- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Сварка жаропрочных сталей и сплавов презентация
Содержание
- 1. Сварка жаропрочных сталей и сплавов
- 2. Свариваемость теплоустойчивых сталей Общая свариваемость осложнена низкой
- 3. Сопротивляемость холодным трещинам Основным фактором, определяющим
- 4. Надежным средством является сопутствующие сварке местный или
- 5. Ещё одной радикальной мерой борьбы против холодных
- 6. Разупрочнение в ЗТВ сварных соединений Степень
- 7. При разработке технологии сварки теплоустойчивых сталей возникает
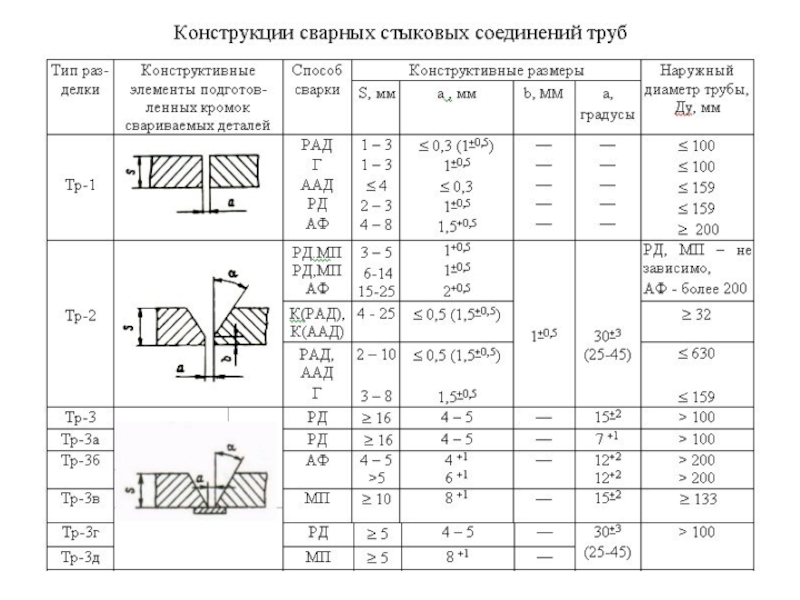
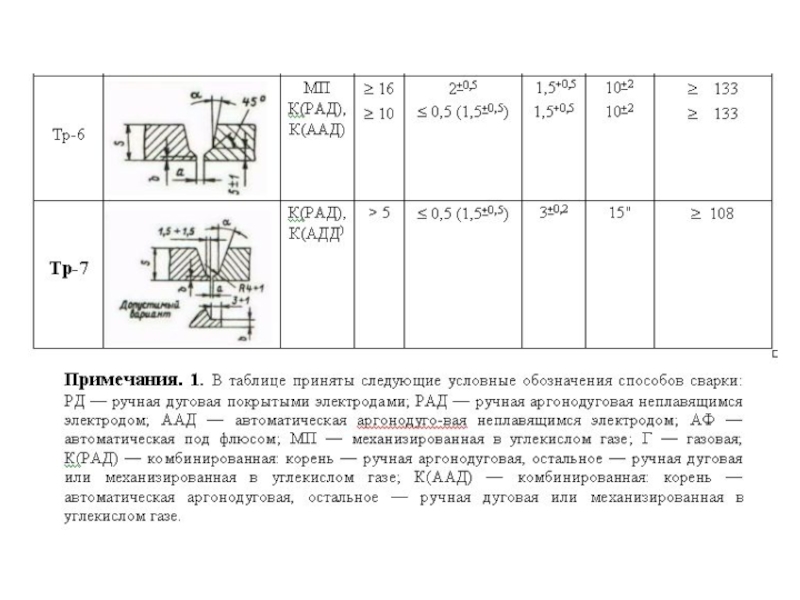
- 8. Сварка теплоустойчивых сталей и сплавов Подготовка
- 9. Концы труб из углеродистых и низколегированных
- 13. Подогревать стык можно: индукторами (током промышленной или
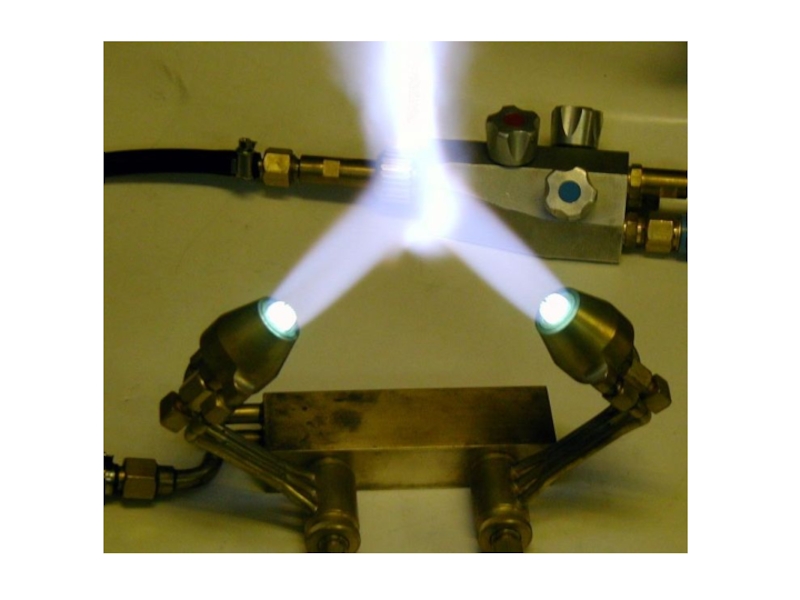
- 14. Горелка «Крокет», пропан. Горелка «Крокет» предназначена
- 15. Горелки газовые для труб и тел вращения
- 17. Горелка линейная охлаждаемая ГЛ-100
- 18. ТЕРМОСТОЙКИЙ ПОЯС (ТП) ТУ 839 7-019-01297858-ОП1-99
- 19. Температуру подогрева можно контролировать с помощью
- 20. Требования к прихваткам
- 21. Высота прихваток должна быть равна: при
- 22. Общие вопросы техники сварки Стыки труб (деталей)
- 23. При вынужденных перерывах в работе (авария, отключение
- 24. Не допускается никаких силовых воздействий на стык
