремонту
оборудования и объектов, надзор за которыми осуществляет Госгортехнадзор России.
П 1.5. САСв устанавливает четыре уровня профессиональной подготовки:
I уровень – аттестованный сварщик;
II уровень – аттестованный мастер-сварщик;
III уровень – аттестованный технолог-сварщик;
IV уровень – аттестованный инженер-сварщик

Слайд 6II уровень: специалисты, чьи письменные или устные указания являются обязательными для
III уровень: специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающих выполнение сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (начальники отделов, лабораторий, секторов, технических бюро ,руководители рабочих групп и т.п.);
IV уровень: специалисты, являющиеся руководителями службы сварки предприятия (организации), чья подпись необходима и достаточна для утверждения руководством предприятия (организации) руководящих и нормативных документов по выполнению всех видов сварочных работ(главные сварщики, их заместители и т.п.)


Слайд 8 ТРЕБОВАНИЯ К СТАЖУ КАНДИДАТОВ НА АТТЕСТАЦИЮ
(- ) Кандидат не может
 Кандидат не может быть аттестован на соответствующий уровень")
Слайд 95.5. Аттестация специалистов сварочного производства на II, III, и IV уровни подразделяется
первичную, дополнительную, периодическую и внеочередную.
5.6. Первичную аттестацию проходят специалисты сварочного производства перед их допуском к работам, указанным в п. 5.2.
Первичной считается аттестация, проводимая впервые в соответствии с требованиями настоящих Правил.
5.7. Дополнительную аттестацию проходят специалисты сварочного производства, прошедшие первичную аттестацию в случаях:
допуска к видам производственной деятельности, не указанным в их аттестационных удостоверениях;
при введении в действие новых нормативных документов Госгортехнадзора России;
при перерыве в работе по специальности свыше одного года.
5.8. Периодическую аттестацию проходят специалисты сварочного производства в целях продления срока действия их аттестационных удостоверений на выполнение соответствующих видов производственной деятельности.
5.9. Внеочередную аттестацию проходят специалисты сварочного производства перед их допуском к работам после отстранения от выполнения видов работ, указанных в их аттестационных удостоверениях, по требованию работодателя или представителей Госгортехнадзора России в соответствии с действующим законодательством.

Слайд 10П 6.1. Аттестованные лица получают аттестационные удостоверения установленной формы.
Срок действия удостоверения при
для сварщиков – 2 года,
для специалистов сварочного производства
II и III уровней – 3 года,
IV уровня – 5 лет.

Слайд 11РД 03-495-02
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА


Слайд 14Типы соединений
стыковые (С) тавровые (Т) нахлесточные (Н) угловые (У)
Типы швов
стыковой (СШ) угловой (УШ)
Виды деталей
листы - Л (Р)
трубы - Т (Т)
стержни - С (S)
Сочетания (Л+Т, Л+С, Т+С)
 тавровые (Т) нахлесточные (Н) угловые (У) Типы швов стыковой (СШ)")
Слайд 15ВИДЫ СОЕДИНЕНИЙ
ос (ss) с одной стороны (односторонняя сварка)
дс (bs) с двух сторон (двусторонняя сварка);
сп (mb) на съемной или остающейся подкладке, подкладном кольце
бп (nb) без подкладки (на весу)
зк (gg ) с зачисткой корня шва,
бз (ng) без зачистки корня шва
гз (gb) с газовой защитой корня шва (поддувом газа)
иф в съемных или подвижных инвентарных формах
сн в стальных остающихся скобах-накладках;
кф в комбинированных формирующих элементах
сп(mb) паяные соединения на остающейся подкладке, подкладном кольце
бп(nb) без подкладки на весу
 с одной стороны (односторонняя сварка) дс (bs) с двух")
Слайд 16П. 1.12.3. Размеры деталей контрольных сварных соединений (КСС)
Приложение 22
П 1.12.4. Количество контрольных сварных
Приложение 22П 1.12.4. Количество контрольных сварных соединений")
Слайд 17Методы контроля и испытаний контрольных сварных соединений и наплавок
* - контроль является обязательным, с учетом примечания;
** - для сварных соединений из полимерных материалов не применяют;
— - контроль не является обязательным.
П1.13.3

Слайд 18РД 03-606-03 ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
Нормативная документация (НД) по
 по контролю")
Слайд 23РУКОВОДЯЩИЕ ТЕХНИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И
Конструкции тавровых соединений, выполняемых механизированной сваркой в среде СО2 в сквозное отверстие (а) и цекованное отверстие (б) (соответственно типа Т10-Мс и Т11-Мц)

