- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
СЕТИ ЭВМЛЕКЦИЯ 5 презентация
Содержание
- 1. СЕТИ ЭВМЛЕКЦИЯ 5
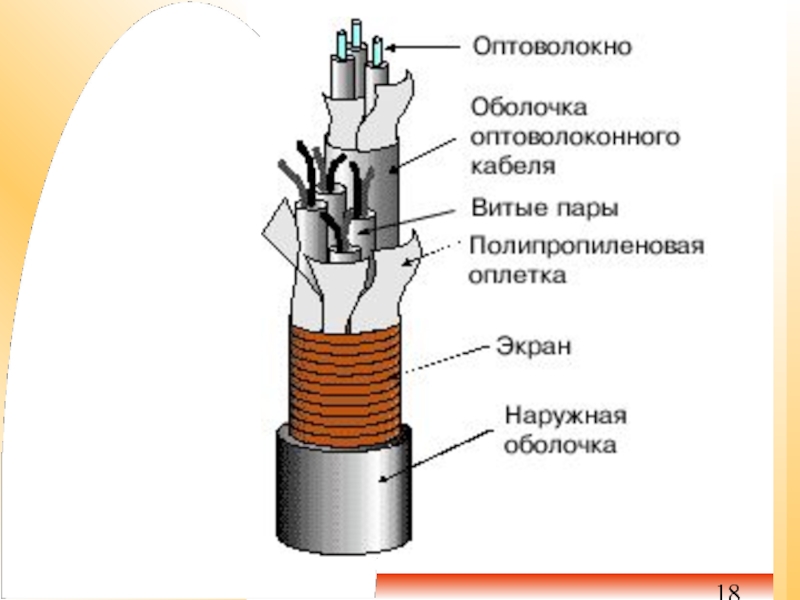
- 2. Оптоволоконные кабели
- 3. Когда мы вспоминаем о стекле, первое, что
- 4. Чтобы изолировать волокно от механических воздействий, что
- 5. Волоконно-оптический кабель со свободным буфером В
- 7. В конструкции с плотным буфером защитный слой
- 9. В симплексном кабеле только один световод, а
- 11. Многожильный кабель состоит из нескольких световодов. Волокна
- 12. Термин кабель для оконечной разводки - breakout
- 14. В этих кабелях применяется цветная маркировка для
- 15. Пожаробезопасный кабель Можно осуществлять прокладку кабелей
- 16. Многожильный кабель для разводки по этажам
- 17. Гибридный кабель Обсуждение волоконно-оптических кабелей было
- 19. Очевидно, что в идеальной оптической системе передачи
- 20. Потери в оптических коннекторах Опишем проблемы,
- 21. Неидеальная геометрическая форма волокн также вносит
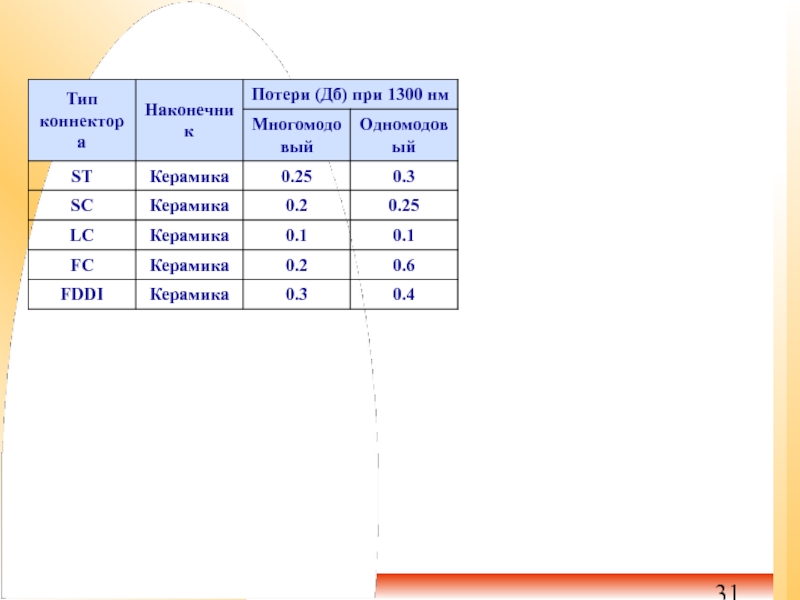
