- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
таблетки_27.03 презентация
Содержание
- 1. таблетки_27.03
- 2. Таблетки - твёрдая дозированная лекарственная форма, получаемая
- 3. История 1844г. – в Англии заявлен патент
- 4. Преимущества таблеток
- 6. Классификация таблеток 1. По способу получения
- 7. ТАБЛЕТКИ По другим признакам По готовности к
- 8. 3) В зависимости от назначения и способа
- 9. Таблетки оромукозальные - таблетки для использования в
- 10. Таблетки имплантируемые (таблетки - депо, имплантат) -
- 11. 4) В зависимости от наличия покрытия:
- 12. Таблетки кишечнорастворимые (желудочно-резистентные)
- 13. Таблетки с модифицированным высвобождением - покрытые или
- 14. Характеристика таблеток дозированная ЛФ круглой
- 15. Основные требования, предъявляемые к
- 16. Факторы влияющие на точность дозирования
- 17. Факторы влияющие на механическую прочность взаимосцепляемость частиц
- 18. Факторы влияющие на распадаемость Степень прочности
- 19. Основные группы ВВ для таблетирования Наполнители –
- 20. Связывающие вещества вводятся в сухом виде или
- 21. Скользящие вещества парафин, гидрированные растительные
- 22. Вспомогательные вещества для таблеток
- 26. Технологические схемы производства таблеток Таблетки получают:
- 27. Тритурационные таблетки Тритурационными называются таблетки, формируемые из
- 28. Технологическая схема производства тритурационных таблеток Примеры
- 29. Технологическая схема производства таблеток нитроглицерина Подготовка помещения
- 30. ТП 3.1. Смешивание Введение нитроглицерина Сушка
- 31. Кт, Кх, Кб – соответственно контроль технологический,
- 32. Технологическая схема производства таблеток прессованием В зависимости
- 33. Технологическая схема производства таблеток прессованием Санитарная обработка
- 34. Таблица 2 Примеры таблеток, получаемых прессованием таблетируемых масс
- 35. Аппаратурная схема производства таблеток прессованием (влажная грануляция):
- 36. Аппаратурная схема производства таблеток прессованием (влажная грануляция
- 37. Аппаратурная схема покрытия таблеток оболочками методом дражирования 16 17 18 19 20 21
- 38. Таблетирование На
- 39. Сборные пуансоны к РТМ – 41 1
- 40. Матрицы (1), пуансоны (2) 1 – верхние пуансоны; 2 – матрицы; 3 – нижние пуансоны
- 41. Кривошипная (ударная, эксцентриковая) таблеточная машина (внешний вид)
- 42. Схема процесса таблетирования на кривошипной (эксцентриковой) машине
- 43. Преимущества кривошипных таблеточных машин: просты в эксплуатации;
- 44. Ротационная таблеточная машина (РТМ – 41) – внешний вид
- 45. Ротационный таблеточный пресс 8 прессующих станций
- 46. Схема процесса таблетирования на РТМ – 12.
- 47. Нижний прессующий валик Нижний транспортер с
- 48. Верхние пуансоны 1-8 подняты; нижний пуансон
- 49. Преимущества роторных таблеточных машин: высокопроизводительные машины, в
- 50. Недостатки РТМ: в техническом отношении превосходят КТМ,
- 51. Прямое прессование
- 52. Прямое прессование Преимущества: Высокая производительность труда,
- 53. Прямое прессование Недостатки: Возможность расслоения
- 54. Прямое прессование осуществляется следующими способами: с
- 55. Прямое прессование в производстве таблеток Технологическая схема
- 56. Таблетки для регенерации Потери
- 57. Обеспыливание Для удаления с
- 58. Фасовка и упаковка Применение оптимальной упаковки является
- 59. - Контурная ячейковая упаковка
- 60. Разделы ФСП на таблетки Стандарты качества
- 61. Контроль качества таблеток Оценка внешнего вида таблеток
- 62. Контроль качества таблеток Определение механической прочности таблеток
- 63. Прибор модели ТВТ фирмы «Эрвека» (Германия)
- 64. Прочность на истирание. Механическая прочность характеризуется также
- 65. Прочность таблеток на истирание в процентах вычисляют
- 66. Определение прочности на истирание Фриабилятор барабанного типа для определения прочности таблеток на истирание
- 67. Средняя масса и отклонения в
- 68. Испытание однородности дозирования Проводят для таблеток без
- 69. Прибор «Качающаяся корзинка» для определения распадаемости таблеток.
- 70. Прибор состоит из качающейся корзинки 2, сосуда
- 71. Прибор для определения распадаемости таблеток и капсул «Качающаяся корзинка»
- 72. Нормы распадаемости таблеток: обычные таблетки — 15
- 73. «Тест растворение» таблеток, драже, капсул
- 74. Система для проведения теста «Растворение»
- 75. ЦЕЛИ И ВИДЫ НАНЕСЕНИЯ ОБОЛОЧЕК НА ТАБЛЕТКИ
- 76. Пролонгировать терапевтическое действие лекарственных веществ в таблетках.
- 77. ДРАЖИРОВАННЫЕ ПОКРЫТИЯ Основное назначение дражированных оболочек: улучшение
- 78. Дражировочные котлы Дражировочный котел, обогреваемый паром Дражировочный котел с подачей воздуха
- 79. Автоматическая линия дражировочных котлов
- 80. Схема подачи холодного и теплого воздуха
- 81. СТАДИИ ПРОЦЕССА ДРАЖИРОВАНИЯ Грунтовка (обволакивание). Тестовка (наслаивание). Шлифовка (сглаживание или полировка). Глянцовка (глянцевание).
- 82. Типовая схема нанесения дражированного покрытия на таблетки
- 83. Типовая схема нанесения дражированного покрытия на таблетки
- 84. Таблетки Раунатина 0,002 г, покрытые оболочкой методом
- 85. Состав оболочки: Сахар – 0,0771260г Аэросил –
- 86. Технологическая схема получения таблеток раунатина Подготовка сырья.
- 87. Пленочные покрытия Пленочные покрытия
- 88. Требования к пленкообразующим веществам 1. Полная безвредность
- 89. Пленочные покрытия Водорастворимые покрытия защищают от механических
- 90. Пленочные покрытия Нерастворимые покрытия – пленки с
- 92. Способы нанесения пленочных покрытий на таблетки В
- 93. Устройство установки для покрытия таблеток
- 94. Принцип работы аппарата центробежного действия для нанесения покрытий
- 95. Внешний вид установки для покрытия таблеток оболочками в кипящем слое
- 96. Схема установки для покрытия таблеток оболочками в
- 97. Принцип работы аппарата для нанесения покрытий на
- 98. Прессованные покрытия – это сухие покрытия, наносимые
- 99. Машина «Драйкота» Рис.12. Устройство таблеточной машины двойного
- 100. Процесс нанесения на таблетки прессованных покрытий Условные
- 101. Таблетки Аминазина 0,01г, покрытые оболочкой, для
- 102. Состав оболочки: Молочный сахар
- 103. Перспективы развития таблеток 1. Многослойные таблетки:
- 104. 2. Каркасные таблетки (или таблетки с
- 105. Вспомогательные вещества для образования матриц подразделяют на
- 106. Для получения неорганических матриц используют нетоксичные нерастворимые

