- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Изготовление разовой литейной формы презентация
Содержание
- 1. Изготовление разовой литейной формы
- 3. Модельный комплект
- 4. Изготовление деревянной модели отливки
- 6. Модельные плиты
- 7. Расположение моделей отливки и литниковой системы на
- 8. Литейная разовая песчаная форма: 1 –
- 9. Характеристика литья в разовые песчано-глинистые формы Самый
- 10. Качество поверхности отливок в зависимости от способа литья
- 11. Внешний вид отливок, полученных литьем в землю
- 13. Литье в оболочковые формы
- 14. Литье в оболочковые формы
- 15. Характеристика литья в оболочковые формы Высокая точность
- 16. Изготовление отливок по выплавляемым моделям
- 17. Изготовление отливок по выплавляемым моделям
- 18. Характеристика литья по выплавляемым моделям Высокая размерная
- 19. Основные виды брака в цехах точного литья
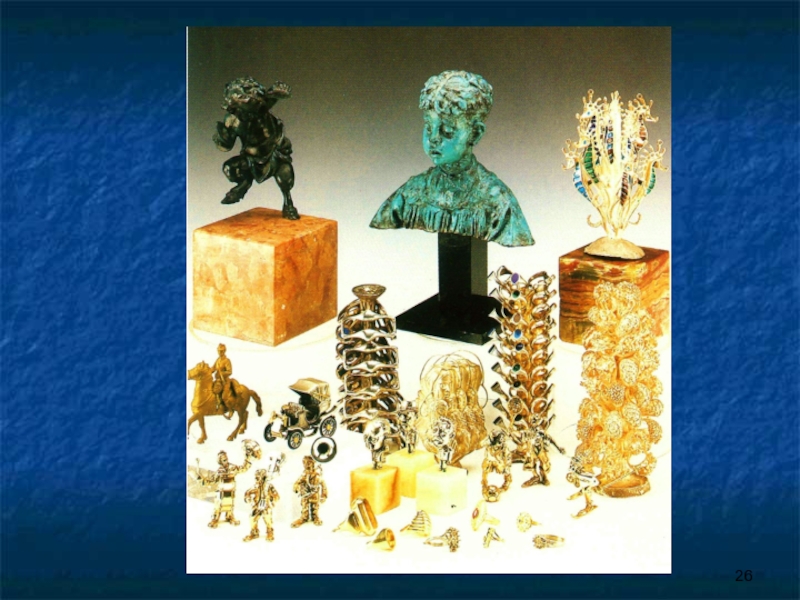
- 20. Ювелирное литье
- 21. 1 – Изготовление металлической модели изделия 2 – Подготовка рамки
- 22. Изготовление резиновых штампов
- 23. 5 – Изготовление модели изделия из воска 6 – Сборка елочки из восковых моделей
- 25. 12 – Промывка елочки 13 – Снятие отлитых изделий
- 27. Литье памятников
- 28. Литье памятников
- 30. Литье колоколов
- 31. Литье колоколов
- 32. Разновидности специальных способов литья в разовые формы