- 25. Выполнение замков сварных швов «а» не менее
- 26. Термическая обработка Без термической обработки
- 27. В зависимости от характера воздействия на сварные соединения применяются различные виды термической обработки
- 28. Применяется для снятия остаточных напряжений, улучшения структуры
- 29. Применяется для измельчения недопустимо крупнозернистой структуры шва
- 30. Применяется для восстановления разупрочненной зоны или для
- 31. Методы проведения термической обработки Объемная термическая обработка
- 32. Местная термическая обработка сварных соединений, при
- 33. Внепечная объемная термическая обработка сосудов и аппаратов
- 34. При изготовлении сварных конструкций используют отпуск.
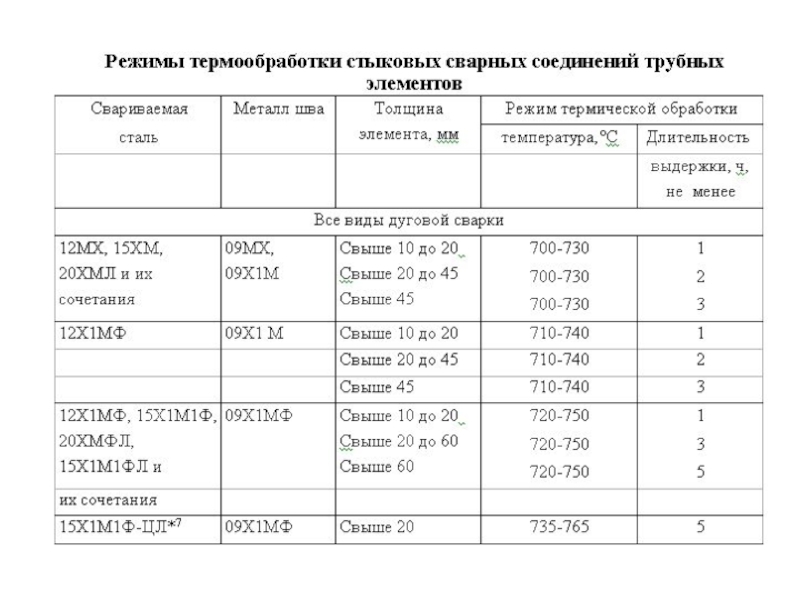
- 35. Термообработка сварных соединений труб производится индукционным способом
- 36. Установка для индукционного нагрева свариваемого металла при подогреве и термической обработке
- 37. Термообработку сварных соединений радиационным способом с помощью
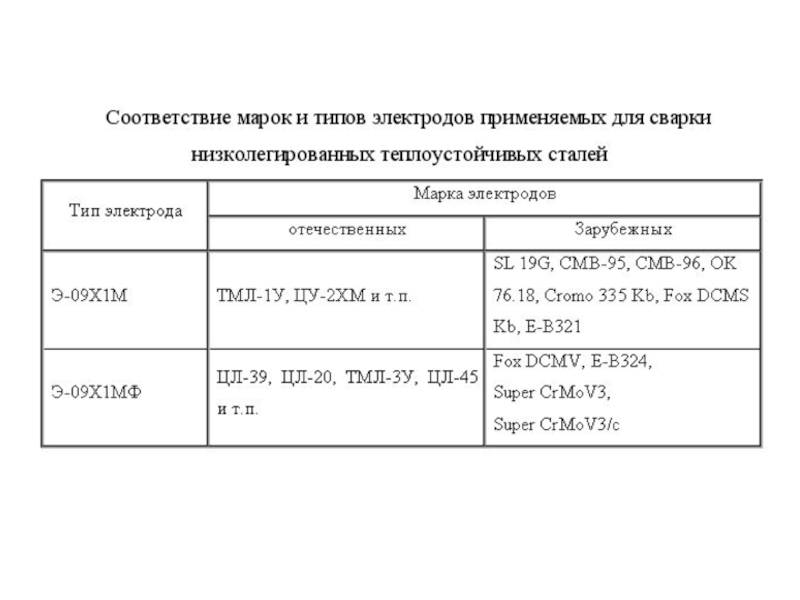
- 39. РУЧНАЯ ДУГОВАЯ СВАРКА ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
- 40. Применяют электроды “фтористо-кальциевым” (основным) покрытием.
- 41. Использование электродов с основным видом покрытия гарантирует
- 44. Прокалка электродов может производиться не более трех
- 45. ЭПЭ-20/400 ЭПЭ-50/400 Печи для сушки и прокалки сварочных электродов