Слайд 24Схема с основными (а) и подварочным (б) швами в тавровом соединении
4 - мундштук; 5 - сварочная проволока
 и подварочным (б) швами в тавровом соединении стержней диаметром 12-16 мм")
Слайд 25Тавровые соединения стержней диаметрами 12-16 мм с пластиной должны выполняться в
1) наплавить основной шов (а). При этом конец электродной проволоки следует перемещать по кругу вдоль стенки отверстия в пластине закладного изделия. Наплавка основного шва заканчивается после полного заполнения отверстия;
2) наложить подварочный кольцевой однопроходный шов (б), Для этого следует возбудить дугу на пластине в 5-7 мм от отверстия . Затем конец электродной проволоки перемещают вокруг стержня на расстояние 1-2 мм от кромки отверстия. Сварку следует закончить после перекрытия начала шва и вывода дуги на пластину по касательной на расстояние 10-15 мм.
 наплавить основной")
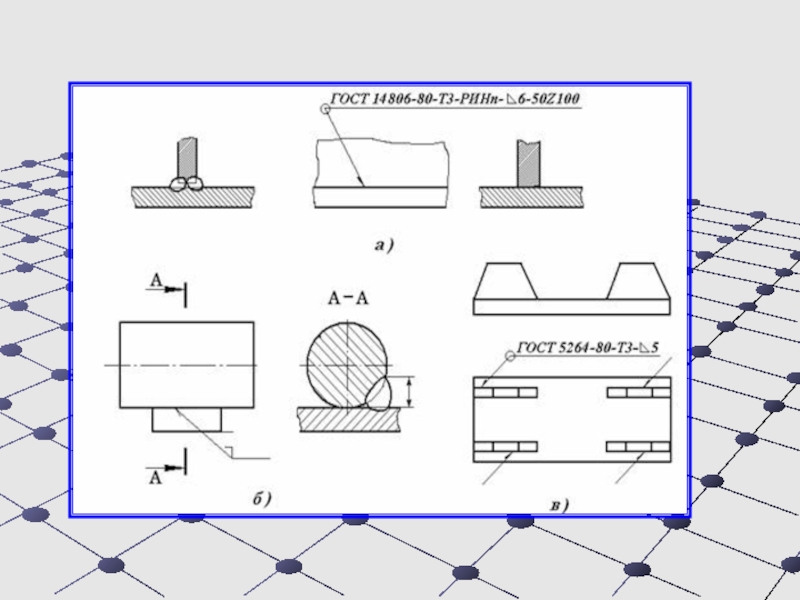
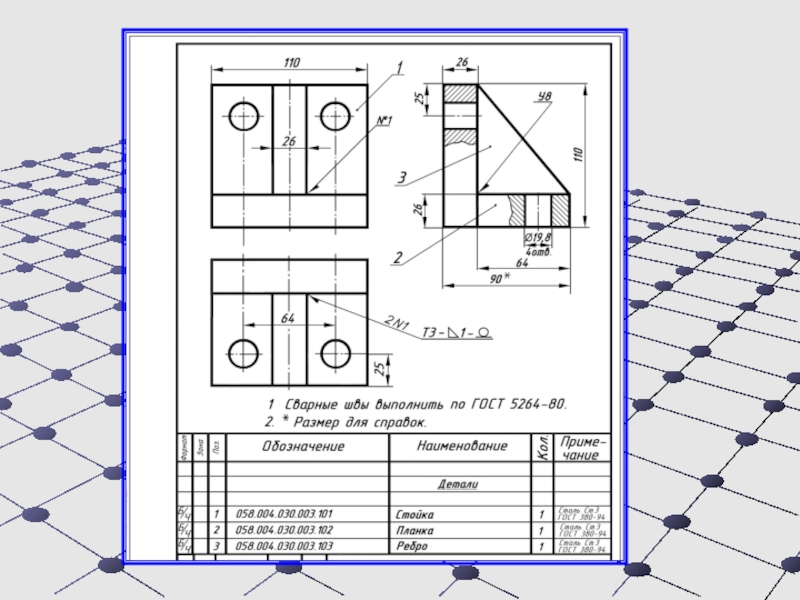
Слайд 27Нормативная документация по сварке (ГОСТы)
ГОСТ 5264-80
Ручная дуговая сварка. Соединения сварные.
ГОСТ 14771-76
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 16037-80
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
ГОСТ 10922-90
Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14098-91
Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры.
ГОСТ 8713-79
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы")
Слайд 28ГОСТ 11534-75
Ручная дуговая сварка. Соединения сварные под острыми и тупыми
ГОСТ 16038-80
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры.
ГОСТ 23518-79
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры

Слайд 31Классификация стали по структуре после нормализации стали
Феррит => мягкий, пластичный
Мартенсит => твердый, высокопрочный
Перлит => свойства зависят от формы и размеров цементита
Классы:
1. перлитный
2. мартенситный
3. аустенитный
4. ферритный
Структурные составляющие:

Слайд 32Стали:
Перлитного класса – низко - и среднелегированные, хорошо подвергаются обработке, большая
Мартенситного класса – высоколегированные, обладают высокой твердостью и прочностью, трудно обрабатываются и свариваются.
Аустенитного класса – средне- и высоколегированные, обладают высокими свойствами прочности, вязкости, пластичности, сопротивлению коррозии, износостойкости, жаропрочности и др.
Ферритного класса – высоколегированные, с низким содержанием углерода.











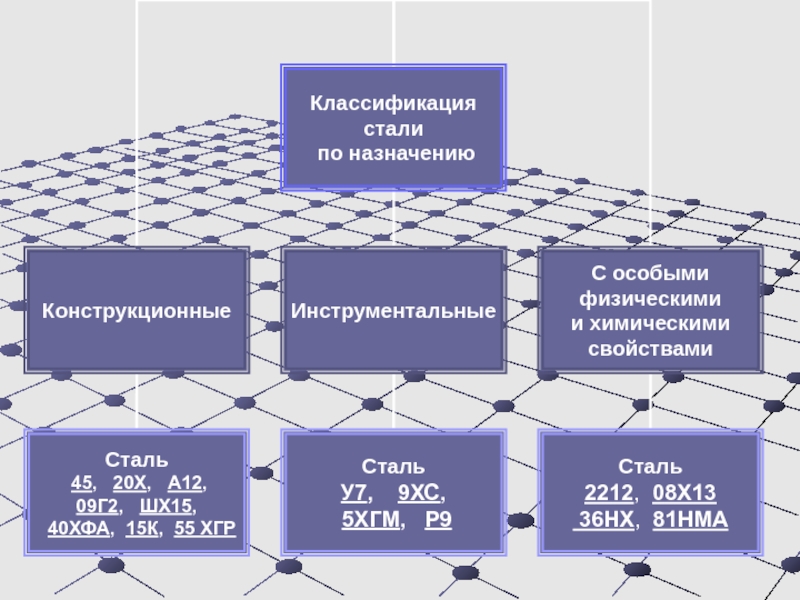
Слайд 43Примеры расшифровки марок стали
Сталь Ст3Гпс
3- условный порядковый номер
Г - с повышенным содержанием марганца,
пс – полуспокойная
Сталь 25 сталь качественная конструкционная
0,25 % углерода
Сталь 45Х сталь качественная конструкционная
0,45 % углерода
1 % хрома
Сталь 22К сталь котельная (конструкционная теплоустойчивая)
0,22 % углерода
Сталь 12Х18Н10Т сталь высоколегированная
0,12 % углерода
18% хрома
10% никеля
до 1,5% титана
Сталь 15Х1М1Ф-ЦЛ сталь низколегированная теплоустойчивая
0,15 % углерода
1% хрома, молибдена, ванадия
Получена центробежным литьём