- 23. Наконечники оптических коннекторов Таким образом
- 24. Внутри наконечников существует канал, в который вводится
- 25. Чаще всего фиксирующим составом в данной технологии
- 26. После установки световода в коннектор необходимо отшлифовать
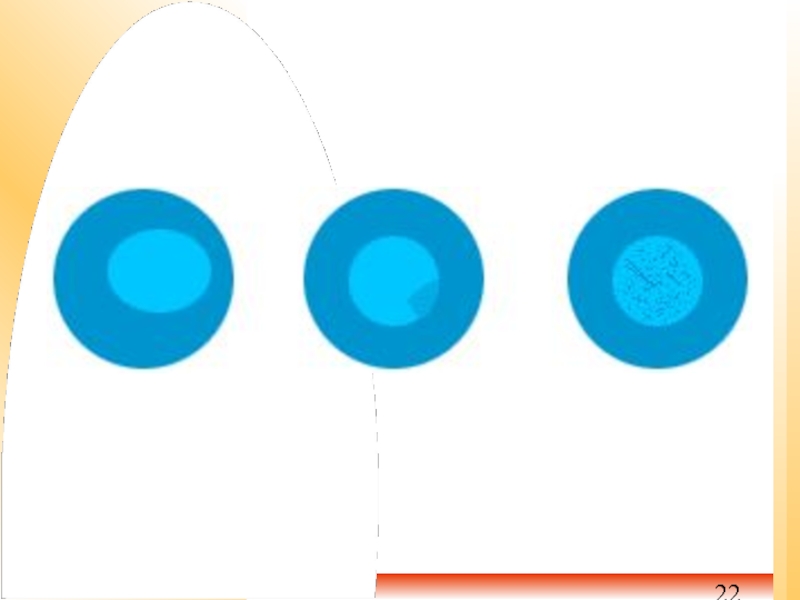
- 27. Достаточно неровностей даже в нерабочей части поверхности
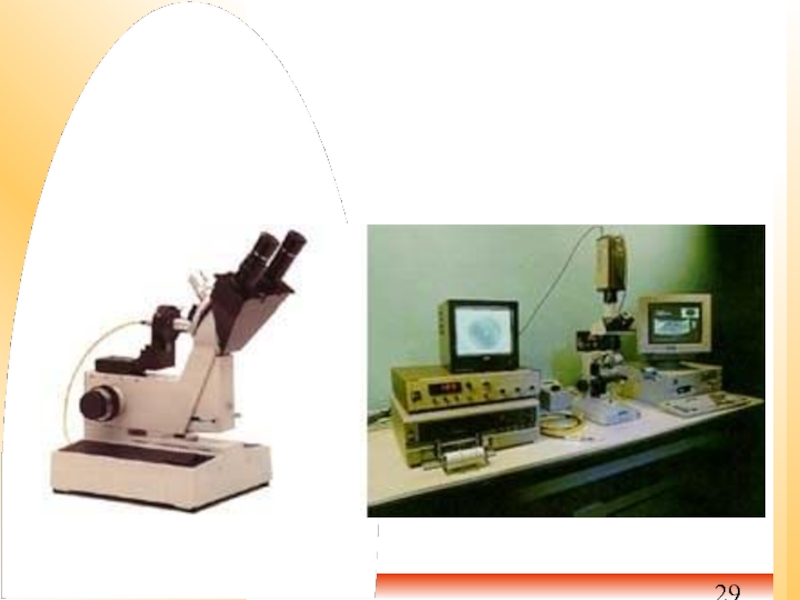
- 28. Также важен материал наконечника. Подавляющее число коннекторов
- 30. Соединение оптических коннекторов Принципиально соединение
- 32. ST-коннектор Коннекторы различаются не только
- 33. Слабым местом ST-технологии является вращательное движение оправы
- 34. SC-коннектор Слабые стороны ST-коннекторов в настоящее
- 35. В некоторых случаях SC-коннекторы применяются в дуплексном
- 36. LC-коннектор Коннекторы типа LC - это
- 37. Встречаются как многомодовые, так и одномодовые варианты
- 38. FC-коннектор В одномодовых системах встречается
- 39. FDDI-коннектор Для подключения дуплексного кабеля
