- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Свариваемость металлов и сплавов. Технологичность сварных конструкций презентация
Содержание
- 1. Свариваемость металлов и сплавов. Технологичность сварных конструкций
- 2. СВАРИВАЕМОСТЬ МЕТАЛЛОВ И СПЛАВОВ Свариваемость –
- 3. Вероятность появления при сварке или наплавке горячих
- 4. Холодные трещины чаще всего возникают из-за
- 5. Для предотвращения образования холодных трещин обеспечивают:
- 6. СПОСОБЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
- 7. 2.2. Механические способы -основаны на создании пластической
- 8. МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ ОСТАТОЧНЫХ ДЕФОРМАЦИЙ Конструктивные
- 9. Необходимо предусматривать конструктивные элементы, снижающие угловые
- 10. Технологические мероприятия, выполняемые до сварки
- 11. 2. Деформации вне плоскости Св-С применяется
- 12. Уменьшение поперечной и продольной усадки Св-С
- 13. 3. Способ уравновешивания деформаций - очередность наложения
- 14. Технологические мероприятия, выполняемые после сварки Термическая правка
- 15. 2. Механическая (холодная) правка 2.1.
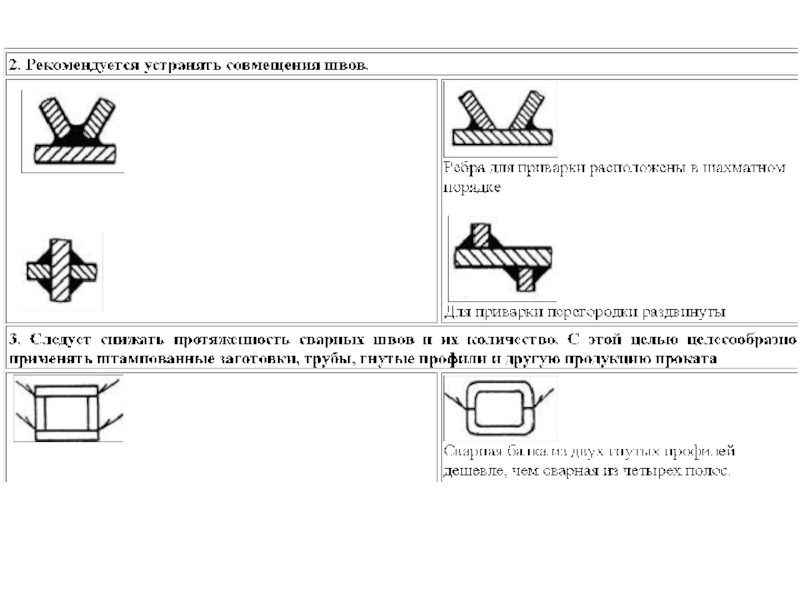
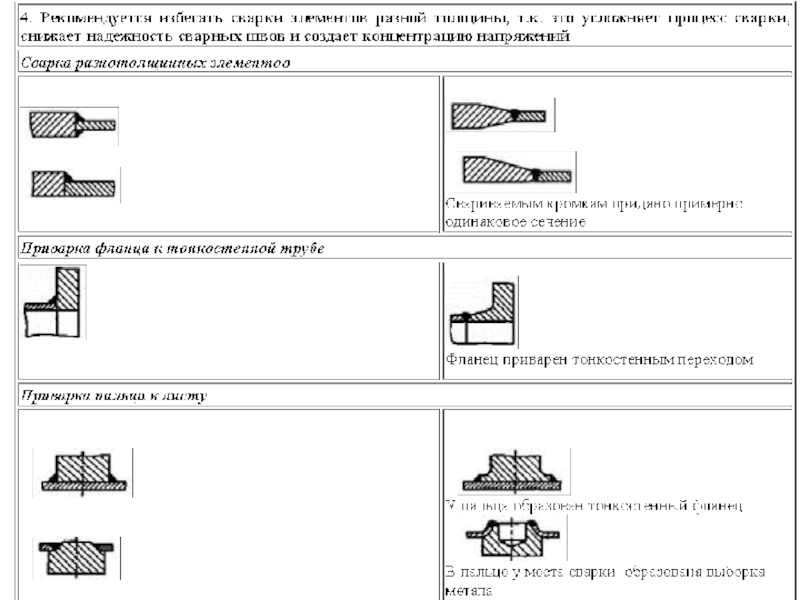
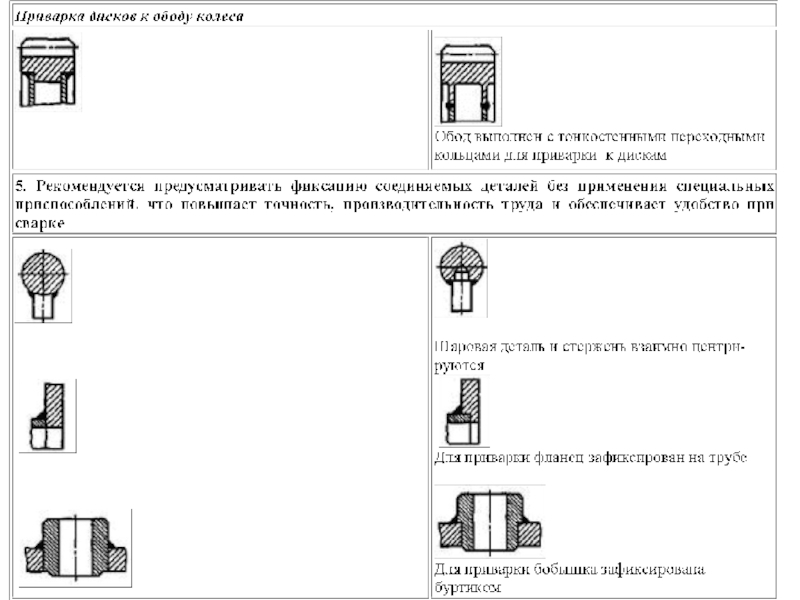
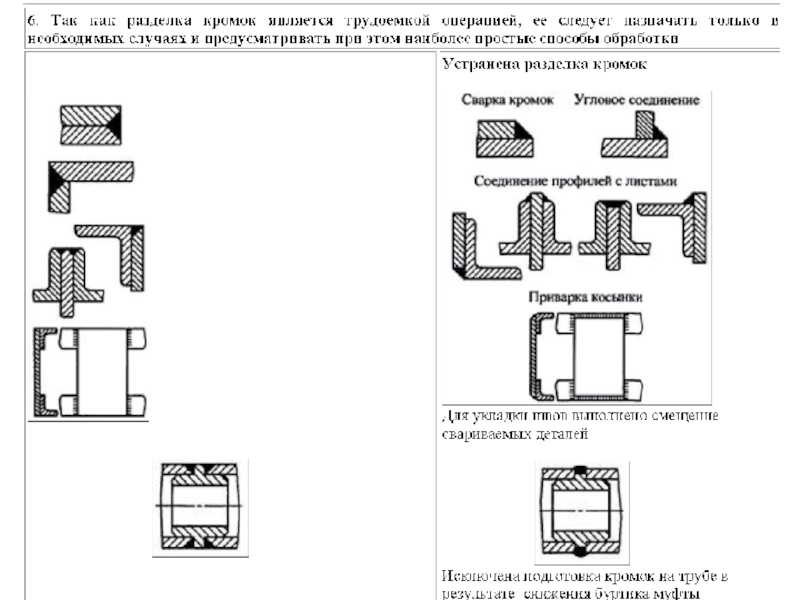