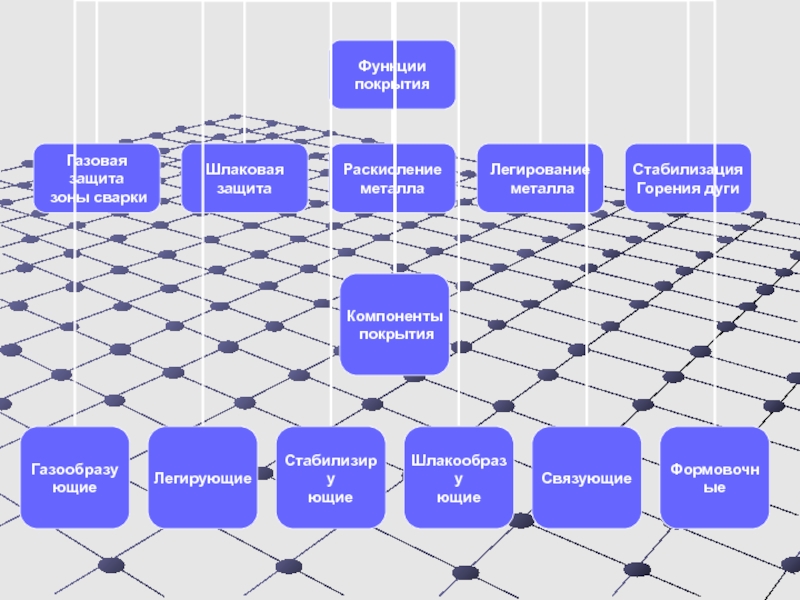
Слайд 51Газообразующие компоненты обеспечивают газовую защиту зоны сварки от воздуха. При нагревании
Шлакообразующие компоненты обеспечивают шлаковую защиту расплавленного и кристаллизующегося металла от воздуха. При расплавлении они образуют шлак, который всплывает на поверхность сварочной ванны. Шлаком также покрыты капли электродного металла. Шлакообразующие компоненты (кислые окислы SiO2, TiO2, Al2O3; основные окислы CaO, MnO, MgO; галогены CaF2) содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
Раскисляющие компоненты удаляют кислород путем связывания его и образования оксидов, нерастворимых в металле и всплывающих в шлак. К ним относятся железосодержащие соединения - ферромарганец, ферротитан и ферросилиций.

Слайд 52Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них
Легирующие компоненты придают металлу шва дополнительные свойства, например, повышенную прочность, коррозионную стойкость и др. Добавляются в покрытие в виде железосодержащих сплавов - феррохрома, ферротитана, феррованадия. Основным способом легирования металла шва является легирование через стержень электрода, дополнительным - через покрытие.
Связующие компоненты связывают порошковые материалы покрытия в однородную массу. Чаще всего в качестве связующих используется натриевое (Na2Si02) или калиевое (K2Si02) жидкое стекло. После высыхания оно цементирует покрытие. Для улучшения формовочных свойств покрытия в его состав вводятся пластификаторы - бентонит, каолин, декстрин, слюда.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.

Слайд 53Некоторые особенности электродных покрытий
Целлюлозное покрытие (Ц)
Это покрытие при расплавлении выделяет
Основное покрытие (Б)
Отличается эффективным раскислением (низкое содержание кислорода в металле шва) и легированием наплавленного металла. Позволяет получить качественный шов. Электроды с этим покрытием наиболее пригодны для сварки жестких конструкций, выполнения многослойных швов большой толщины. Применяются для сварки трубопроводов, сосудов , работающих под давлением. Характерна низкая стабильность горения дуги. Сварку выполняют во всех пространственных положениях на постоянном токе обратной полярности короткой дугой (2÷3 мм).
 Это покрытие при расплавлении выделяет главным образом много")
Слайд 54Рутиловое покрытие (Р)
Обладает хорошими технологическими свойствами - обеспечивает легкость зажигания
Кислое покрытие (А)
Кислые электродные покрытия сварочных электродов выделяют много вредных примесей. В основном, их применяют при сварке небольших неответственных конструкций из малоуглеродистых сталей. Вязкость и пластичность наплавленного металла невысоки. Сварку можно выполнять постоянным и переменным током.
Обладает хорошими технологическими свойствами - обеспечивает легкость зажигания и хорошую стабильность горения дуги")




Слайд 60Св-08 «Св»- сварочная, «08» - 0,08 %
Св-08А «Св» - сварочная, «08»- 0,08 % углерода, «А» - повышенная чистота по содержанию серы и фосфора. Примечание. «АА» - еще более низкое содержание серы (S) и фосфора (P).
2-Св-08ГА диаметр 2мм, сварочная проволока, 0,08 % углерода, марганца до 2%, низкое содержание серы и фосфора
2-Св-06Х19Н9Т диаметр 2мм, сварочная проволока, 0,06 % углерода, хрома 19%, никеля 9%, титана 1%
Расшифровка обозначения сварочной проволоки