- 46. ЭПЭ-140/400 ЭПЭ-40/400 Печи для сушки и прокалки сварочных электродов
- 47. Условия хранения прокаленных электродов Термопеналы типа ТП-10 Тара закрытая для электродов и флюса
- 48. Сварку выполнять на умеренных режимах во избежание
- 49. Порядок наложения слоев при сварке одним сварщиком
- 50. Порядок наложения слоев при сварке одним сварщиком
- 54. РУЧНАЯ АРГОНОДУГОВАЯ СВАРКА И КОМБИНИРОВАННАЯ СВАРКА
- 55. Корень шва Заполняющий слой шва Облицовочный слой шва
- 56. Комплектация поста для ручной аргонодуговой сварки
- 59. АВТОМАТИЧЕСКАЯ АРГОНОДУГОВАЯ СВАРКА НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
- 60. Рекомендуемые типы сварочных автоматов отечественного производства
- 61. Корень шва Заполняющий слой шва Облицовочный слой шва Сварка корневой части шва
- 62. Комплектация поста для ручной аргонодуговой сварки
- 63. Импульсный режим работы автомата
- 64. Шагово –импульсный режим работы автомата
- 65. Внешний вид автоматической головки для аргонодуговой сварки неповоротных стыков труб
- 66. Горелка для АДС входящая в состав сварочной головки
- 67. Общий вид источника питания DC 200A.32 и аппаратуры управления САУ4.
- 68. Процесс сварки трубы 108×4 мм под управлением оператора
- 69. Внешний вид облицовочного слоя шва выполненного АДС
- 70. Общий установки для АДС неповоротных стыков труб приизводства ПКЦ «Констар»