- 40. Технология FDDI предусматривает четыре типа используемых портов:
- 41. Теория неразъемного соединения волокна При монтаже
- 42. Во-вторых, величина оптических потерь в подобном линке
- 43. Технология сваривания волокна Cварка оптических волокн
- 45. В аппаратах попроще выполняется ручное сведение световодов
- 46. Технология механического совмещения Несмотря на то,
- 47. Простейший сплайс представляет собой вытянутую конструкцию с
- 48. Кроме того в отличии от сварных сращиваний,
- 49. Оконцовка и соединение волоконно-оптических кабелей представляют собой
- 50. Этот свободный конец соединяется с кабелем, путем
- 51. Все перечисленные операции требуют привлечения специально подготовленного
- 52. ДПО, ДАО, СПО, САО
- 53. ДПЛ, СПЛ, ДАЛ, САЛ
- 54. ДПС, СПС, ДАС, САС
- 55. ДПУ, ДАУ
- 56. ДПД, ДПМ
- 57. ДП2, ДА2
- 58. ДПТ
- 59. ДПО с тросом
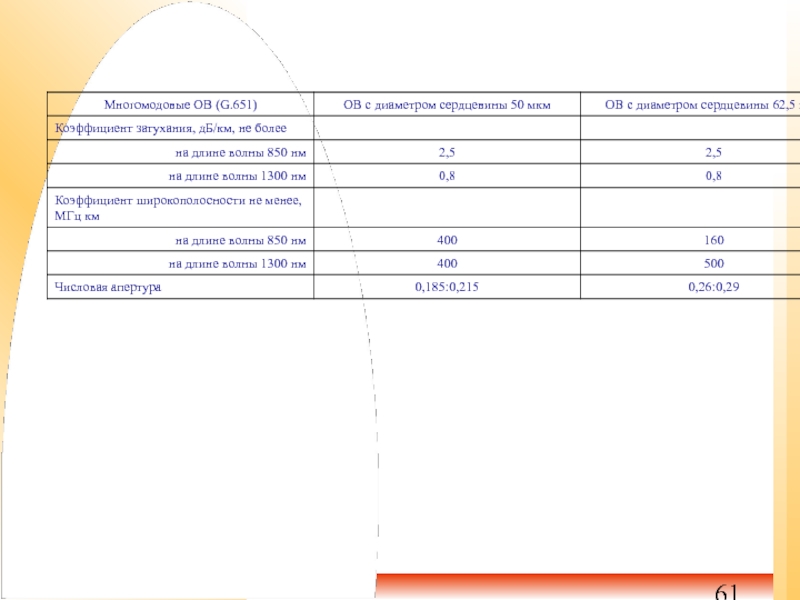
- 60. Характеристики ОВ
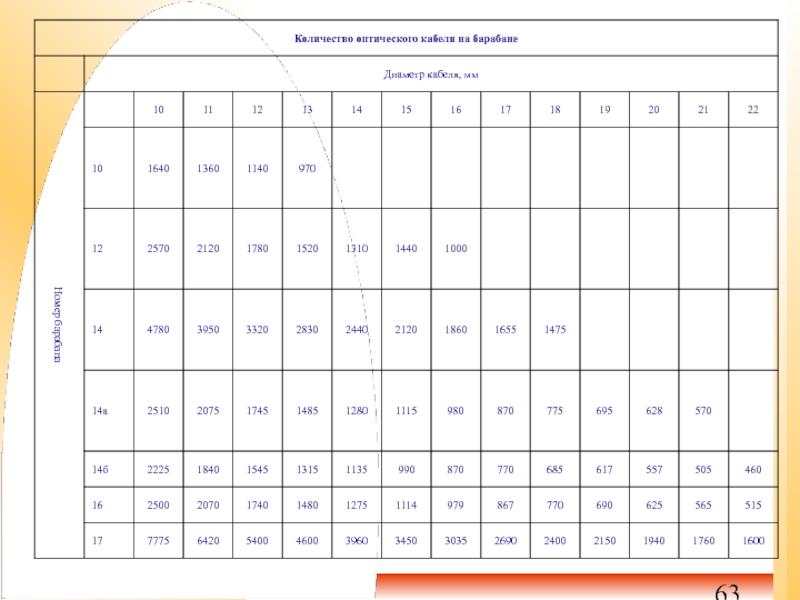
- 62. Система маркировки для магистральных оптических кабелей