Слайд 61Проволока стальная наплавочная ГОСТ10543-98
Пример обозначения
3Нп-30ХГСА ГОСТ10543-98
Наплавочная стальная проволока марки
Нп-30ХГСА, диаметром

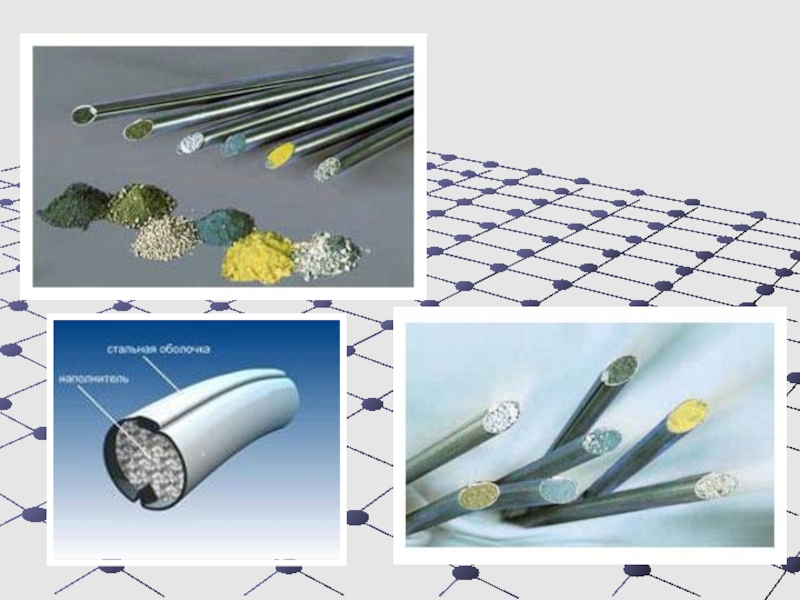
Слайд 62Проволока порошковая сварочная
Состоит из оболочки и порошка-наполнителя. Выпускается в
ГОСТ 26271-84 «Проволока порошковая сварочная для углеродистых и низколегированных сталей».
Подразделяется на:
Газозащитную – для сварки в среде защитных газов (или под флюсом)
Самозащитную – для сварки без дополнительной защиты

Слайд 64Проволока порошковая наплавочная ГОСТ26101-84
Пример обозначения
ПП-Нп-30Х5Г2СМ-Т-С-2,6 ГОСТ26101-84
Наплавочная порошковая проволока марки ПП-Нп-30Х5Г2СМ, трубчатая

Слайд 65Присадочный материал
Подается в сварочную ванну и служит для формирования металла шва
В качестве ПМ используется сварочная проволока, пруток, лента, нарезанный «лапшой» лист. Химический состав присадка должен соответствовать химсоставу основного металла.

Слайд 66Электроды вольфрамовые ГОСТ 23949-80
ЭВЛ-2-150 ГОСТ 23949-80
Электрод вольфрамовый марки ЭВЛ, диаметром
Пример обозначения


Слайд 69ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
Флюсы
Обеспечивает:
Защиту сварочной ванны от
Формирование шва,
Химический состав шва,
Механические свойства шва,
Качество шва,
Устойчивость процесса
Сварочный флюс – гранулированный порошок размером зерна От 0,25 до 4 мм
По способу производства – плавленые и керамические
По химическому составу – оксидные , солевые, смешанные

Слайд 71Сварочное оборудование
Оборудование для сварки включает в себя :
Энергетическое – источники
Технологическое – механизмы подачи
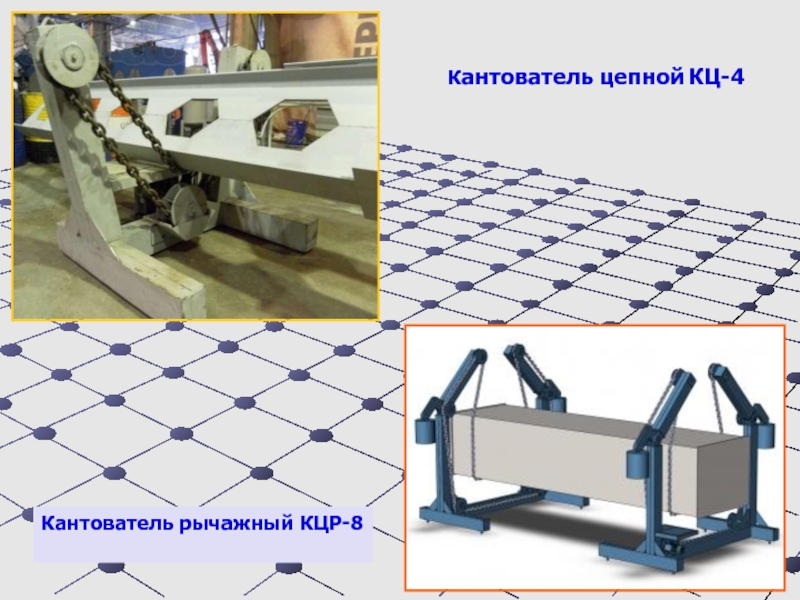
Механическое оборудование –
стенды, кантователи, вращатели
Газовое – баллоны
Флюсовое
Система управления сварочным процессом.

