- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Процесс изготовления детали: полумуфта верхняя презентация
Содержание
- 1. Процесс изготовления детали: полумуфта верхняя
- 2. АКТУАЛЬНОСТЬ: Важнейшими направлениями развития технологии в
- 3. – рассмотреть требования, предъявляемые к детали, –разработать
- 4. МАТЕРИАЛ ДЕТАЛИ И ЕГО СВОЙСТВА
- 5. КОНТРОЛЬНО ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ Штангенциркуль ШЦ-1 с
- 8. ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ Патрон токарный самоцетрирующий
- 9. РЕЖУЩИЙ ИНСТРУМЕНТ Резец проходной упорный ГОСТ 1887-73
- 10. Резец расточной ГОСТ 18883-73 Расточной упорный резец
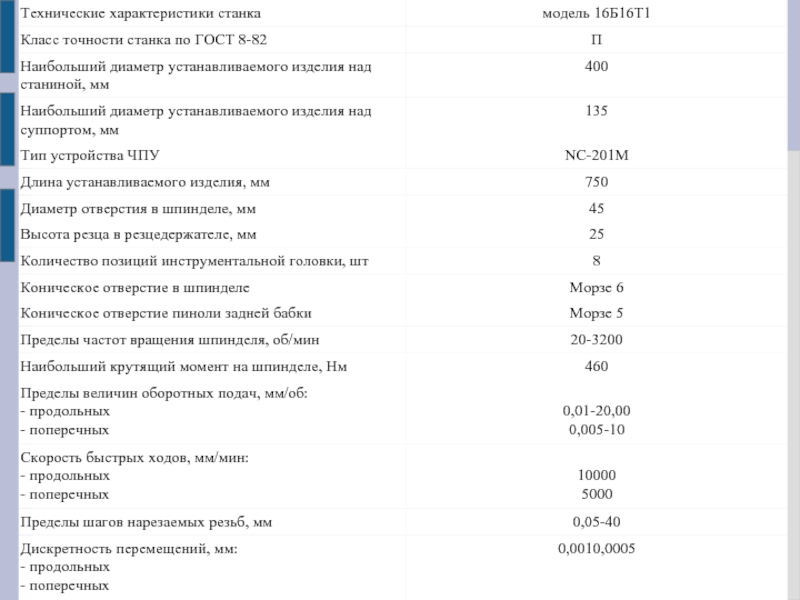
- 12. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА С ЧПУ 16Б16Т1 СТАНКА
- 14. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ТОКАРЯ 1 создание
- 15. ТЕХНИКА БЕЗОПАСНОСТИ НА ТОКАРНОМ СТАНКЕ С ЧПУ
- 16. ПЛАН МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ «БОЛТ ЦЕНТРИРУЮЩИЙ»
- 17. ВЫВОД В процессе выполнения ВКР была достигнута
- 18. СПАСИБО ЗА ВНИМАНИЕ!
Слайд 1ОГАПОУ УАвиаК - МЦК
Выпускная квалификационная работа
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ
«Полумуфта верхняя»
Руководитель:
Кутинов В.И Выполнил: студент группы 15ст-1
Тимагин Алексей Александрович
г.Ульяновск, 2018

Слайд 2АКТУАЛЬНОСТЬ:
Важнейшими направлениями развития технологии в приборостроении являются: применение режущих инструментов
из новых инструментальных материалов, расширение области применения оборудования с числовым программным управлением, использование методов ресурсосбережения, а так же повышение размерной и геометрической точности, достигаемой при обработке.

Слайд 3– рассмотреть требования, предъявляемые к детали,
–разработать технологический процесс механической обработки детали,
–выбрать режущий и контрольно–измерительный инструмент,
– выбрать приспособления для изготовления детали,
– подобрать оборудование.
–рассмотреть вопросы научной организации труда и рабочего места, гигиены труда и пожаробезопасности.
–выполнить рабочий чертеж детали «Болт центрирующий» и МТП обработки детали.
ЦЕЛЬ РАБОТЫ:
Целью данной работы является разработка маршрутной карты технологического процесса изготовления детали «Полумуфта верхняя».
ЗАДАЧИ:


Слайд 5КОНТРОЛЬНО ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
Штангенциркуль ШЦ-1 с пределами измерений 0-160 мм и
величиной отсчета по нониусу 0,1 мм Предназначен для наружных и внутренних измерений и для измерения глубин.
Данный прибор выбрали исходя из того, что измеряемый диапазон размеров, равный 6…160мм не превышает диапазона измерений прибора 0-160мм; диапазон показаний 0,1 мкм больше допуска размера 6мм JT=300мкм;
Предельная погрешность прибора равная 5мкм, меньше предельно допустимой погрешности измерения d=16мкм.
Данный прибор выбрали исходя из того, что измеряемый диапазон размеров, равный 6…160мм не превышает диапазона измерений прибора 0-160мм; диапазон показаний 0,1 мкм больше допуска размера 6мм JT=300мкм;
Предельная погрешность прибора равная 5мкм, меньше предельно допустимой погрешности измерения d=16мкм.

Слайд 6
Микрометр (ГОСТ 6507 - 90)
Микрометр – это универсальный измерительный прибор для высокоточного (с погрешностью от 2 до 50 мкм) определения линейного размера детали. Измерение может быть произведено абсолютным или относительным контактным методом с погрешностью достаточной для точной сборки узлов и станочного производства.
 Микрометр")
Слайд 7
Индикаторный нутромер 109 18-50 ГОСТ 9244-75
Для измерения отверстий Ø15мм с допуском IT = 0,018мм и Ø25мм с допуском IT = 0,021мм можно использовать нутромер.

Слайд 8ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных
самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец.

Слайд 9РЕЖУЩИЙ ИНСТРУМЕНТ
Резец проходной упорный ГОСТ 1887-73
Проходной упорный резец (рисунок 4) –
для обработки наружной цилиндрической поверхности. Упорные резцы применяются в тех случаях, когда необходимо, чтобы между обработанной цилиндрической и торцевой поверхностью получился угол 90о.
 – для обработки наружной цилиндрической")
Слайд 10Резец расточной ГОСТ 18883-73 Расточной упорный резец растачивает отверстие до нужного диаметра
(рисунок 5б) за несколько рабочих ходов при продольной подаче. На торце при этом образуется ступенчатая поверхность. Затем при использовании поперечной подачи осуществляется обработка торца и образуется угол 900 между цилиндрической и торцевой поверхностью.
 за")
Слайд 11
Резец отрезной ГОСТ 1887-73
Для вытачивания канавок и отрезания устанавливают детали в патронах или центрах или же в патроне с поддержкой задним центром.
Место в котором следует выточить канавку, определяется при помощи измерительной линейки. При вытачивании нескольких канавок и особенно канавок различной ширины их расположение по длине детали нужно предварительно наметить.


Слайд 14ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
ТОКАРЯ
1 создание условий для высокопроизводительной работы; 2.механизация и
автоматизация производственного процесса, максимально устраняющая применение ручного труда; ритмичное снабжение рабочего места сырьем и материалами; повышение квалификации рабочего и обучение его передовым приемам труда; безопасность работы.
Правильная организация рабочего места оказывает заметное влияние на сокращение вспомогательного времени, затрачиваемого на выполнение отдельных операций. Удобное расположение необходимых для работы инструментов и приспособлений обеспечивает производительную работу станочника при меньшей его утомляемости.
Правильная организация рабочего места оказывает заметное влияние на сокращение вспомогательного времени, затрачиваемого на выполнение отдельных операций. Удобное расположение необходимых для работы инструментов и приспособлений обеспечивает производительную работу станочника при меньшей его утомляемости.