Слайд 3Когда мы вспоминаем о стекле, первое, что приходит на ум -
это его хрупкость. Однако, оптическое волокно - за счет своей особой чистоты и небольшого диаметра, довольно гибкое и прочное, то есть, оно обладает не характерными для стекла свойствами. Тем не менее, при обращении с ним следует соблюдать особую осторожность, так как его можно легко повредить.

Слайд 4Чтобы изолировать волокно от механических воздействий, что позволяет осуществлять передачу с
минимумом потерь, и предохранить его от повреждений, разработаны два типа защиты первого уровня: свободный буфер и плотный буфер.

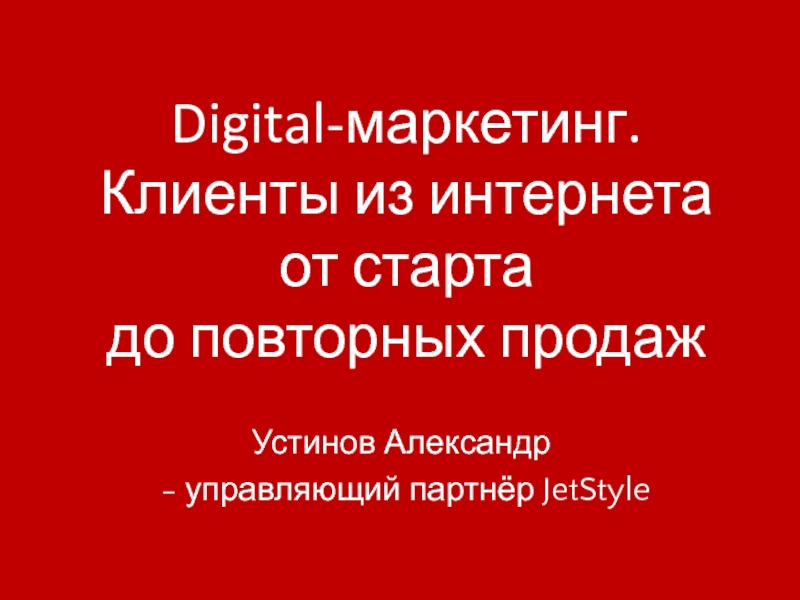
Слайд 5Волоконно-оптический кабель со свободным буфером
В конструкции со свободным буфером волокно заключается
в не очень гибкую пластиковую трубку, внутренний диаметр которой значительно превосходит диаметр волокна. Эта трубка обычно заполняется особым гелем. Таким образом, волокно изолируется от внешних механических воздействий, которым подвержен кабель. В многожильном кабеле имеется несколько таких трубок, содержащих по одному или несколько волокон, которые совместно с силовыми элементами кабеля (арматурой) позволяют освободить волокна от механических напряжений и уменьшить растяжение и усадку кабеля. Все они могут, в свою очередь, размещаться в заполненной желеобразным веществом трубке, поверх которой располагается наружная оболочка кабеля.

Слайд 7В конструкции с плотным буфером защитный слой вокруг волокна в оболочке
создается методом выдавливания пластмассы. Эта конструкция обладает значительно большей стойкостью к растяжениям, сжатиям и ударам, они допускают изгибы меньшего радиуса (но не менее 20 диаметров волокна). Прокладка такого кабеля осуществляется гораздо проще, и намного проще реализуются соединения. Эти кабели имеет малые диаметры и вес, они устойчивы к воздействию влаги и различных веществ и огнестойкие. В последнее время характерно преимущественное использование кабелей с плотным буфером.
Волоконно-оптический кабель с плотным буфером


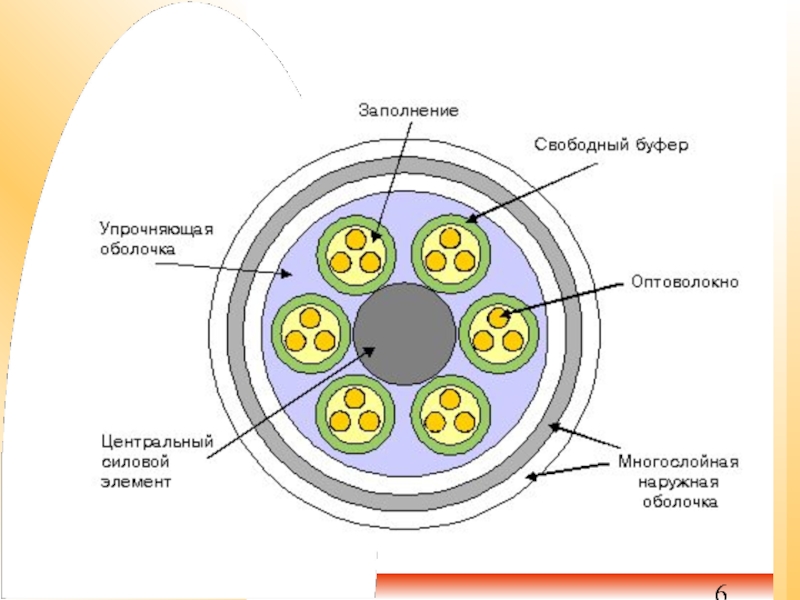
Слайд 9В симплексном кабеле только один световод, а в дуплексном - два.
Дуплексный кабель физически состоит из двух симплексных, которые заключены в общую оболочку. Часто эта оболочка выполняется в виде 8 (т.н. shotgun или zipcord см. рисунок), очень часто подобным образом делаются электрические сетевые провода. Хотя дуплексный кабель можно заменить двумя симплексными, предпочтительнее применение именно дуплексного кабеля, поскольку он - дешевле и укладывается аккуратнее, и, кроме того, будет намного меньше возможностей допустить ошибку при монтаже.
Симплексный и дуплексный кабели