Слайд 2Свариваемость теплоустойчивых сталей
Общая свариваемость осложнена низкой стойкостью сварных соединений к образованию
Физическая свариваемость теплоустойчивых сталей определяется отношением металла к плавлению, металлургической обработке, кристаллизации шва не вызывающей каких – либо осложнений.
Технология сварки и сварные материалы обеспечивается необходимая стойкость металлического шва против горячих трещин.

Слайд 3Сопротивляемость холодным трещинам
Основным фактором, определяющим склонность теплоустойчивых сталей к образованию

Слайд 4Надежным средством является сопутствующие сварке местный или общий подогрев изделия.
Подогрев
Подогрев уменьшает скорость охлаждения металла, а значит, предотвращает превращение аустенита в мартенсит

Слайд 5Ещё одной радикальной мерой борьбы против холодных трещин в теплоустойчивых сталях

Слайд 6Разупрочнение в ЗТВ сварных соединений
Степень разупрочнения зависит в основном от
Повышение погонной энергии вызовет большое разупрочнение свариваемых материалов.
Мягкая разупрочняющая прослойка в зоне термического влияния является причиной локальных разрушений жестких сварных соединений в процессе эксплуатации, особенно, если имеют место изгибающие нагрузки.

Слайд 7При разработке технологии сварки теплоустойчивых сталей возникает основное противоречие:
чтобы обеспечить отсутствие

Слайд 8Сварка теплоустойчивых сталей и сплавов
Подготовка и сборка под сварку
Обработку

Слайд 9 Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной,
Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0°С нужно производить с предварительным подогревом до 200 °С и медленным охлаждением под слоем асбеста.

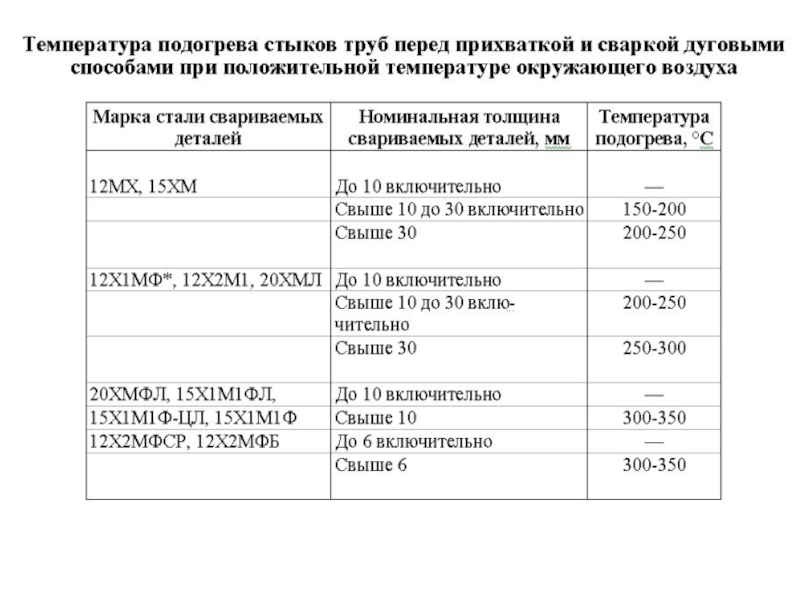
Слайд 13Подогревать стык можно:
индукторами (током промышленной или средней частоты),
радиационными нагревателями сопротивления,
газовым
В стыках труб с толщиной стенки более 30 мм ширина зоны подогрева должна быть не менее 150 мм (по 70—75 мм с каждой стороны), при толщине стенки до 30 мм — не менее 100 мм.
Ширина зоны подогрева угловых и нахлесточных соединений — 50—75 мм в каждую сторону от будущего шва.
, радиационными нагревателями сопротивления,газовым пламенем, обеспечивая нагрев стыка")
Слайд 14Горелка «Крокет», пропан.
Горелка «Крокет» предназначена для нагрева различных материалов до
Горелка «Очаг - 1003», «Очаг - 1004», пропан.



Слайд 18ТЕРМОСТОЙКИЙ ПОЯС (ТП) ТУ 839 7-019-01297858-ОП1-99
ИСПОЛЬЗУЕТСЯ: для защиты изоляционного покрытия
Рис.1. Схема размещения термостойких поясов в процессе сварки стыка
Рис.2. Схема размещения термостойких поясов в процессе охлаждения сварного стыка
1. Свариваемые трубы
2. Сварной шов
3. Изоляционное покрытие труб
4. Термостойкий пояс
5. Дополнительный термостойкий пояс
Ширина - 300 мм
Длина Dтp + 500 мм
Толщина - 3 + 1 мм
 ТУ 839 7-019-01297858-ОП1-99 ИСПОЛЬЗУЕТСЯ: для защиты изоляционного покрытия труб в околошовной зоне")
Слайд 19 Температуру подогрева можно контролировать с помощью термопар (ТП), цифровых контактных
, цифровых контактных термометров (ТК-3М, ТК-5 и")

Слайд 21Высота прихваток должна быть равна:
при их выполнении ручной дуговой сваркой на
при их выполнении ручной аргонодуговой сваркой без присадочной проволоки на стыках труб с разделкой Тр-1 - толщине стенки трубы; на стыках труб с разделками Тр-2, Тр-6, Тр-7 — величине b ± 0,5 мм (b — размер притупления). При выполнении прихваток с присадочной проволокой высота прихватки может быть увеличена на 0,5—1 мм.