Слайд 72Сварочный преобразователь.
Преобразует механическую энергию электродвигателя в электрическую
напряжением и
Сварочный агрегат.
Преобразует механическую энергию двигателя внутреннего сгорания
(бензинового или дизельного) в электрическую напряжением и
диапазоном токов, необходимым для сварки.
Трансформатор.
Преобразует ток переменный промышленной частоты в ток
необходимый для сварки.
Сварочный выпрямитель.
Преобразует переменный ток промышленной частоты в постоянный.
Конструктивно состоит из трансформатора и выпрямительного блока.
Инверторные источники питания
Преобразуют переменное напряжение сети в напряжение и ток для сварки
с промежуточной стадией высокочастотного преобразования.
Может быть универсальным по роду тока

Слайд 73Балластный реостат РБ -302СЭ
Балластный реостат –
Формирует падающую вольтамперную характеристику
источника питания.
Применяется при использовании многопостового источника питания
постоянного тока.
Дроссель - индуктивная катушка – служит для снижения разбрызгивания
Осциллятор - применяется с целью пробоя дугового промежутка и облегчения
зажигания дуги

Слайд 74ЧПР-315 (04) Урал
Частотный постовой регулятор сварочного тока,
(40-315А, ПН-100%) микропроцессорное
предварительная настройка сварочного тока, вес 11,5 кг.
Предназначен для регулирования сварочного тока одного поста ручной
дуговой сварки в многопостовой системе, работающей
от многопостового источника постоянного тока (типа ВДМ) взамен балластного реостата.
 Урал Частотный постовой регулятор сварочного тока, (40-315А, ПН-100%) микропроцессорное управление, предварительная настройка сварочного")
Слайд 75Сварочный выпрямитель
70-315А, ПН-60%, 380В.
для питания одного сварочного поста при ручной

Слайд 76ВДУ-500 Сварочный выпрямитель
с универсальными характеристиками
500А, ПН-100%
Сварочный полуавтомат
30-500А, ПН-100%,


, 380В или 220В, ПН-60%")

Слайд 81 ООО «Уральский завод Промэлектроники»
Переносной портативный сварочный выпрямитель инверторного типа
Сварочный выпрямитель

Слайд 82Моноблочный сварочный аппарат для полуавтоматической сварки
в среде СО2 и смесях
Kempact
Аппарат функционален, эргономичен. Источник питания- инверторного типа. Обладает синергетическими свойствами.




Слайд 86
Надежный инверторный сварочный аппарат нового поколения
Модель V350-PRO - наиболее мощный портативный
Высокие сварочно-технологические характеристики позволяют осуществлять ручную дуговую, аргоно-дуговую и полуавтоматическую сварку.
Данная модель легко подключается к механизму подачи и оснащена цифровым дисплеем панели управления.
В стандартной комплектации аппарат оснащен функциями регулировки индуктивности и "Форсирования дуги" (Arc Force).


Слайд 88Ranger 305D СЕ – универсальный дизельный сварочный агрегат постоянного тока на 300
Аппарат обеспечивает отличные характеристики дуги при сварке методом MMA (традиционная сварка и сварка труб), TIG, MIG/MAG и при воздушно-дуговой строжке угольным электродом. Ranger имеет хорошо изолированный корпус, защищающий 45-литровый топливный бак и дизельный двигатель Kubota 18,8 HP D722 с жидкостным охлаждением. Вспомогательная сеть питания 230В/1 фаза и 400 В/3 фазы, мощность 8кВт позволяет использовать Ranger 305D для профессиональной сварки с высокими требованиями к качеству.

Слайд 89Idealarc® DC-1000 (Lincoln Electric)
Универсальный источник сварочного тока для полуавтоматической
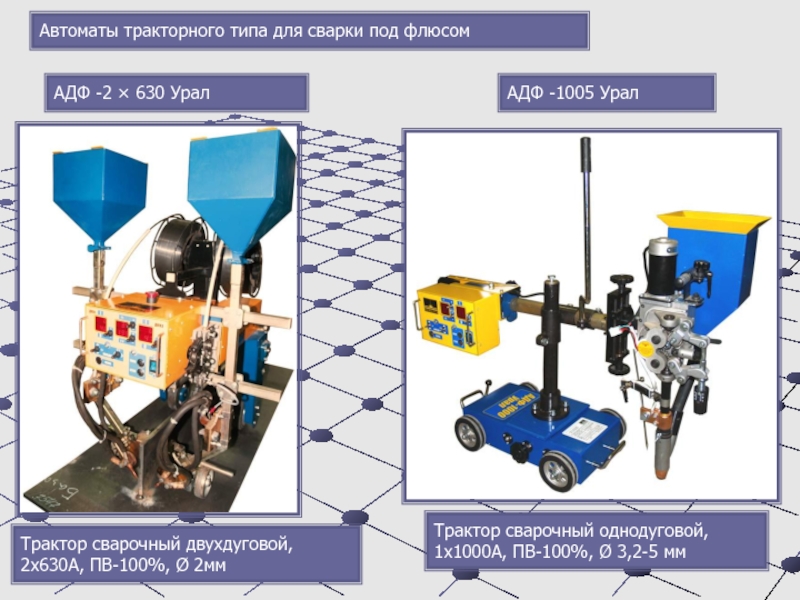
Сварочный трактор для автоматической сварки под флюсом LT-7
В качестве механизма подачи для проведения автоматической сварки, рекомендуется трактор LT-7
Диапазон сварочного тока, А 150-1300
 Универсальный источник сварочного тока для полуавтоматической и автоматической сварки под флюсом")
Слайд 90Tetrix 300 AC/DC
Сварочный инверторный аппарат, переменный, постоянный ток до 300

Слайд 91 Сварка TIG переменным током алюминия и его сплавов
Сварка
Ручная сварка штучными электродами (постоянным током) с рутиловым и основным покрытием: углеродистая, низколегированная и высоколегированная сталь
Производственные и ремонтные работы, металлоконструкции, строительство, пищевая и химическая промышленность, производство трубопроводов, емкостей и аппаратов, машино-, приборо- и станкостроение и т. д.
Область применения Tetrix 300 AC/DC
")