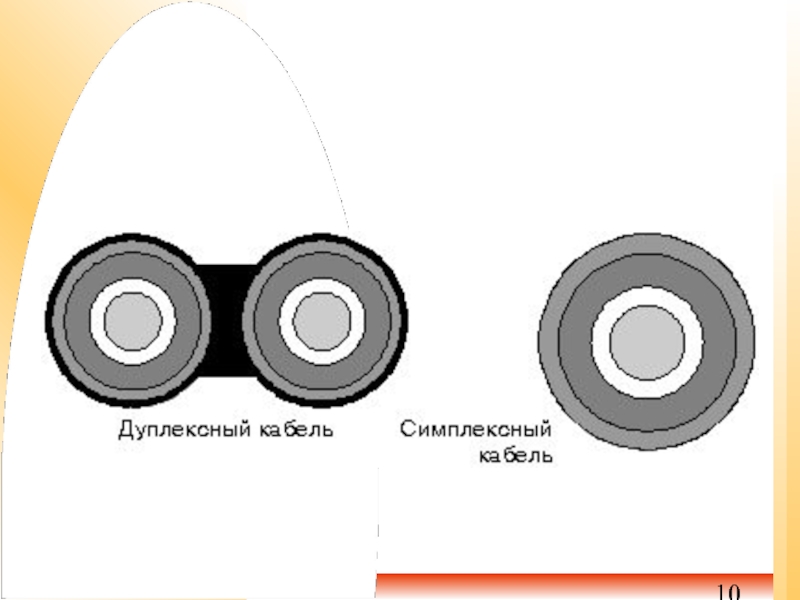
Слайд 11Многожильный кабель состоит из нескольких световодов. Волокна собираются в один или
несколько жгутов, каждый из которых могут быть обмотаны арамидной пряжей и заключены в оболочку. Несколько таких жгутов объединяются в одну или несколько свивок и покрываются одной общей оболочкой и, таким образом, получается кабель. Световоды в жгуте могут различаться по цвету оболочки или по ее цветовой маркировке, что позволяет легко находить нужный, особенно при большой длине кабеля, и избежать ошибки при соединении. Такие кабели применяются для разводки сигналов по разным помещениям.
Многожильный кабель

Слайд 12Термин кабель для оконечной разводки - breakout cable - определяет основное
назначение этого многожильного кабеля. Так как отдельные его волокна представляют собой отдельные кабели заключенные в собственные защитные оболочки, концы их могут прокладываться самостоятельно и присоединяются к тому оборудованию, для которого предназначается передача, то есть они используются для доставки сигналов непосредственно, без использования панелей соединений.
Кабель для оконечной разводки

Слайд 14В этих кабелях применяется цветная маркировка для облегчения поиска требуемого волокна.
Из-за необходимости использования более мощной упрочняющей оболочки из кевлара, эти кабели, как правило, тяжелее и имеют большие размеры, чем другие кабели с таким же количеством световодов. Эти кабели полностью соответствуют требованиям пожаробезопасности. Имеется множество конструкций этих кабелей, что позволяет подобрать кабель, соответствующий любым требованиям. Как правило, это - кабели особой конструкции и небольшой длины для применения в локальных сетях, системах передачи данных, видеосистемах и АСУТП.

Слайд 15Пожаробезопасный кабель
Можно осуществлять прокладку кабелей в свободных пространствах между перекрытиями
и полом или подвесным потолком. Для такой прокладки кабелей разработаны довольно жесткие требования, особенно - относящиеся к пожаробезопасности. Так как при сильном нагреве кабеля или при его горении могут выделяться ядовитые вещества, то прокладка кабеля в обычной оболочке - недопустима, или же такой кабель должен прокладываться в пожаробезопасном кабелепроводе или должен быть обмотан негорючим или недымящим материалом. Поэтому выделяется особый тип кабелей - plenum cables, оболочка которого выполняется из негорючего или малогорючего пластика (чаще всего из тетраполифторэтилена, более известного у нас как фторопласт. При наличии особо жестких требований используются кабели в оболочке типа LSFOH (Low Smoke And Fume And Zero Halogen - низкая способность к горению и дымообразованию) при термическом разложении которой не выделяются токсические вещества.

Слайд 16Многожильный кабель для разводки по этажам
Некоторые компании выделяют еще одну
разновидность кабелей - riser cables, которыми осуществляется разводка по этажам, и разработанных с учетом особых требований по не распространению огня.

Слайд 17Гибридный кабель
Обсуждение волоконно-оптических кабелей было бы не полным без упоминания
гибридных кабелей. Это особый тип кабелей, которые сконструированы как для общего применения, так и специальных, которые поставляются по специальным заказам. Применяются же они в случаях, когда необходимо использование обеих технологий и волоконно-оптической и витой пары, особенно, в случае когда производится или намечается переход на оптоволокно. Применение кабеля этого типа не влечет за собой в ходе такого перехода нарушение существующей сети.