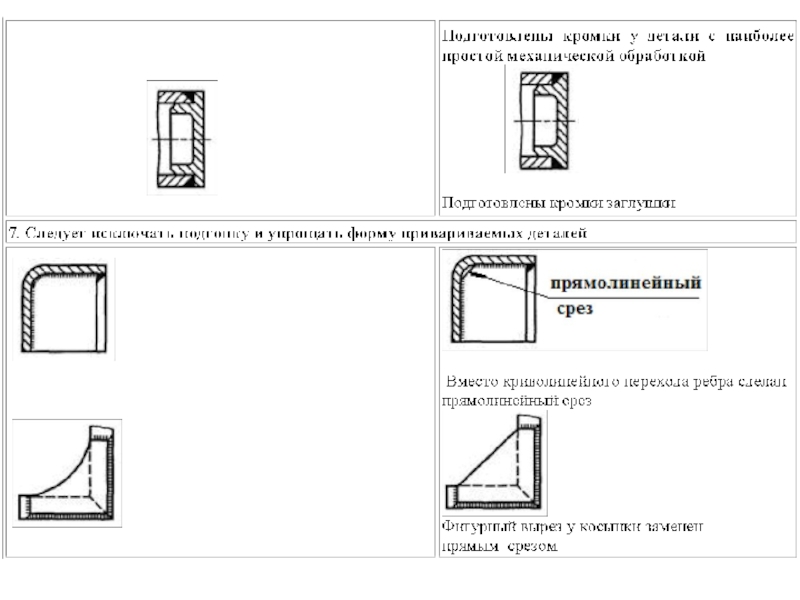
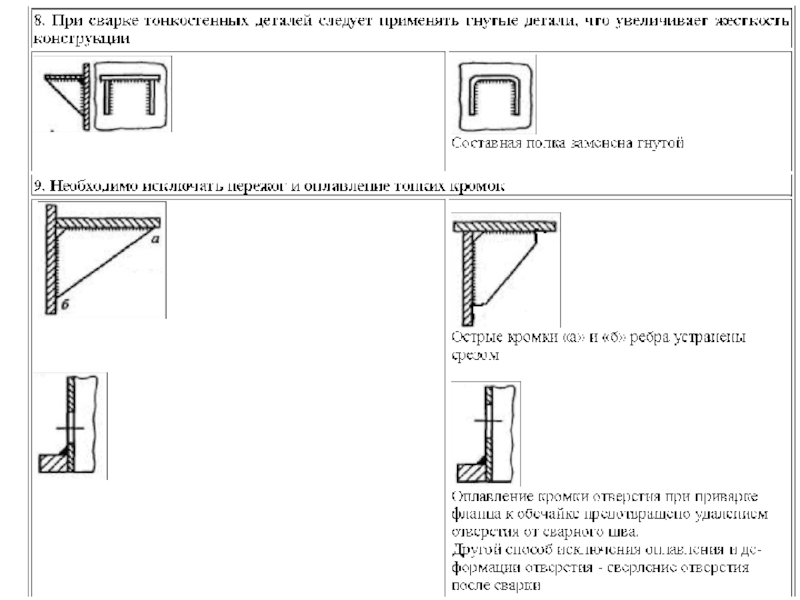
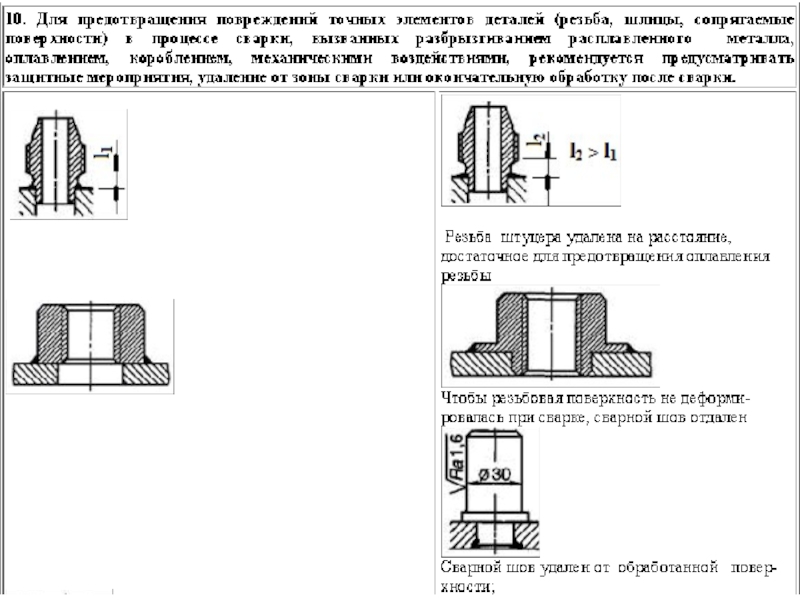
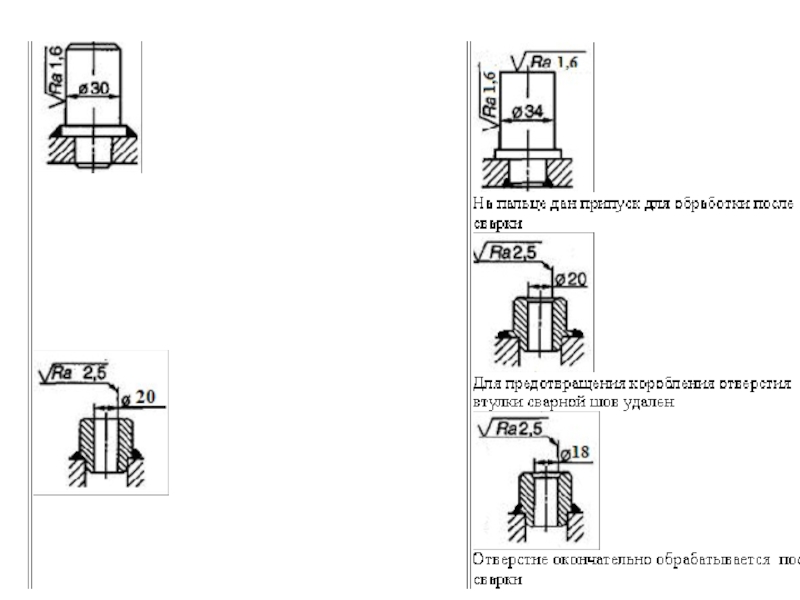
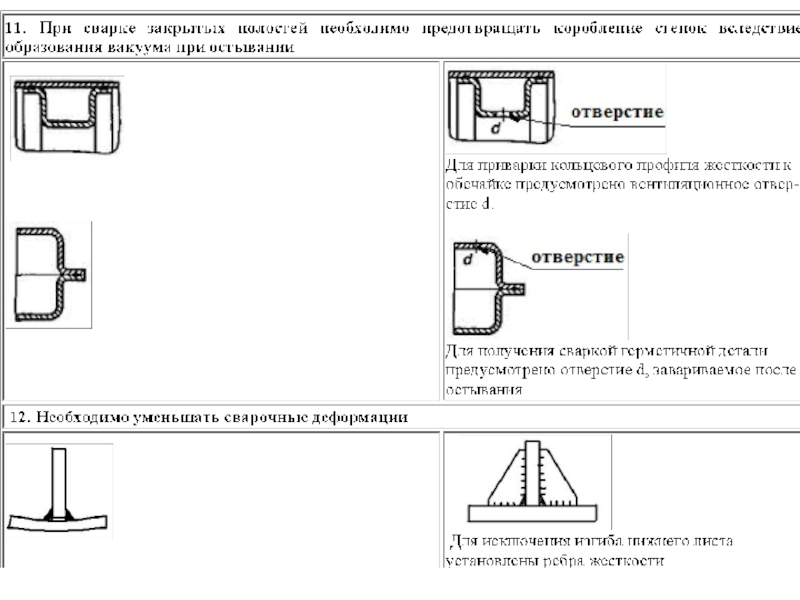
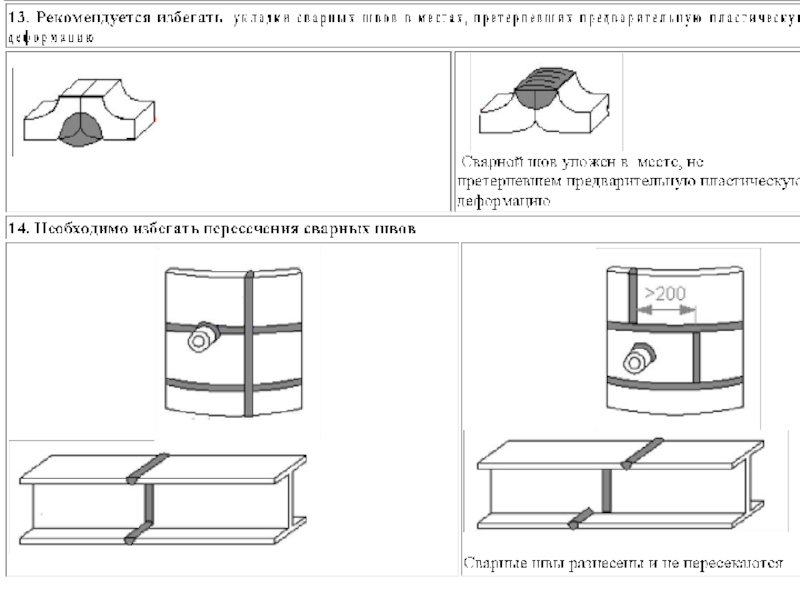
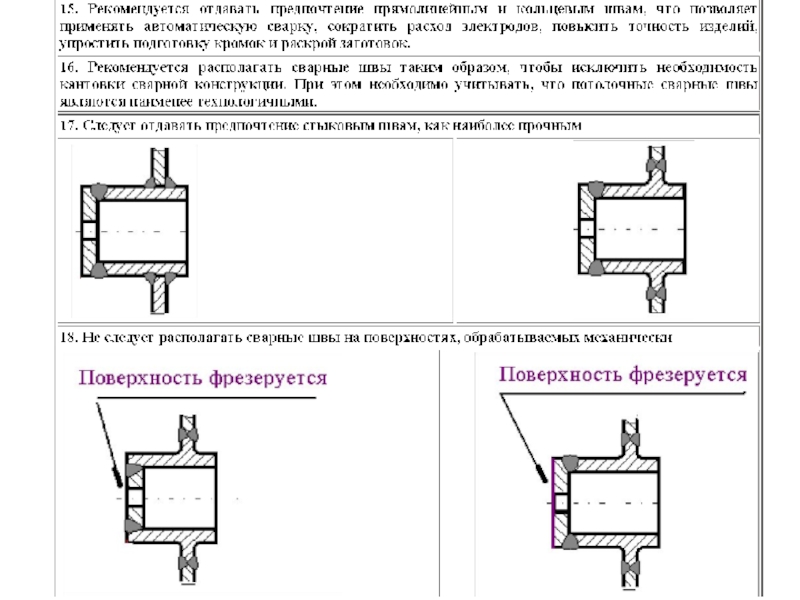
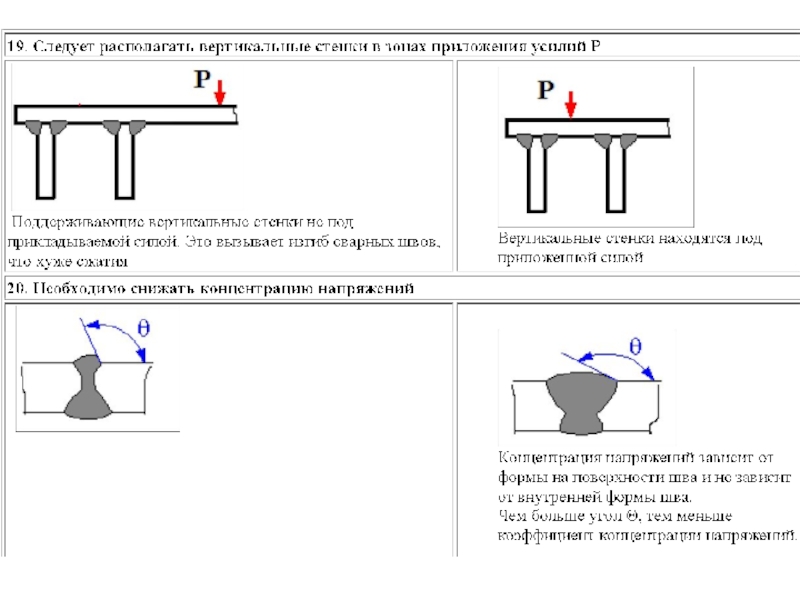
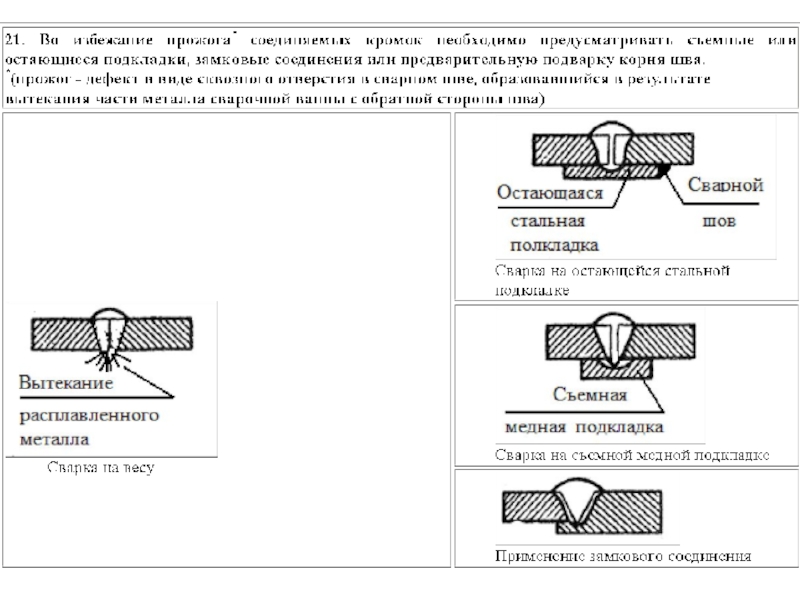
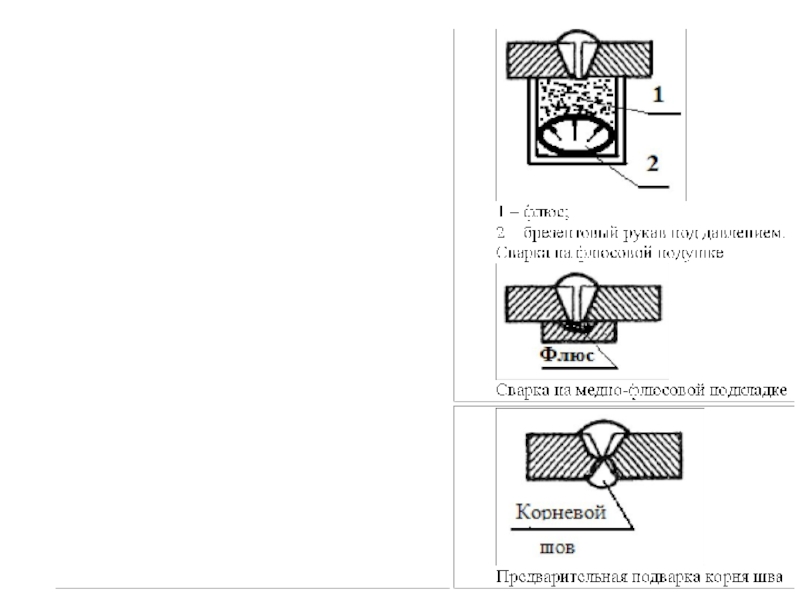