Слайд 93При выборе сварочного оборудования учитывается:
Вид сварки
Используемый род тока
Условия сварки
Необходимая мощность
Количество постов
Конфигурация

Слайд 94Механическое оборудование
Служит для размещения и закрепления на них свариваемых изделий, установки
Стенды
Кантователи
Вращатели
Манипуляторы
Позиционеры
Центраторы
Кондукторы
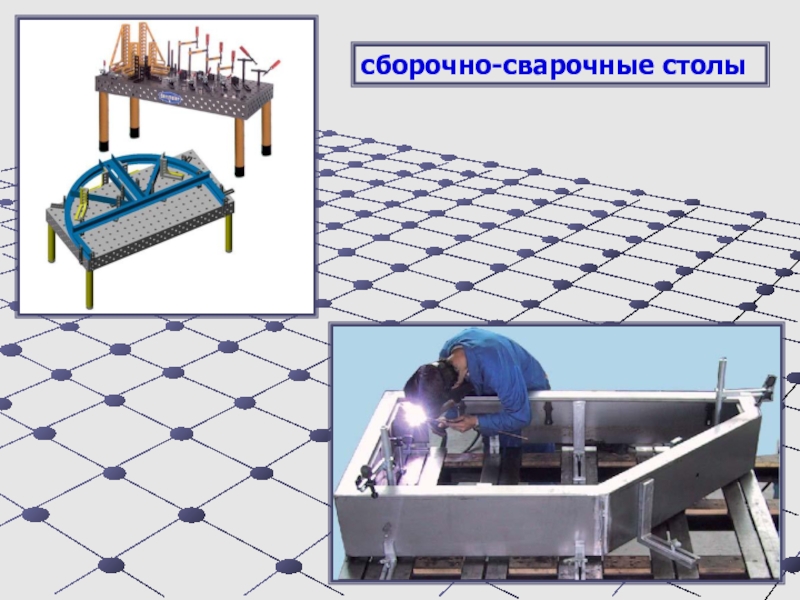
Столы
Сборочно-сварочные

Слайд 95Ручной инструмент сварочного поста
Машинка шлифовальная УШМ-230
Молоток
Зубило
Набор шаблонов /ШС-2/
Метр, отвес, угольник, стальная линейка, чертилка;
Стальное клеймо
Пассатижи




Слайд 102Альбом дефектов
Причины появления трещин:
напряжения высокой концентрации
большое количество вредных примесей
жесткое закрепление свариваемых
наличие элементов с низкой температурой затвердевания
нарушение разработанной технологии сварки;
несоответствие применяемых сварочных материалов;
склонность свариваемого металла к закалке;
высокие скорости охлаждения сварного соединения;
сварка изделия при низкой температуре.
Причина появления кратерной трещины — напряжения при резком охлаждении.
Причины появления Кратера- резкий обрыв сварочной дуги
Причины появления пор:
Наличие влаги в сварочных материалах;
Неправильный выбор сварочных материалов
Повышенное содержание углерода в основном металле;
Плохая подготовка кромок под сварку (наличие ржавчины, масла, краски и др. загрязнений);
Завышение скорости сварки

Слайд 103Причины появления свища:
плохая подготовка сварных кромок под сварку (наличие ржавчины,
большая амплитуда колебаний электрода
перегрев основного металла
Причины появления подреза:
низкая квалификация сварщика (неправильные поперечные движения концом электрода);
смещение электрода в сторону вертикальной стенки при сварке углового шва (подрез вертикальной стенки);
высокая мощность сварочной дуги;
Причины появления прожога:
завышенный сварочный ток;
малое притупление свариваемых кромок;
неравномерный зазор по длине между свариваемых кромок;
малая скорость сварки;
неравномерная величина притупления кромок по длине стыка.
Причины появления наплыва
Завышенный сварочный ток
Неправильное положение электрода
Большой угол наклона электрода
")
Слайд 104
Причины появления дефектов формирования сварного шва
неправильный выбор режима сварки;
в результате
из-за низкого качества сборки узла.
Причины появления брызг металла:
завышенный сварочный ток;
большая длина сварочной дуги;
магнитное дутье;
некачественно изготовленный электрод .
Причины появления непровара :
заниженный зазор между свариваемыми кромками;
завышенное притупление кромок;
малый угол скоса кромок;
завышение скорости сварки;
смещение электрода с оси стыка;
недостаточная сила сварочного тока;
неравномерная величина притупления кромок по длине стыка;
новые валики (или слои) выполняются по слою предыдущего металла с не удаленным сварочным шлаком при многослойной сварке;
недостаточно точное направление электрода относительно предыдущего валика (или слоя) при многослойной сварке;
блуждание сварочной дуги (магнитное дутье).

Слайд 105Причины появления шлаковых включений:
завышение скорости сварки;
плохая подготовка кромок под сварку;
плохо отбита
большая длина сварочной дуги.
Причины появления вогнутости корня шва:
завышенный зазор между свариваемыми кромками;
недостаточная величина сварочного тока;
завышенная скорость сварки.
Причины появления смещения кромок:
неправильная (некачественная) сборка деталей под сварку;
некачественная прихватка;
недостаточное количество прихваток;
неравномерное распределение прихваток.
Причины не заполнения разделки кромок
недостаточное количество присадочного металла;
")


Слайд 110Магнитное дутье и методы его предотвращения
Магнитное дутье – отклонение дуги
Отрицательное влияние:
- блуждание дуги по изделию;
- ухудшение качества сварных швов;
- увеличенное разбрызгивание;
- затрудняется процесс сварки
1. Несимметричный относительно дуги подвод тока к изделию. Дуга из-за действия магнитных полей искривляется.
Устранение: подвод сварочного тока к точке, максимально близкой к дуге.