Слайд 22Общие вопросы техники сварки
Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного
 из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного")
Слайд 23При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное
 необходимо обеспечить медленное и равномерное охлаждение стыка")
Слайд 24Не допускается никаких силовых воздействий на стык до завершения его сварки

Слайд 25Выполнение замков сварных швов
«а» не менее 50 мм – для автоматической
«а» не менее 12-18 мм – при остальных способах сварки.

Слайд 26Термическая обработка
Без термической обработки сварных соединений эти стали, не

Слайд 27В зависимости от характера воздействия на сварные соединения применяются различные виды

Слайд 28Применяется для снятия остаточных напряжений, улучшения структуры и свойства шва зоны
Высокий отпуск

Слайд 29Применяется для измельчения недопустимо крупнозернистой структуры шва и участка перегрева в
Отжиг нормализационный с последующим отпуском или без него

Слайд 30Применяется для восстановления разупрочненной зоны или для обеспечения требуемых свойств, при
Закалка с отпуском

Слайд 31Методы проведения термической обработки
Объемная термическая обработка в печи, которую следует применять
Если изделие полностью не помещается в печь, можно производить нагрев поочередно одного, затем второго конца, при этом нагреваемые участки должны перекрываться не менее чем на 1,5. Часть изделия, находящаяся вне печи, должна быть изолирована, чтобы не возникал градиент температур

Слайд 32Местная термическая обработка сварных соединений,
при проведении которой должен обеспечиваться равномерный

Слайд 33Внепечная объемная термическая обработка сосудов и аппаратов посредством нагрева изнутри теплоносителем
по режиму высокого отпуска для снижения уровня остаточных напряжений

Слайд 34 При изготовлении сварных конструкций используют отпуск. Преимущество состоит в том,

Слайд 35Термообработка сварных соединений труб производится индукционным способом токами промышленной (50 Гц)
Основным способом нагрева при термообработке стыков трубопроводов диаметром 108 мм и более со стенкой толщиной свыше 10 мм является индукционный нагрев током промышленной и средней частоты
 и средней (до 8000")
Слайд 36Установка для индукционного нагрева свариваемого металла при подогреве и термической обработке

Слайд 37Термообработку сварных соединений радиационным способом с помощью электронагревателей сопротивления можно применять


Слайд 40 Применяют электроды “фтористо-кальциевым” (основным) покрытием. Основной тип покрытия электродов
повышение раскисляемости металла шва;
малое содержание в сварном шве водорода и неметаллических дисперсных включений;
надёжную газовую защиту расплавленного металла от азота, воздуха.
 покрытием. Основной тип покрытия электродов обеспечивает: повышение раскисляемости металла шва;малое")
Слайд 41Использование электродов с основным видом покрытия гарантирует сочетание высоких прочностных и


Слайд 44Прокалка электродов может производиться не более трех раз.
Если электроды после
Импортные электроды прокаливают по тому же режиму, что и отечественные с аналогичным типом покрытия.



Слайд 47Условия хранения прокаленных электродов
Термопеналы типа ТП-10
Тара закрытая для электродов и флюса

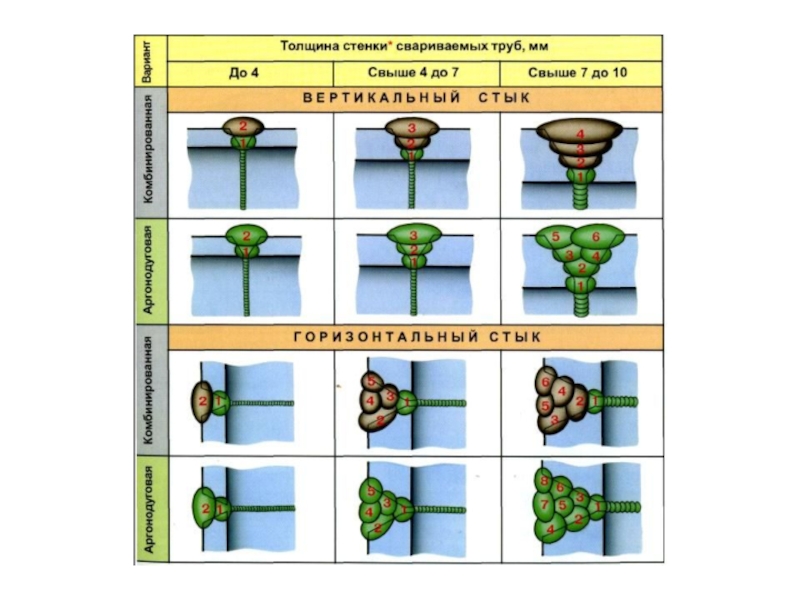
Слайд 48Сварку выполнять на умеренных режимах во избежание перегрева металла.
При вертикальном
Сварку производят узкими валиками, без поперечных колебаний электрода с тщательной заваркой кратера перед отрывом дуги.

