- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Статистические методы контроля и управления технологическими процессами презентация
Содержание
- 1. Статистические методы контроля и управления технологическими процессами
- 2. Для чего это нужно?
- 3. Внешние требования и внутренние потребности по применению SPC
- 4. Один из крупных потребителей СATERPILLAR к изделиям
- 5. Реализация на ОАО «ЧАЗ» методов SPC является
- 6. Структура внедрения проекта SPC
- 7. Организационная структура управления по внедрению проекта SPC
- 8. Организационная структура управления по внедрению проекта SPC
- 9. Организационная структура управления по внедрению проекта SPC
- 10. Этапы проекта
- 11. Распространение проекта 49 изделий 73
- 12. Ресурсы для внедрения проекта
- 13. Области применения
- 14. Введение Особенностью внедрения и применения статистических методов
- 15. Особенности внедрения статистического управления процессами в механосборочном производстве
- 16. Задачи Достижение установленных количественных показа-телей стабильности (воспроизводимости)
- 17. Особенность Выпуск качественной продукции
- 18. План внедрения
- 19. Планирование SPC Определение ключевых, неключевых характеристик
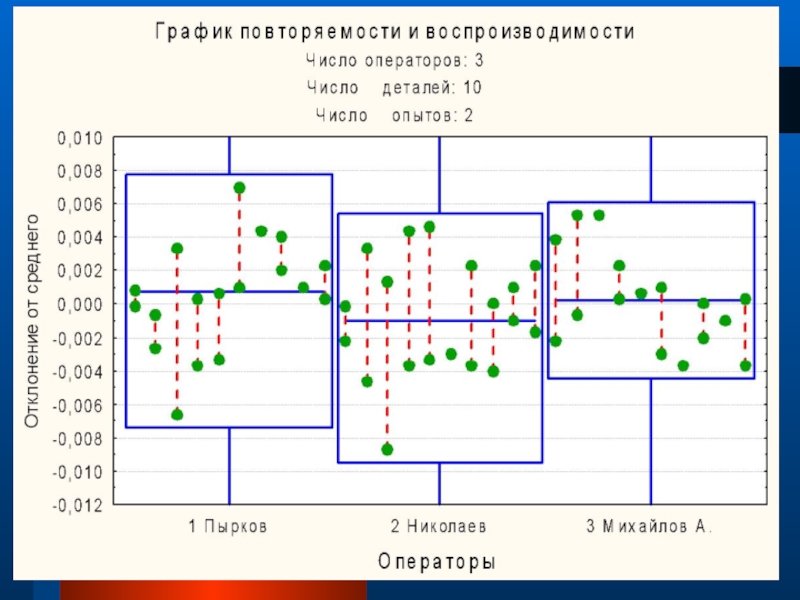
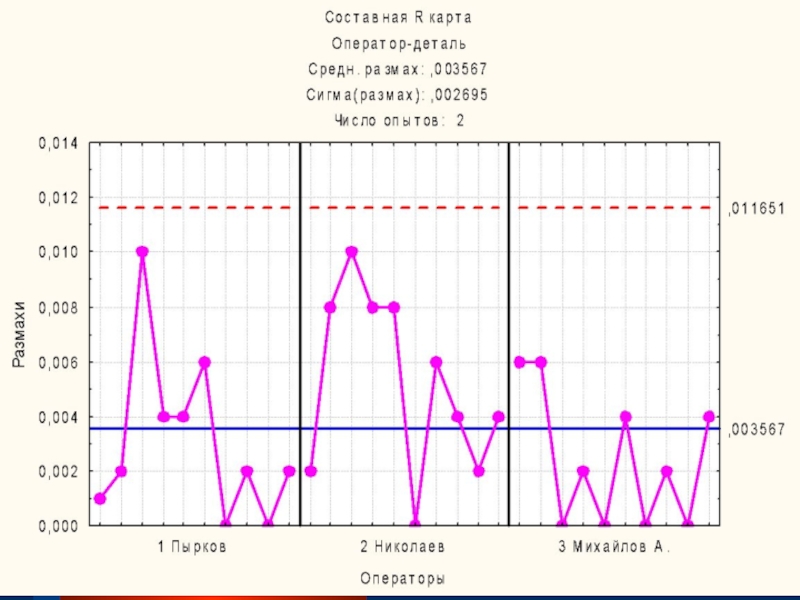
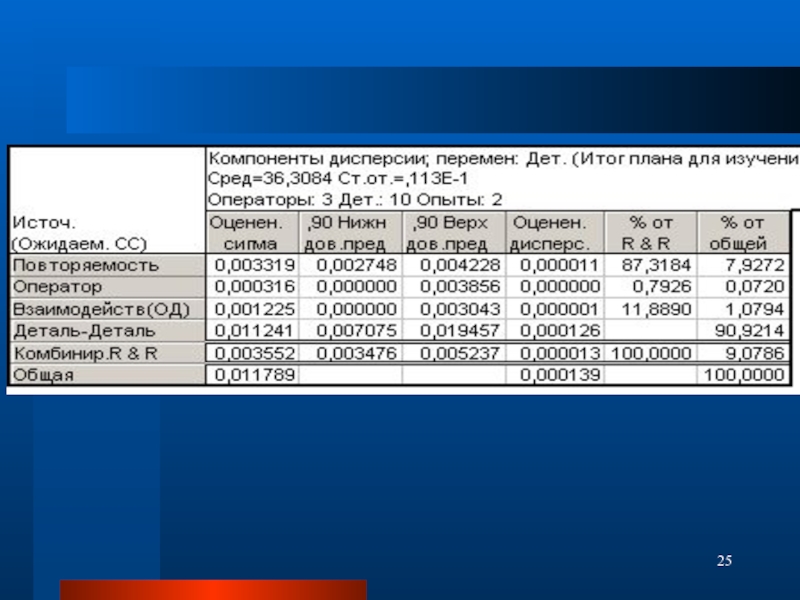
- 20. Проведение MSA Основное назначение проведения MSA
- 21. Результаты измерений Изделие: Звено 9W3137/38 Параметр:Ø36,32+0,05
- 26. Анализ стабильности ТП Суть SPC заключается
- 27. 1 Определение обычных и особых причин, влияющих
- 28. Статистическое регулирование ТП Статистическое регулирование заключается в
- 29. При переходе к регулированию ТП должно быть
- 30. Четыре диапазонные характеристики Верхняя и
- 31. ВНИМАНИЕ! Способ применим, когда процесс стабилизирован и известны все обычные причины
- 32. Действия рабочего при регулировании ТП Нанесение
- 34. Предлагаемая система позволяет контролировать каждый 1 час
- 35. Инструкция по статистическому регулированию ТП
- 36. Инспекционный контроль Проводится для контроля за
- 37. Документирование процесса SPC По результатам внедрения необходимы
- 38. Обеспечение качества продукции при статистическом приемочном контроле на ОАО «ЧАЗ»
- 39. При применении СПК определяется оптимальная
- 40. Определение объема выборки Объем выборки Сигма
- 41. * * Гипотеза Но (нулевая гипотеза) –
- 42. Этапы внедрения СПК при применении СИ
- 43. заключаются в корректировке хода процесса по
- 44. Действия контролера при СПК Произвести
- 45. При обработке исходных данных с помощью ПП
- 46. Этапы внедрения СПК при применении СДК
- 47. Действия рабочего Произвести отбор
- 48. Заключение Предлагаемый принцип применим ко всем
- 49. 2 Оптимизировать численность персонала 3 Установить уровень
- 50. 4 Создать информационную базу данных по планам