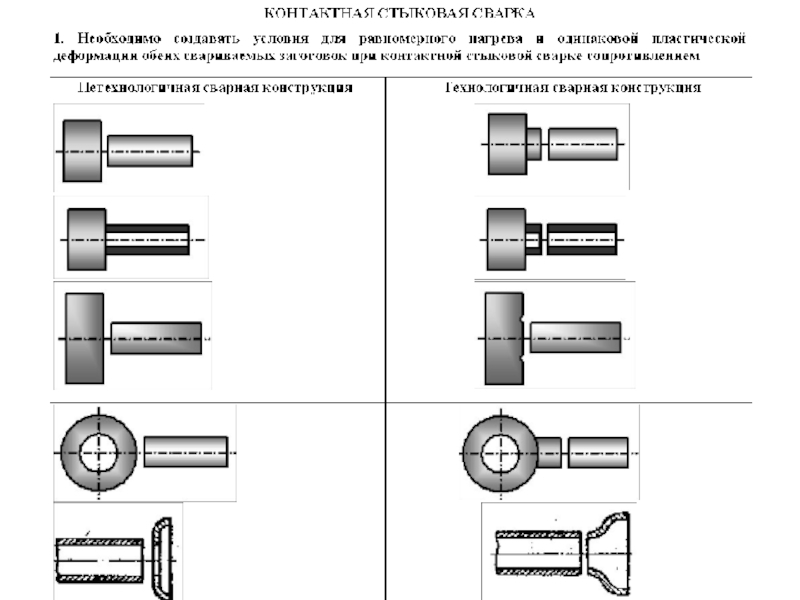
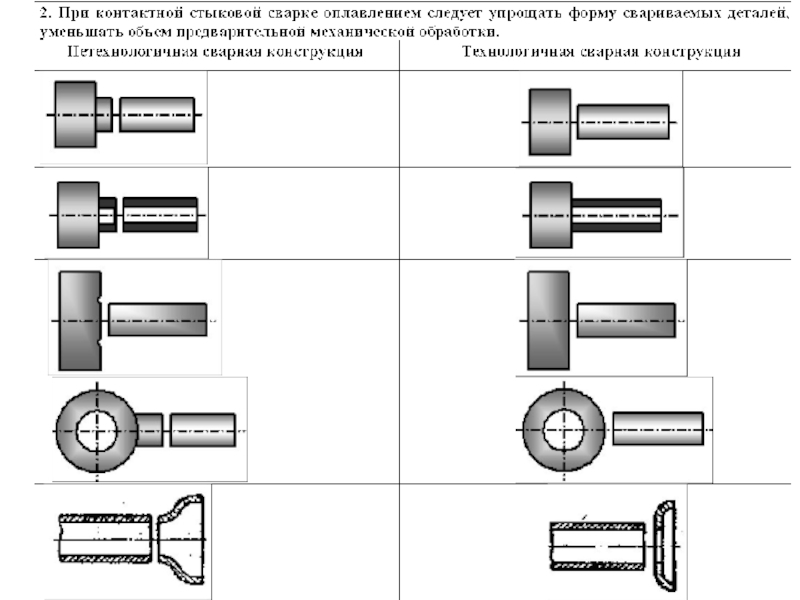
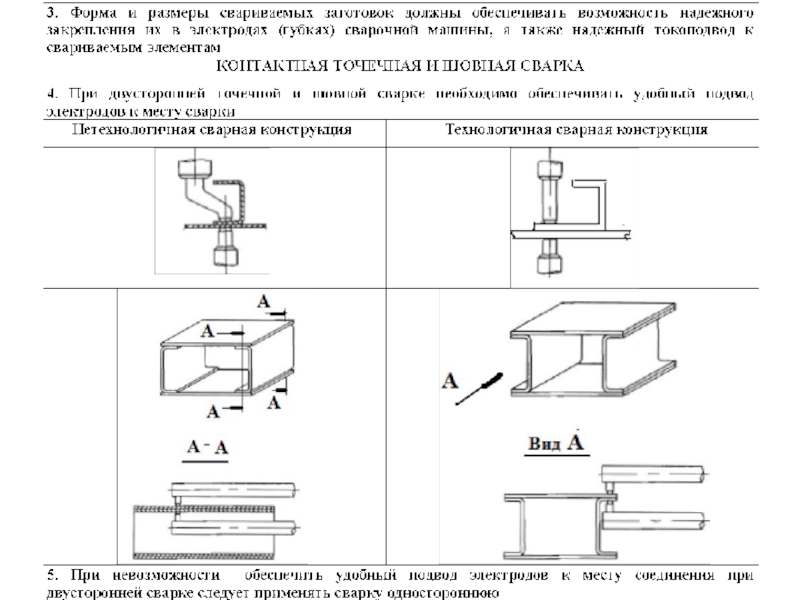
- 16. Технологичность сварных конструкций Сварка плавлением

Слайд 2СВАРИВАЕМОСТЬ МЕТАЛЛОВ И СПЛАВОВ
Свариваемость – способность металлов и сплавов под действием
Свариваемость – комплексная характеристика, включающая:
сопротивляемость образованию холодных и горячих трещин – основной параметр
чувствительность металла к окислению и порообразованию;
соответствие свойств Св-С заданным эксплуатационным;
реакцию на термические циклы и т.д.
Горячие трещины чаще возникают при ослаблении деформационной способности металла.
В интервале температур плавления и полного затвердевания происходит миграция примесей и загрязнений в межзеренные пространства, что нарушает связь между зернами и снижает деформационную способность шва и околошовной зоны.