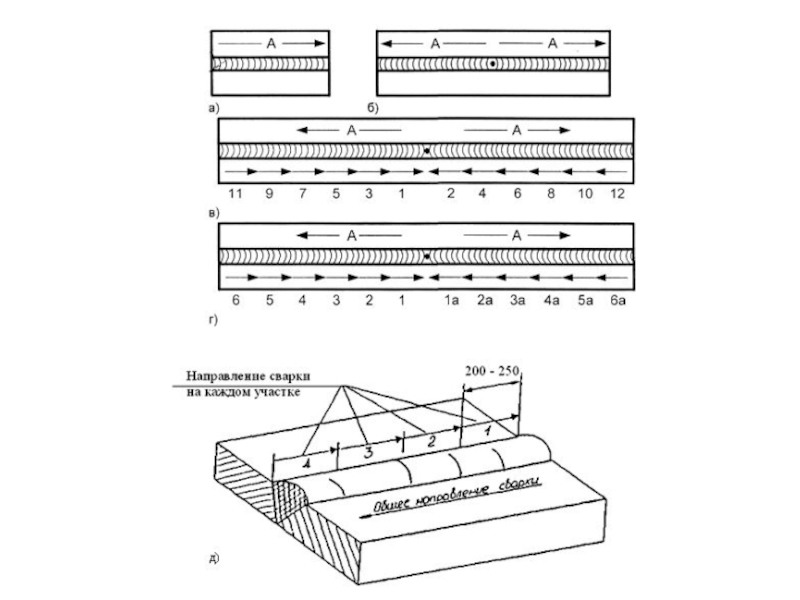
Слайд 49Порядок наложения слоев при сварке одним сварщиком вертикальных неповоротных стыков труб:
диаметром до 219 мм диаметром более 219 мм

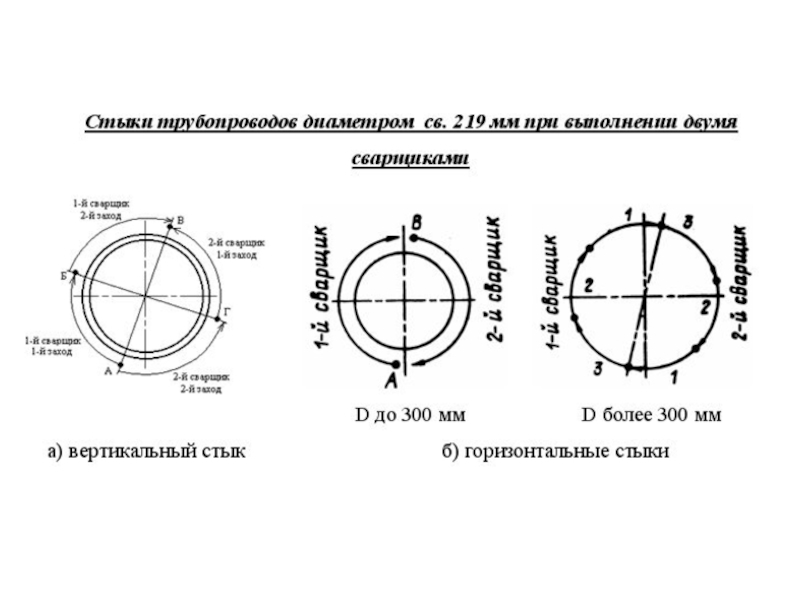
Слайд 50Порядок наложения слоев при сварке одним сварщиком горизонтальных неповоротных стыков труб:
диаметром до 219 мм диаметром более 219 мм