Слайд 1112. Наличие ферромагнитных масс в близи сварки
3. Несимметричность обмазки электрода
4.
5. Химическая неоднородность свариваемой стали
Устранение: размещение у места сварки дополнительных ферромагнитных масс
Устранение: сварка короткой дугой, наклон электрода в сторону отклонения дуги, сварка просушенными электродами.
Устранение: обеспечить подвод сварочного тока на все изделие.

Слайд 122Свариваемость – это свойство металла или сочетания металлов образовывать сварные соединения,
Три группы факторов, определяющих свариваемость :
1.Химический состав и структура металла, наличие примесей, степень раскисления, предшествующие операции изготовления (ковка, прокатка, термообработка) деталей.
2.Сложность формы и жесткость конструкции, масса и толщина металла, последовательность выполнения сварных швов.
3.Технологический фактор : вид сварки и сварочные материалы, режимы термических воздействий на основной материал.
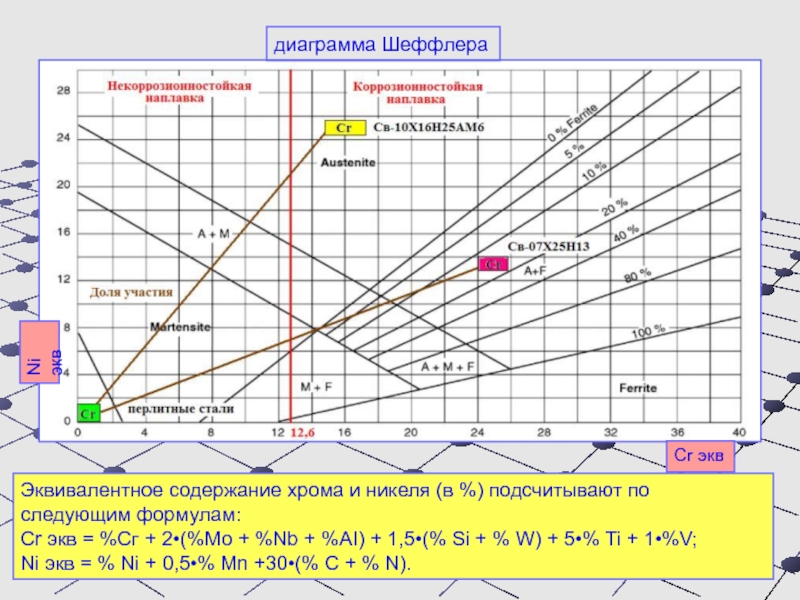
С эк = С Mn/20 +Ni/15 +(Cr + Mo+V)/10 + 0,0025δ
для легированных сталей
С эк = С + Mn/ 6 + (Cr + V) / 5 + Mo/4 + Ni/15 +Cu /13 +P/2
для конструкционных среднеуглеродистых, низколегированных сталей
С эк = С + Mn/ 6+ 0,0025δ
для низкоуглеродистых сталей
(δ – толщина металла, мм)

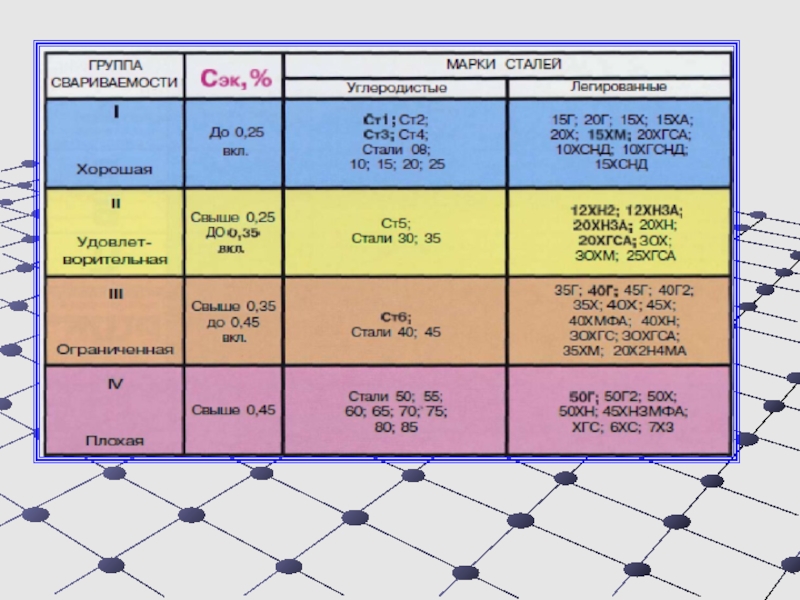
Слайд 124Хорошая свариваемость. Без ограничений, в широком диапазоне режимов сварки независимо от
Удовлетворительная. Сварку производят при температуре окружающей среды не ниже -5°С, толщине металла менее 20 мм, при отсутствие ветра. Сэк 0,25÷ 0,35
Ограниченная. Стали склонные к образованию трещин. Сварка с предварительным или сопутствующим подогревом до 250° в жестком диапазоне режимов сварки. Сэк 0,35÷ 0,45
Плохая. Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки. Сэк свыше 0,45

Слайд 126Деформация – изменение геометрических размеров изделия.
Виды деформаций:
Временные – исчезают после
Остаточные – возникают в изделии к моменту его полного охлаждения.
Местные – возникают в отдельных участках изделий (выпучины, волнистости и т.д.).
Общие – отклонение от геометрических осей, изменение размеров всего изделия
Основные причины возникновения:
Неравномерный нагрев и распределение температур по сечению и длине сварного соединения
Литейная усадка наплавленного металла
Структурные изменения металла при охлаждении.