Причиной образования горячих трещин также могут быть дефекты кристаллического строения, большие сварочные напряжения, не правильное конструктивное оформление сварного соединения (например: неправильные формы и размеры сварных швов).

Слайд 3Вероятность появления при сварке или наплавке горячих трещин можно определить по
Условия появления горячих трещин:
- для сталей с σ в < 700 МПа - Н.С.S. >4;
для сталей с σ в ≥ 700 МПа - Н.С.S. >2.
Для предотвращения образования горячих трещин обеспечивают:
- доп. легирование металла шва;
снижение жесткости сварного соединения,
уменьшение скопления сварных швов на небольшом участке,
отсутствие пересечения сварных швов,
назначение размеров швов, обеспечивающих благоприятную форму и ориентацию кристаллитов в металле шва (рекомендуется избегать узких валиков),
проведение термообработки Св-С непосредственно после сварки.
: Условия")
Слайд 4 Холодные трещины чаще всего возникают из-за закаливаемости стали при быстром
(зарождаются через некоторое время после сварки и наплавки и развиваются в течение нескольких часов или даже суток).
Склонность металла к появлению холодных трещин чаще оценивают по углеродному эквиваленту (показатель, характеризующий свариваемость при предварительной оценке).
Наиболее распространенное уравнение для определения Сэ:
Сэ = C + Mn /6 + (Cr+Mo+V) /5 + (Ni+Cu) /15, %
Если Сэ ˃ 0,45% – стали склонны к образованию холодных трещин, то необходимо предусмотреть предварительный подогрев изделия, температуру которого определяют по формуле:
Соб = С э×(1+0,005× S),
где: Соб – общий эквивалент углерода, учитывающий хим. состав материала и толщину S;
Тп - температура предварительного подогрева заготовок, °С;
S – толщина свариваемых элементов, мм
Температура сопутствующего сварке или наплавке подогрева зависит от материала изделия и колеблется в среднем от 200 до 450°С.

Слайд 5Для предотвращения образования холодных трещин обеспечивают:
снижение Vохл (подогрев Св-С, назначение оптимальных
зачистку кромок Св-С и сварочной проволоки от загрязнений;
прокалку электродов и флюса перед сваркой;
просушку защитных газов;
защиту зоны сварки от влияния атмосферы;
снижение жесткости Св-С;
уменьшение скопления сварных швов на небольшом участке;
отсутствие пересечения сварных швов;
проведение термообработки Св-С перед или непосредственно после сварки .
Термообработка до сварки зависит от марки стали, конструкции и метода получения детали:
для отливок – отжиг;
прокат или поковки, не имеющие жестких контуров, можно сваривать после закалки и отпуска.
Сварка при температуре окружающей среды ниже 0°С не рекомендуется.
Сварку деталей с большим объемом наплавляемого металла рекомендуется проводить с промежуточной термообработкой (отжиг или высокий отпуск).
Термообработка после сварки различна для разных марок сталей.
Основные виды применяемой термообработки: отжиг или высокий отпуск.
; зачистку кромок")
Слайд 6СПОСОБЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Сварочные напряжения – образование дефектов в
Сварочные деформации затрудняют сборку изделий, ухудшают внешний вид и эксплуатационные качества.
МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Технологические мероприятия, выполняемые в процессе сварки
- Предварительный и сопутствующий подогрев
- способствует уменьшению неравномерности распределения температур при сварке и снижению жесткости металла свариваемых элементов.
2. Технологические мероприятия, выполняемые после сварки
2.1. Термический способ
Отпуск – снижает σост после сварки на 85-90% и улучшает пластические свойства Св-С.
Бывает общим (нагревается все изделие) и местным (нагревается часть в зоне шва).
Преимущество общего отпуска - снижение σост во всей конструкции.
Наиболее часто применяют высокий отпуск (Т = 550 - 680°С).
Стадии отпуска: нагрев, выдержка (2 – 4 ч) и охлаждение на воздухе.

Слайд 72.2. Механические способы
-основаны на создании пластической деформации металла сварных соединений, вследствие
2.2.1. Проковка
Металл проковывают после сварки по горячему металлу или после его остывания. Преимущество – простота оборудования, универсальность и оперативность.
2.2.2. Прокатка
1 – сварной шов; 2 – накладка;
3 – стальные правящие ролики;
Р – усилие прокатки
Для уменьшения σост применяется прокатка сварных швов по принципу протяжки.
Шов, стремящийся сжаться, принудительно деформируется в направлении увеличения длины, что приведёт к уменьшению растягивающих его σост.
2.2.3 Приложение нагрузки к сварным соединениям
- осуществляется растяжением или изгибом.
Суммирование остаточных и приложенных напряжений вызывает пластические деформации удлинения и после снятия нагрузки снижение максимальных σост.