Слайд 4Один из крупных потребителей СATERPILLAR к изделиям производства ОАО «ЧАЗ» выдвигает
Срk (Ррk) > 1,33 (или 66 ррм)
 >")
Слайд 5Реализация на ОАО «ЧАЗ» методов SPC является требованием времени
Начало реализации проекта

Слайд 6Структура внедрения проекта SPC
Обычной практикой внедрения методов SPC
Минус – недостаточная вовлеченность производственного персонала





Слайд 11Распространение проекта
49 изделий
73 характеристики
113 изделий
153 характеристики
257 изделий
50% от всей номенклатуры
2004 г
2005 г
2006 г
2007 г
55 проектных групп
(~ 2000 чел)



Слайд 14Введение
Особенностью внедрения и применения статистических методов управления процессами в механосборочном производстве
В металлургическом производстве необходимо применение дорогостоящего оборудования для производства продукции надлежащего качества, а также существует множество факторов, влияющих на показатели качества изготавливаемой продукции, взаимосвязь которых трудно уловить. Особенностью внедрения и применения статистических методов управления процессами в металлургическом производстве является определение прогнозных значений показателей качества продукции и расчет нормативных характеристик ТП с применением современных программных продуктов


Слайд 16Задачи
Достижение установленных количественных показа-телей стабильности (воспроизводимости) ТП
Стабилизация ТП через выявление
Управление (регулирование) ТП в условиях случай-ных (обычных) причин
 ТП Стабилизация ТП через выявление и устранение си-стематических (особых)")
Слайд 17Особенность
Выпуск
качественной продукции
РЕЗУЛЬТАТ:
1 Повышение степени персональной ответственности
2 Снижение потерь от НП
3
Рабочий


Слайд 19Планирование SPC
Определение ключевых, неключевых характеристик продукции и ТП
Разработка годового и

Слайд 20Проведение MSA
Основное назначение проведения MSA состоит в экспериментальном подтверждении того,



Слайд 26Анализ стабильности ТП
Суть SPC заключается в стабилизации, т.е. в приведении