Слайд 128Методы предупреждения и устранения деформаций.
Правильно подбирать режим сварки;
Уменьшать по возможности количество
Предварительный и сопутствующий подогрев. Снижает перепад температур и в следствии напряжения вызывающие деформации.
Равномерно распределять объем наплавленного металла;
Соблюдать правильный порядок наложения швов;
Прихватывать детали в наименьшем количестве точек;
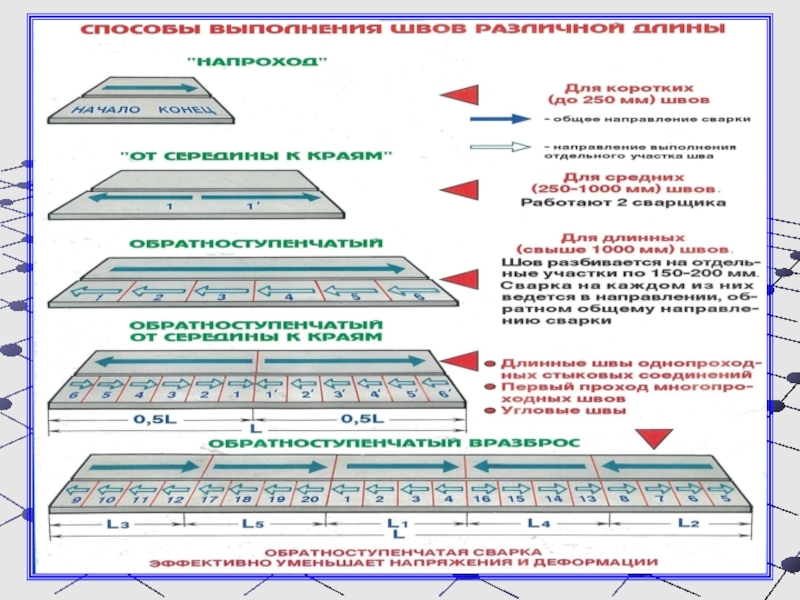
Для сварки длинных швов применять обратноступенчатый способ. Весь шов разделяют на участки длинной 100-250 мм. В таком случае обеспечивается более равномерное распределение тепла вдоль шва, чем при непрерывной сварке.
Механическая правка изделий. В ручную(молотком, кувалдой), либо на прессах и станках.
Термическая правка. Местный нагрев некоторых частей изделия.

Слайд 129
Способ уравновешивания деформаций. Достигается с помощью определенной очередности наложения швов –
Способ обратных деформаций. Детали перед сваркой размещают таким образом, чтобы после сварки из-за возникших деформаций они приняли необходимое расположение

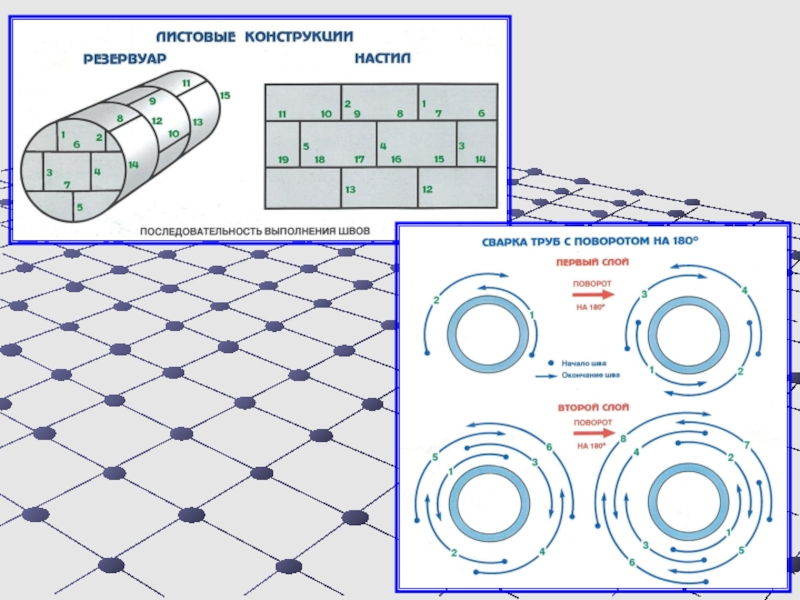
Слайд 130Схема сварки
Принцип определенной очередности и направленности наложения сварных швов применительно к
Сварная балка

Слайд 133Маршрутный технологический процесс
Перечень и последовательность технологических операций с кратким описанием содержания
Типовые операции при сварке изделий и конструкций.
1. Подготовительная.
разделка кромок, очистка, обезжиривание, сушка кромок и прилегающей зоны.
2. Контроль подготовки.
контролируется конструкция и размеры разделки кромок, качество подготовки методом ВИК, шероховатость поверхности (не более Rz80) (профилометр).
3. Сборка.
установка, базирование, центрирование; прихватка.
4. Контроль сборки.
контролируется правильное взаимное расположение свариваемых элементов, величина зазора, величина смещения, соосность,
качество прихваток (ВИК).
5. Предварительный подогрев (при необходимости).

Слайд 134 6. Сварка.
указать параметры сварки ( сила тока, напряжение на
привести схему сварки.
указать необходимые технологические требования.
7. Слесарная обработка.
зачистка швов от шлака, брызг.
8. Клеймение.
указать метод и место расположения клейма.
9. Контроль сварных швов.
указать метод , объем контроля и нормативную документацию
на контроль
10. Исправление дефектов.

Слайд 135Требования к прихваткам
Прихватка - это процесс закрепления деталей при сборке под
Общие требования.
Прихватки должны иметь определенную длину и определенное расстояние между ними, накладываются в определенной последовательности; прихватки должны быть расположены равномерно по длине стыка; количество прихваток зависит от длины стыка и не должно превышать необходимого числа.

Слайд 136Требования к подогреву
Необходимость подогрева зависит от
химической, технологической свариваемости материала, сложности