Слайд 15ТЕХНИКА БЕЗОПАСНОСТИ НА ТОКАРНОМ СТАНКЕ С ЧПУ 16Б16Т1 СТАНКА СТАНКЕ
1) К
эксплуатации и ремонту станка допускается только персонал, ознакомленный с соответствующей документацией станка и СЧПУ.
2) Всегда необходимо пользоваться защитными очками и специальной обувью. При необходимости используйте перчатки, пылезащитную маску и средства защиты слуха.
3) При работе на станке не рекомендуется носить кольца, часы, различные украшения и галстуки. Длинные волосы должны быть собраны и прикрыты рабочим головным убором.
4) Эксплуатация станка разрешается лишь в том случае, если вы убедились, что регулярно производилось обслуживание станка и что он находится в отличном техническом состоянии.
5) Необходимо убедиться, что станок заземлен надлежащим образом.
6) Не приступать к работе на станке, если от него исходит необычное или слишком сильное тепло, шум, наблюдается выделение дыма или вибрация. При этом необходимо срочно обратиться к производителям станка или в сервисную службу.
7) Доступ к электрическим компонентам станка разрешается только специально обученному персоналу.
8) Нельзя применять в качестве очистителей и СОЖ ядовитые и воспламеняющиеся вещества
9) Не открывать защитные дверцы и кожуха пока какое-либо из устройств станка находится в движении.
10) Зона вокруг станка должны быть сухой и хорошо освещенной.
11) Перед закреплением инструмента необходимо убедиться, что все поверхности устройства крепления инструмента чистые.
12) Не применять в станке изношенные, хрупкие и дефектные инструменты.
13) Не превышать номинальную мощность станка.
14) Не оставлять инструмент и детали в местах, в которых они могли бы соприкоснуться с подвижными частями станка.
15) Регулярно проверять уровень смазки и охлаждающего средства.
2) Всегда необходимо пользоваться защитными очками и специальной обувью. При необходимости используйте перчатки, пылезащитную маску и средства защиты слуха.
3) При работе на станке не рекомендуется носить кольца, часы, различные украшения и галстуки. Длинные волосы должны быть собраны и прикрыты рабочим головным убором.
4) Эксплуатация станка разрешается лишь в том случае, если вы убедились, что регулярно производилось обслуживание станка и что он находится в отличном техническом состоянии.
5) Необходимо убедиться, что станок заземлен надлежащим образом.
6) Не приступать к работе на станке, если от него исходит необычное или слишком сильное тепло, шум, наблюдается выделение дыма или вибрация. При этом необходимо срочно обратиться к производителям станка или в сервисную службу.
7) Доступ к электрическим компонентам станка разрешается только специально обученному персоналу.
8) Нельзя применять в качестве очистителей и СОЖ ядовитые и воспламеняющиеся вещества
9) Не открывать защитные дверцы и кожуха пока какое-либо из устройств станка находится в движении.
10) Зона вокруг станка должны быть сухой и хорошо освещенной.
11) Перед закреплением инструмента необходимо убедиться, что все поверхности устройства крепления инструмента чистые.
12) Не применять в станке изношенные, хрупкие и дефектные инструменты.
13) Не превышать номинальную мощность станка.
14) Не оставлять инструмент и детали в местах, в которых они могли бы соприкоснуться с подвижными частями станка.
15) Регулярно проверять уровень смазки и охлаждающего средства.
16) Во время обработки не предпринимать наладку инструмента или крепление деталей.
17) Поддерживать достаточно безопасное расстояние до всех точек "защемления" (мест изгиба шлангов и проводов) и избегать опасных ситуаций
18) Обязательно знать расположение клавиш аварийного останова станка.
19) Не оставлять станок без присмотра вовремя его работы.
20) При контакте с обработанными деталями обращать внимание на наличие острых кромок.
21) Не удаляйте стружку голыми руками. Используйте для этого крючок или другое приспособление, убедившись в полной остановке частей станка. Не производите очистку станка с помощью воздушного шланга.
22) Не пытайтесь остановить или затормозить перемещения исполнительных органов станка голыми руками или с помощью приспособлений.
23) Не применять для крепления инструмента и заготовки дефектные или грязные патроны, держатели и приспособления.
24) Запрещается предпринимать какие-либо конструктивные изменения станка без согласования с производителем станка или сервисной службой
25) Не допускайте, чтобы при работе со станком вас отвлекали другие люди.
26) Ни в коем случае не совершайте на станке операций, которых вы не понимаете. В случае сомнений обязательно проконсультируйтесь со специалистом.
27) Никогда не работайте внутри станка, если кто-либо работает со стойкой ЧПУ. Перейдите в режим редактирования "Edit" для предотвращения случайного перемещения исполнительных органов станка.
28) Уделяйте особое внимание перемещениям на ускоренной подаче Соблюдайте безопасное расстояние над поверхностью заготовки для таких перемещений.
29) Перед началом обработки проверяйте УП всеми доступными способами.
 К эксплуатации и ремонту станка")

Слайд 17ВЫВОД
В процессе выполнения ВКР была достигнута цель – самостоятельная учебно-познавательная деятельность,
развитие творческой активности, формирование общих и профессиональных компетенций и их использовании при решении познавательно-практических поставленных задач.