Слайд 2Таблетки - твёрдая дозированная лекарственная форма, получаемая прессованием ЛВ или смеси
(ГФ ХI)
Таблетки - твердая дозированная ЛФ, получаемая прессованием порошков и гранул, содержащих одно или более лекарственных веществ с добавлением или без ВВ.
ОСТ 91500.05.001- 00
Стандарты качества лекарственных
средств

Слайд 3История
1844г. – в Англии заявлен патент на получение таблеток калия гидрокарбоната
1846г. – налажено производство таблеток в США, Франции, Швейцарии, Германии.
1895г. – таблеточное производство в России на заводе военно-врачебных заготовлений в Петербурге (ныне НПО «Прогресс»).
1900г. – первое научное исследование, посвященное таблеткам – диссертация профессора Л.Ф.Ильина.
1901г. – таблетка как дозированная ЛФ включена в Шведскую фармакопею VII.
признана во всех странах мира.
таблетки составляют около 80% общего объема ЛФ.



Слайд 6Классификация таблеток
1. По способу получения таблетки подразделяются на:
а) прессованные
б) тритурационные,
2. В зависимости от дозировки ЛВ:
а) Таблетки мите -таблетки с минимальной дозировкой и минимально выраженным действием лекарственного вещества.
Б) Таблетки семи - таблетки со средней дозировкой и средне выраженным действием лекарственного вещества.
В) Таблетки форте - таблетки с высокой дозировкой и сильно выраженным действием лекарственного вещества.
 прессованныеб) тритурационные, получаемые методом формования увлажненных")
Слайд 7ТАБЛЕТКИ
По другим признакам
По готовности к применению
4. По характеру высвобождения
3. По наличию
2. По пути введения
1. По способу получения
Таблетки прессованные
Таблетки тритурацион-ные (формо-ванные)
Таблетки ректальные
Таблетки вагинальные
Таблетки пероральные
Таблетки непокрытые
Таблетки покрытые
Таблетки с модифицированным высвобождением
Таблетки обычные
Таблетки-полуфабрикаты
Таблетки буферные
Таблетки готовые
Таблетки ветеринарные
Таблетки гомеопатические
Таблетки делимые
Таблетки детские
Таблетки для пасты
Таблетки растворимые (шипучие)
Таблетки измельчаемые
Таблетки