Слайд 19Очевидно, что в идеальной оптической системе передачи информации световой поток должен
беспрепятственно проходить трассу от источника до фотоприемника. Оптическое волокно - это ничто иное, как та самая трасса распространения сигнала. Протянуть цельное волокно от источника до приемника не представляется возможным. Технологическая длина волокна обычно не превышает нескольких километров. И если эту проблему еще можно решить сваркой световодов, то обеспечение мобильности локальной оптической подсети достигается только с применением кроссового оборудования. Проблем передачи световой волны от одного отрезка волокна к другому не избежать. Для многократного и простого подключения оптических линков световоды могут оконцовываться оптическими коннекторами. Учитывая, что современные световоды - это микронные технологии, оконцовка волокна оптическими коннекторами представляет собой непростую задачу.

Слайд 20Потери в оптических коннекторах
Опишем проблемы, возникающие при переходе сигнала из
одного световода в другой. Потеря мощности или затухание оптической волны возникает при неточной центровке световодов. В этом случае часть лучей просто не переходит в следующий световод, или входит под углом более критического. При неполном физическом контакте волокн образуется воздушный зазор. В связи с чем возникает эффект возвратных потерь. Часть лучей при прохождении прозрачных сред с разной плотностью отражается в обратном направлении. Доcтигая резонатора, они усиливаются и вызывают искажения сигналов

Слайд 21
Неидеальная геометрическая форма волокн также вносит вклад в потери мощности. Это
может быть и элиптичность световода и нецентричность его сердцевины. Торец самого световода может содержать деформации: сколы и шероховатости, что в свою очередь уменьшает рабочую поверхность соприкосновения волокн.

Слайд 23Наконечники оптических коннекторов
Таким образом необходимо точно и плотно совместить
оба световода. Чтобы обеспечить сохранность хрупкого волокна при многократном совмещении, их оконечные отрезки помещают в керамические, пластмассовые или стальные наконечники. Большинство наконечников имеют цилиндрическую форму с диаметром 2,5 мм. Встречаются конические конструкции, а коннекторы LC имеют наконечник диаметром 1,25 мм.

Слайд 24Внутри наконечников существует канал, в который вводится и фиксируется химическим или
механическим способом очищенный от оболочки световод. При удалении защитного покрытия могут использоваться как специальные механические инструменты, так и химически активные растворы. Внутри наконечника световод может фиксироваться как по всей длине канала (чаще это методы на основе клея), так и в точке ввода волокна в наконечник (механические методы). Процесс механической фиксации занимает гораздо меньше времени (до нескольких минут) и основан на "придавливании" волокна с помощью полимерных материалов. Но он является менее надежным и недолговечным. Химический способ говорит сам за себя.

Слайд 25Чаще всего фиксирующим составом в данной технологии выступают эпоксидные растворы, как
наиболее надежные. Однако период полного загустевания такого состава весьма продолжителен - до суток. Поэтому при необходимости более быстрого монтажа коннекторов могут применяться другие компоненты или специальные печи для сушки

Слайд 26После установки световода в коннектор необходимо отшлифовать торец наконечника. Выступающий излишек
волокна удаляется специальными инструментами. Основной принцип заключается в надрезе и обламывании световода, после чего можно приступать к непосредственной полировке поверхности.
Особый интерес вызывает форма торцов наконечников. Их обработка представляет собой целое искусство. Простейший вариант торца - плоская форма. Ей присущи большие возвратные потери, поскольку вероятность возникновения воздушного зазора в окрестности световодов велика.

Слайд 27Достаточно неровностей даже в нерабочей части поверхности торца. Поэтому чаще применяются
выпуклые торцы (радиус скругления составляет порядка 10-15 мм). При хорошем центрировании плотное соприкосновение световодов гарантируется, а значит более вероятно отсутствие воздушного зазора. Еще более продвинутым рещением является применение скругления торца под углом в несколько градусов. Скругленные торцы меньше зависят от деформаций, образуемых при соединении коннекторов, поэтому подобные наконечники выдерживают большее количество подключений (от 100 до 1000).

Слайд 28Также важен материал наконечника. Подавляющее число коннекторов строятся на основе керамических
наконечников, как более стойких.
После оконцовки световодов коннекторами необходимо произвести анализ качества поверхности наконечника. Чаще всего для этого применяются микроскопы. Професcиональные приборы обладают кратностью увеличения в сотни раз и снабжены специальной подсветкой с различных ракурсов. Они могут также иметь интерфейс подключния к дополнительному измерительному оборудованию.

Слайд 30Соединение оптических коннекторов
Принципиально соединение двух оптических коннекторов кроссового оборудования
строится по следующей схеме:
Платформой для установки коннекторов служит розетка. Входящие в нее коннекторы фиксируются таким образом, чтобы оси их наконечников были отцентрированы, параллельны и плотно прижаты. Подобные розетки обычно устанавливают в патч-панели или вставки монтажных коробов.