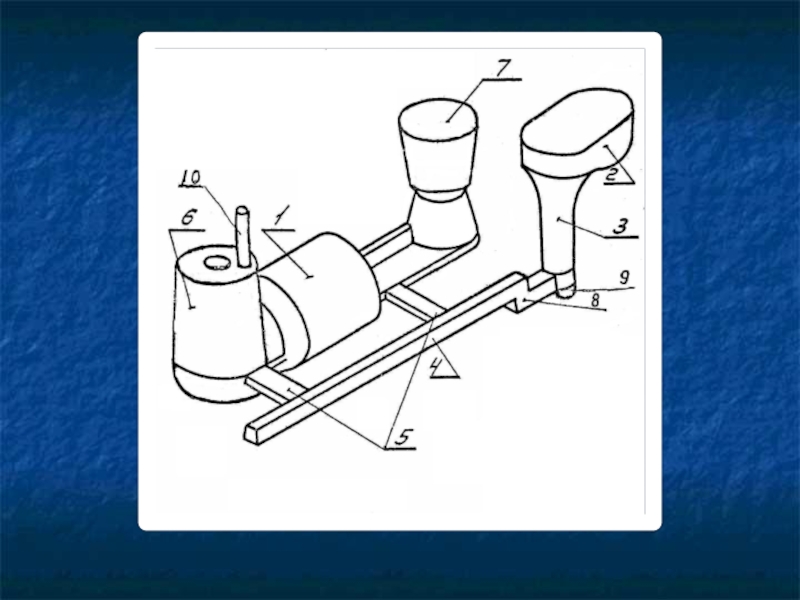



Слайд 7Расположение моделей отливки и литниковой системы на модельной плите:
1 – штырь
центрирующий; 2 – модельная плита; 3 – верхняя половина модели;
4 – крепежный болт; 5 – штырь направляющий; 6 – контрольный штифт; 7 – модели литниковой системы
4 – крепежный болт; 5 – штырь направляющий; 6 – контрольный штифт; 7 – модели литниковой системы

Слайд 8Литейная разовая песчаная форма: 1 – литниковая система; 2 – полость формы; 3 –
нижняя полуформа;
4 – верхняя полуформа;
5 – опока;
6 – прибыли;
7 – знаковая часть стержня;
8 – штырь;
9 – втулка;
10 - стержень

Слайд 9Характеристика литья в разовые песчано-глинистые формы
Самый древний способ литья
Можно получать отливки
любых размеров и формы
Низкая размерная точность
(класс размерной точности 7 – 8)
Большая шероховатость поверхности (Rz=80)
(класс чистоты поверхности 1 – 3)
Большой расход формовочных материалов
(5-8 т на 1 т отливок)
Низкая размерная точность
(класс размерной точности 7 – 8)
Большая шероховатость поверхности (Rz=80)
(класс чистоты поверхности 1 – 3)
Большой расход формовочных материалов
(5-8 т на 1 т отливок)






Слайд 15Характеристика литья в оболочковые формы
Высокая точность отливок (до 5-го класса)
Высокая чистота
поверхности (3 - 5 класс)
Высокая прочность, газопроницаемость, податливость оболочек, их негигроскопичность
Малый расход смеси ( 0,3 – 0,8 т на 1 т отливок)
Масса отливок: 2 – 15 кг
Любые цветные сплавы
Высокая прочность, газопроницаемость, податливость оболочек, их негигроскопичность
Малый расход смеси ( 0,3 – 0,8 т на 1 т отливок)
Масса отливок: 2 – 15 кг
Любые цветные сплавы
Высокая чистота поверхности (3 - 5")


Слайд 18Характеристика литья по выплавляемым моделям
Высокая размерная точность (7 – 9 класс)
Высокая
чистота поверхности (4 – 6 класс)
Тонкостенные отливки ( до 0,3 мм) сложной конфигурации
Масса отливок: от нескольких грамм до десятка килограмм
Одноразовое использование моделей и формы
Отсутствие в форме разъемов
Заливка в подогретую форму
Не требуется механическая обработка отливок
Высокая стоимость, длительный цикл изготовления
Тонкостенные отливки ( до 0,3 мм) сложной конфигурации
Масса отливок: от нескольких грамм до десятка килограмм
Одноразовое использование моделей и формы
Отсутствие в форме разъемов
Заливка в подогретую форму
Не требуется механическая обработка отливок
Высокая стоимость, длительный цикл изготовления
Высокая чистота поверхности (4 –")
Слайд 19Основные виды брака в цехах точного литья
Отклонения от размеров
Засоры
Ухудшенная поверхность
Усадочная пористость,
негерметичность
Недоливы
Трещины
Недоливы
Трещины











Слайд 32Разновидности специальных способов литья в разовые формы
Литье по газифицируемым моделям (ЛГМ)
Литье
в разъемные керамические формы, изготавливаемые по постоянным моделям (Шоу-процесс)
Литье в замороженные формы
Литье в углеродистые формы
Литье в замороженные формы
Литье в углеродистые формы
Литье в разъемные керамические формы,")