Слайд 8МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ ОСТАТОЧНЫХ ДЕФОРМАЦИЙ
Конструктивные мероприятия, выполняемые до сварки
В процессе конструирования
к уменьшению общего количества наплавляемого электродного и расплавляемого основного металлов;
- к снижению тепловложения при сварке в результате уменьшения сечений сварных швов, их длины и количества;
Следует:
- не допускать в конструкциях чрезмерных скоплений и пересечений сварных швов (а);
- избегать назначения сварных швов в местах, претерпевших предварительную пластическую деформацию (б);
- использовать симметричное расположение сварных швов относительно общего ЦТ изделия с целью взаимного уравновешивания изгибающих моментов;
- рационально выбирать тип сварных соединений, отдавая преимущество стыковым соединениям, как наиболее прочным.

Слайд 9Необходимо предусматривать конструктивные элементы,
снижающие угловые деформации ЗА СЧЕТ:
уменьшения сечения
симметричным размещением металла относительно ЦТ шва заменой
V-образной разделки (а) на Х - образную (в);
- применением ребер жесткости (г)

Слайд 10Технологические мероприятия, выполняемые до сварки
На стадии разработки технологии целесообразно предусматривать
Деформации в плоскости Св-С
(продольная (Δп) и поперечная (Δпр) деформации Св-С)
Влияние деформаций поперечной и продольной усадок на размеры Св-С можно уменьшить увеличением размеров заготовок на величину предполагаемой деформации.

Слайд 112. Деформации вне плоскости Св-С
применяется способ обратных деформаций (детали перед сваркой
2.1. Уменьшение угловых деформаций
предварительный обратный
угловой изгиб α заготовок
перед сваркой.
2.2. Уменьшение деформаций изгиба
- предварительный обратный изгиб заготовок перед сваркой усилием Рппр (усилие предварительного прогиба)

Слайд 12Уменьшение поперечной и продольной усадки Св-С
1…6 – последовательность укладки валиков
Шов разбивается на короткие участки, длиной от 100 до 300мм.
Часто за основу принимают длину, которую можно заварить одним электродом
(переход от участка к участку совмещается со сменой электрода)
Сварка коротких участков выполняется в обратных направлениях с таким расчетом, чтобы окончание каждого участка совпадало с началом предыдущего.
2. Жесткое закрепление свариваемых заготовок
Рпр - усилие прижима.
Заготовки закрепляются в специальных приспособлениях (кондукторах), в которых производят сварку.
Св-С извлекается из кондуктора после полного охлаждения.
Возникают σост , для снятия которых необходима термообработка.
Технологические мероприятия, выполняемые в процессе сварки
1. Обратноступенчатый способ сварки

Слайд 133. Способ уравновешивания деформаций
- очередность наложения швов выбирают такой, чтобы последующий
3.1. Уменьшение угловых деформаций
1…8 - последовательность укладки валиков
- переход при многопроходной сварке отдельных валиков с одной стороны сечения на другую (а).
После сварки валика №1 в результате поперечной усадки
сварного шва возникает угловая деформация α1 (б).
После сварки валика №2 возникает обратная деформация, частично ее компенсирующая и т.д.
ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность укладки швов.
После сварки шва №1 (а) в результате его продольной усадки возникает прогиб балки f1 (б).
После сварки шва №2 возникает обратная деформация, частично компенсирующая деформацию изгиба от сварки первого шва и т.д.
3.2. Уменьшение деформаций изгиба
Балка после сварки будет иметь наименьшую деформацию изгиба.

Слайд 14Технологические мероприятия, выполняемые после сварки
Термическая правка
1.1. Термическая правка местным нагревом
1- форма
2- зоны нагрева;
3 – форма изделия после правки;
Рус –усадка нагретых зон в процессе охлаждения;
ЦТ – центр тяжести сварного изделия
Источник теплоты – пламя газовой горелки
Отдельные участки Св-С нагреваются до Т = 1000 – 12000С (термопластичное состояние)
Их сокращение при охлаждении уменьшает деформации изгиба.
Повышаются σост в сварных швах, для их снятия целесообразен высокий отпуск изделия
При этом способе правки возможно образование трещин и разрывов в сварных швах.
1.2. Высокий отпуск
выполняется при их жестком закреплении в зажимных приспособлениях..

Слайд 152. Механическая (холодная) правка
2.1. Холодная гибка
-основана на выгибе изделия в
-ведет к повышению σост в сварных швах и к исчерпыванию пластических свойств в активной зоне (после гибки целесообразно для снятия σост производить высокий отпуск.
Метод громоздкий и требует больших усилий, возможно образование трещин и разрывов в сварных швах.
2.2. Проковка и прокатка сварных соединений
- помимо остаточных деформаций уменьшает и σост
 правка 2.1. Холодная гибка-основана на выгибе изделия в сторону, обратную возникшей деформации.-ведет")