Слайд 32ST-коннектор
Коннекторы различаются не только применяемыми наконечниками, но и типом
фиксации конструкции в розетке. Самым распространенным представителем в локальных оптических сетях является ST-тип коннектора (от англ. Straight Tip). Керамический наконечник имеет цилиндрическую форму диаметром 2.5 мм со скругленным торцом. Фиксация производится за счет поворота оправы вокруг оси коннектора, при этом вращения основы коннектора отсутствуют (теоретически) за счет паза в разъеме розетки. Направляющие оправы сцепляясь с упорами ST-розетки при вращении вдавливают конструкцию в гнездо. Пружинный элемент обеспечивает необходимое прижатие.

Слайд 33Слабым местом ST-технологии является вращательное движение оправы при подключении/отключении коннектора. Оно
требует большого жизненного пространства для одного линка, что важно в многопортовых кабельных системах. Более того, вращения наконечника отсутствуют только теоретически. Даже минимальные изменения положения последнего влекут рост потерь в оптических соединениях. Наконечник выступает из основы конструкции на 5-7 мм, что ведет к его загрязнению.

Слайд 34SC-коннектор
Слабые стороны ST-коннекторов в настоящее время решают за счет применения
SC-технологии (от англ. Subscriber Connector). Сечение корпуса имеет прямоугольную форму. Подключение/отключение коннектора осуществляется поступательным движением по направляющим и фиксируется защелками. Керамический наконечник также имеет цилиндрическую форму диаметром 2.5 мм со скругленным торцом (некоторые модели имеют скос поверхности). Наконечник почти полностью покрывается корпусом и потому менее подвержен загрязнению нежели в ST-конструкции. Отсутствие вращательных движений обуславливает более осторожное прижатие наконечников.

Слайд 35В некоторых случаях SC-коннекторы применяются в дуплексном варианте. На конструкции могут
быть предусмотрены фиксаторы для спаривания коннекторов, или применяться специальные скобы для группировки корпусов. Коннекторы с одномодовым волокном обычно имеют голубой цвет, а с многомодовым серый.

Слайд 36LC-коннектор
Коннекторы типа LC - это малогабаритный вариант SC-коннекторов . Он
также имеет прямоугольное сечение корпуса. Конструкция исполняется на пластмассовой основе и снабжена защелкой, подобной защелке, применяющейся в модульных коннекторах медных кабельных систем. Вследствие этого и подключение коннектора производится схожим образом. Наконечник изготавливается из керамики и имеет диаметр 1.25 мм.

Слайд 37Встречаются как многомодовые, так и одномодовые варианты коннекторов. Ниша этих изделий
- многопортовые оптические системы.

Слайд 38FC-коннектор
В одномодовых системах встречается еще одна разновидность коннекторов -
FC. Они характеризуются отличными геометрическими характеристиками и высокой защитой наконечника.

Слайд 39FDDI-коннектор
Для подключения дуплексного кабеля могут использоваться не только спаренные
SC-коннекторы. Часто в этих целях применяют FDDI-коннекторы. Конструкция исполняется из пластмассы и содержит два керамических наконечника. Для исключения неправильного подключения линка коннектор имеет несимметричный профиль.

Слайд 40Технология FDDI предусматривает четыре типа используемых портов: A, B, S и
M. Проблема идентификации соответствующих линков решается за счет снабжения коннекторов специальными вставками, которые могут различаться по цветовой гамме или содержать буквенные индексы.
В основном данный тип используется для подключения к оптическим сетям оконечного оборудования.

Слайд 41Теория неразъемного соединения волокна
При монтаже оптических каналов связи приходится сталкиваться
с проблемой непосредственного соединения световодов, поскольку технологическая длина оптического волокна обычно не превышает нескольких километров. Реальная трасса линий имеет длину в десятки, иногда сотни раз, большую.
В оптическом кабеле могут возникать повреждения волокна под воздействием грызунов или окружающей среды. В этом случае замена всего технологического отрезка кабеля нецелесообразна и необходимо восстановить поврежденный световод в локальной точке.
Использовать оптические коннекторы для соединения кабельных сегментов, а также поврежденных волокн невыгодно по многим причинам. Во-первых, это неэффективно экономически.

Слайд 42Во-вторых, величина оптических потерь в подобном линке неприемлема при учете количества
промежуточных соединений. В-третьих, массогабаритные показатели не позволяют соединять оптическими коннекторами многоволоконные кабели. Исключение составляет технология MT, применяющаяся при подключении локальных линков к магистральному кабелю. Но это тема отдельного разговора.
В зависимости от требований к качеству, надежности, мобильности соединения отдельных световодов различают два основных метода - сварки и механического сведения волокн.