Слайд 83) В зависимости от назначения и способа применения таблетки разделяются:
• Таблетки
• Таблетки для рассасывания
• Таблетки жевательные
• Таблетки сублингвальные
• Таблетки вагинальные
• Таблетки имплантируемые
• Таблетки шипучие
• Таблетки для растворов
• Таблетки гомеопатические
• Таблетки педиатрические
 В зависимости от назначения и способа применения таблетки разделяются:• Таблетки суббукальные (защечные)• Таблетки для")
Слайд 9Таблетки оромукозальные - таблетки для использования в полости рта, обычно непокрытые
Таблетки защечные (суббукальные) - таблетки, применяемые в полости рта для введения ЛВ через слизистую щеки.
Таблетки сублингвальные - таблетки для применения под язык
Таблетки для рассасывания - таблетки для применения в полости рта, медленно растворяющиеся в слюнной жидкости. Обычно содержат корригенты вкуса.
Таблетки жевательные - таблетки для разжевывания перед глотанием, содержащие ЛВ, которые оказывают действие на слизистую рта или ЖКТ. Обычно содержат корригенты вкуса и пластификаторы .
Таблетки вагинальные (суппозитории вагинальные прессованные) - таблетки для введения во влагалище, получаемые прессованием гранулированного порошка, который представляет собой переработанную жировую суппозиторную массу. Для лучшего введения могут иметь тонкую жировую оболочку.

Слайд 10Таблетки имплантируемые (таблетки - депо, имплантат) - стерильные таблетки с пролонгированным
Таблетки шипучие - непокрытые таблетки, обычно содержащие кислоты и карбонаты или гидрокарбонаты, которые быстро реагируют в воде с выделением двуокиси углерода; они предназначены для растворения или диспергирования ЛС в воде непосредственно перед приемом.
Таблетки гомеопатические - таблетки пероральные, получаемые прессованием тритураций гомеопатических, масса которых в одной таблетке составляет от 0,1 до 0,25 г.
Таблетки для раствора (таблетки растворимые) - таблетки для приготовления раствора. Указывается конкретный путь введения. Таблетки для приготовления раствора инъекционного должны быть стерильными.
Таблетки педиатрические - таблетки сладкого вкуса, яркой окраски, применяемые в детской практике с учетом дозировки ЛВ для ребёнка.
 - стерильные таблетки с пролонгированным высвобождением, в виде очень")
Слайд 114) В зависимости от наличия покрытия:
а) покрытые оболочкой из природных
б) непокрытые оболочкой - однослойные или многослойные таблетки, получаемые однократным или многократным прессованием. В многослойных таблетках каждый из слоев может содержать разные ЛВ.
В зависимости от состава и способа нанесения различают покрытия:
дражированные
пленочные
прессованные
В зависимости от среды, в которой должно раствориться покрытие:
гастросолюбильные (растворимые в желудке)
энтеросолюбильные (кишечнорастворимые)
 В зависимости от наличия покрытия:а) покрытые оболочкой из природных и синтетических материалов с добавлением")
Слайд 12Таблетки кишечнорастворимые
(желудочно-резистентные) - таблетки, устойчивые в желудочном
Получают путем покрытия таблеток желудочно-резистентной оболочкой или прессованием гранул и частиц, предварительно покрытых желудочно-резистентной оболочкой или прессованием лекарственных веществ в смеси с желудочно-резистентным наполнителем (дурулы) ОСТ 91500.05.001- 00 .
Таблетки, желудочнорастворимые высвобождают ЛВ в желудочном соке.
Таблетки делимые - таблетки диаметром более 9 мм, имеющие одну или две перпендикулярные друг другу риски (насечки), что позволяет разделить таблетку на две или четыре части и таким образом варьировать дозировку лекарственного средства.
Таблетки измельчаемые - таблетки для приготовления раствора или суспензии, требующие предварительного измельчения.
 - таблетки, устойчивые в желудочном соке и высвобождающие ЛВ в кишечном")
Слайд 13Таблетки с модифицированным высвобождением - покрытые или непокрытые таблетки, содержащие специальные
Термин используется для обозначения таблеток с контролируемым высвобождением, таблеток с замедленным высвобождением, таблеток с постепенным высвобождением.
Таблетки ретард - таблетки с пролонгированным (периодическим) высвобождением ЛВ из запаса. Обычно представляют собой микрогранулы с ЛВ, окруженные биополимерной матрицей (основой); послойно растворяются основа или микрогранулы, высвобождая очередную порцию лекарственного вещества.
Таблетки рапид ретард - таблетки с двухфазным высвобождением, содержащие смесь микрогранул с быстрым и с пролонгированным высвобождением ЛВ.