Слайд 271 Определение обычных и особых причин, влияющих на ТП
Изделие: звено
Контролируемая характеристика: Ø70+0,12
Объем партии (N)=150
Статистически неуправляемое состояние ТП
Индексы пригодности
Рр=1,66 – при настройке процесса на центр поля допуска
Ррк=1,4 – если настройка процесса будет оставаться без изменения

Слайд 28Статистическое регулирование ТП
Статистическое регулирование заключается в корректировке хода процесса по его
непосредственно оператором на рабочем месте

Слайд 29При переходе к регулированию ТП должно быть известно
Стабильность ТП (σ=const )
Факторы,
σ ≤ 1/10 поля допуска
Параметр (режим), регулирующий размер
Факторы, влияющие на настройкуσ ≤")
Слайд 30
Четыре диапазонные характеристики
Верхняя и нижняя границы регулирования:
Целевое значение настройки оборудования
Периодичность выборки
Для построения регулировочной карты определяется:
 (Со) Периодичность выборкиДля")

Слайд 32
Действия рабочего при регулировании ТП
Нанесение результатов измерений на регулировочную карту
Отбор
Измерение контролируемой характеристики
Регулирование оборудования (инструмента) на целевое значение, если измеренное значение:
на границах регулирования
за пределами границ регулирования


Слайд 34Предлагаемая система позволяет контролировать каждый 1 час по 3 детали при
каждый час


Слайд 36Инспекционный контроль
Проводится для контроля за правильностью
проведения статистического регулирования
и текущего анализа
Сутью инспекционного контроля является ежедневная или пе-риодическая оценка параметров ТП (и σ) на 5-10 деталях с при-менением калькуляторов специалистами ОСМ, технологами не-посредственно при выполнении технологической операции, оп-ределяющей ключевую характеристику

Слайд 37Документирование процесса SPC
По результатам внедрения необходимы следующие управляющие документы:
Инструкция «Статистическое
Инструкция по статистическому регулиро-ванию процессами
Паспорт стабильности


Слайд 39
При применении СПК определяется
оптимальная выборка
как для рабочего, так и
Создание инструментария для обоснованной
передачи контрольной функции от контролера к рабочему,
т.е. для внедрения самоконтроля, а контролером производится только инспекционный контроль

Слайд 40Определение объема выборки
Объем выборки
Сигма
Основано на смещении центра настройки оборудования/инструмента (Но) на
Область перекрытия этих распределений и является объемом выборки
 на определенную величину (Н1). При")
Слайд 41*
*
Гипотеза Но (нулевая гипотеза) – это предположение, что контролируемый параметр удовлетворяет
Гипотеза Н1 (альтернативная гипотеза) – это предположение, что контролируемый параметр отклоняется от технических условий больше, чем на определенную величину
 – это предположение, что контролируемый параметр удовлетворяет условиям ТПГипотеза Н1 (альтернативная")

Слайд 43заключаются в корректировке хода процесса
по его текущим значениям, чтобы предотвратить
непосредственно оператором на рабочем месте
Действия рабочего
Отбор деталей
Измерение контролируемой характеристики
Регулирование оборудования (инструмента) на целевое значение, если измеренное значение:
на границах регулирования
за пределами границ регулирования

Слайд 44Действия контролера при СПК
Произвести отбор деталей произ-вольным образом из партии
Произвести контроль
Если измеренное значение хотя бы одного изделия будет за пределами поля допуска, то партию изделий следует приз-нать не соответствующей и остановить приемку партии до принятия решений

Слайд 45При обработке исходных данных с помощью ПП «STATISTICA» строим план контроля
Достаточно измерить 9 деталей, чтобы почувствовать смещение процесса на 11 мк

Слайд 46Этапы внедрения СПК
при применении СДК
1 Определение сигмы исходя из фактического
2 Определение уровня контроля (объема выборки)
- для рабочего
для контролера
3 Передача контрольной функции

Слайд 47
Действия рабочего
Произвести отбор деталей до и после наладки станка
Произвести контроль характеристики
Количество деталей отобранных рабочим до наладки и после наладки станка в сумме должно соответствовать установленному проценту контроля
Если хотя бы одно изделие будет за пределами поля допуска, рабочему необходимо провести настройку оборудования/ смену инструмента/приспособления

Слайд 48Заключение
Предлагаемый принцип применим ко всем технологическим операциям механосборочного, кузнечно-прессового, термического
1 Оптимизировать трудоемкость контрольной операции

Слайд 492 Оптимизировать численность персонала
3 Установить уровень контроля и критерии принятия решения

Слайд 504 Создать информационную базу данных по планам контроля на основной номенклатуре
5 Повысить удовлетворенность потребителя путем улучшения качества продукции
6 Снизить затраты (потери) на этапах жизненного цикла