Слайд 43Технология сваривания волокна
Cварка оптических волокн основана на расплавлении световодов электрической
дугой, с последующим их соединением. Для выполнения этой операции применяют специальные сварочные аппараты. Главное их отличие заключается в применяемых методах точного совмещения свариваемых волокн. В настоящее время ручные аппараты устарели и не применяются. Температуру, расположение и продолжительность дуги в современных аппаратах контролирует электроника. Полностью автоматические приборы также управляют и процессом совмещения световодов. Контроль процесса совмещения в подобных приборах производится за счет подачи тестовых сигналов в свариваемые световоды или за счет оптической телеметрии профилей волокн.


Слайд 45В аппаратах попроще выполняется ручное сведение световодов с визуальным контролем посредством
оптических микроскопов.
Вне зависимости от применяемых технологий сварки выдвигаются самые жесткие требования к торцам соединяемых волокн. Для получения качественного скола световода применяются специальные инструменты. Поверхность скола должна быть строго перпендикулярна оси волокна.
В завершение процедуры сращения место сварки защищают специальными трубками, которые заранее надевают на один из световодов. После термической обработки трубка плотно усаживается на место стыка и придает дополнительную механическую прочность соединению.
В целом вносимые сваркой потери составляют менее 0.1 Дб.

Слайд 46Технология механического совмещения
Несмотря на то, что сварка является наиболее качественным
из неразъемных соединений волокн, для ее осуществления требуется дорогостоящее оборудование и высококвалифицированный персонал. Кроме того даже самые малогабаритные аппараты неудобны при сращивании волокн внутри механических конструкций. Поэтому широкое распространение получил и механический способ сведения волокн с помощью так называемых сплайсов (от английского splice).

Слайд 47Простейший сплайс представляет собой вытянутую конструкцию с каналом для ввода сращиваемых
световодов. Волокна подаются с противоположных концов. Сам канал может быть заполнен гелем для заполнения зазоров между световодами. После соприкосновения волокн обычно дополнительно производят их механическую фиксацию за счет всевозможных защелок.
Затухание сигнала, вносимое в подобных соединениях, больше нежели при сварке, однако меньше чем при соединении с помощью обычных оптических коннекторов.

Слайд 48Кроме того в отличии от сварных сращиваний, сплайсы допускают многократное применение
и не требуют большого жизненного пространства для выполнения операции, что важно при работе внутри малогабаритных конструкций. Но для достижения подобных показателей также необходимо применение специального инструмента для изготовления высококачественных сколов световодов
В целом вносимые сплайсом потери составляют не более 0.2 Дб.

Слайд 49Оконцовка и соединение волоконно-оптических кабелей представляют собой довольно сложную техническую задачу,
оптимальное решение которой определяет эффективность всего проекта в целом.
Особенно это ощутимо при соединении группы зданий, поскольку свободные манипуляции с магистральным волоконно-оптическим кабелем затруднены и, согласно техническим требованиям недопустимы, для дальнейшей разводки после ввода необходимо осуществить подключение кабеля к соединительному оборудованию. Для его подключения могут использоваться так называемые пигтейлы (pigtail -, буквально, свиной хвост, который представляет собой отрезок оптического световода, на одном конце которого устанавливается коннектор, а другой остается свободным).

Слайд 50Этот свободный конец соединяется с кабелем, путем реализации неразъемного соединения, преимущественно
сварного. Для его осуществления требуется произвести разделку и зачистку кабеля, далее заделку кабеля и волокон (поскольку преимущественно приходится иметь дело с кабелями со свободным буфером), подготовку торцов и контроль их качества, состыковку и, непосредственно, сварку с последующим контролем качества шва и оптических характеристик соединения, и укладку соединений в специальные кассеты или муфты, чтобы предохранить их от повреждений. Ко всему этому следует добавить вполне возможное несоответствие полученных параметров норме или просто ошибки, что влечет за собой повторение процедуры.

Слайд 51Все перечисленные операции требуют привлечения специально подготовленного персонала, обучение которого -
довольно дорогостоящее, а также специального оборудования и инструмента, стоимость которых также весьма существенна, что и определяет высокий уровень затрат на прокладку и подключение кабеля.
Альтернативой может служить использование кабелей с установленными производителем коннекторами. Но такое решение не вполне пригодно для прокладки кабеля в кабельных каналах, поскольку сами по себе коннекторы при сравнении с оптическими волокнами являются довольно объемными. Эти коннекторы заключаются в специальные тяговые протекторы, то есть на конце кабеля имеется довольно объемистая конструкция, диаметр которой во много раз превосходи диаметр кабеля. Для протяжки такого кабеля потребуется, соответственно, большее пространство и большие усилия.