Слайд 14
Характеристика таблеток
дозированная ЛФ круглой (или иной) формы
с плоской или
Масса таблеток 0,05 - 0,6г определяется дозировкой ЛВ
Диаметр 3 – 25 мм
более 25 мм – брикеты
более 9 мм имеют одну или 2 риски для деления на 2 или 4 части, чтобы варьировать дозировку ЛВ.
 формы с плоской или двояковыпуклой (вогнутой) торцевой поверхностью,")
Слайд 15 Основные требования, предъявляемые к таблеткам:
1) Точность дозирования
2) Стандартность таблетки по массе, диаметру и внешнему виду.
3) Механическая прочность
Таблетки должны обладать достаточной прочностью, чтобы оставаться неповрежденными при механических воздействиях в процессе упаковки, транспортировки и хранения (прочность на истирание не менее 97%)
4) Распадаемость – способность распадаться или растворяться в течение времени, регламентируемого для для данного вида таблеток в определенном отделе ЖКТ (тест «Распадаемость» в приборе «Качающаяся корзинка»)
5) Стабильность
Таблетки должны быть устойчивыми к факторам внешней среды (воздух, свет, температура, влажность) в течение срока годности.
6) Таблетка должна высвобождать ЛВ с требуемой скоростью и в определённом отделе ЖКТ(тест «Растворимость» в приборе «Вращающаяся корзинка»)
 Точность дозирования Однородность (равномерность) распределения активных компонентов")
Слайд 16Факторы влияющие на точность дозирования
однородность таблетируемой массы (обеспечивается тщательным
По содержанию действующих веществ
По форме частиц - влияет на компактность размещения в матрице
По размеру частиц (дисперсность) – влияет на расслаивание
Скорость и точность заполнения матрицы (необходимо сочетание определенных свойств прессуемого материала)
Гранулирование – процесс превращения порошкообразного материала в частицы определенной величины. Гранулирование улучшает сыпучесть, обеспечивает равномерную скорость поступления в матричное гнездо строго определенного количества таблетируемой массы.

Слайд 17Факторы влияющие на механическую прочность
взаимосцепляемость частиц
механизм превращения сыпучего материала в
Уплотнение таблетируемой массы за счет смещения частиц друг относительно друга и заполнения пустот для проявления сил межмолекулярного и электростатического взаимодействия (расстояние 10-6 - 10-7 см).
интенсивное уплотнение материала за счет пластичности материала и деформации частиц – образование компактного пористого тела с достаточной механической прочностью.
объемное сжатие образовавшегося компактного тела.
Давление прессования
Жесткое – в ударных таблеточных машинах (сильный разогрев таблетки за счет перехода механической энергии в тепловую – возможно сплавление веществ и цементация).
Прогрессивное ( нарастает постепенно) – в ротационных таблеточных машинах, обеспечивает боле длительное воздействие давления на таблетируемую массу. Чем дольше, тем полнее удаляется воздух, который после снятия давления, расширяясь, не сможет оказать разрушающее влияние на таблетки. Так же ослабляется разогревание таблетки у поверхности.
Высокое давление плохо влияет на качество таблеток и способствует износу таблеточных машин.
Для снижения давления прессования при гранулировании вводят ВВ обеспечивающие сцепляемость частиц при сравнительно небольших давлениях.
Вода очищенная, обладая достаточным дипольным моментом, являясь «мостиком» между частицами.
Р-ры крахмала, желатина и др. ВМС (для трудно растворимых ЛВ)

Слайд 18Факторы влияющие на распадаемость
Степень прочности - при достаточной механической прочности необходимо
Количество и характеристики связывающих веществ. Таблетки должны содержать их столько, сколько необходимо для достижения требуемой прочности;
Давление прессования: чрезмерное давление ухудшает распадаемость таблетки;
Количество разрыхляющих веществ, способствующих распадаемости таблеток.
По физической структуре таблетки представляют собой пористое тело; при погружении их в жидкость, последняя проникает в капилляры, пронизывающие толщу таблетки.
Если в таблетке будут иметься хорошо растворимые ВВ, то они будут способствовать быстрой её распадаемости
(например, крахмал, МЦ)

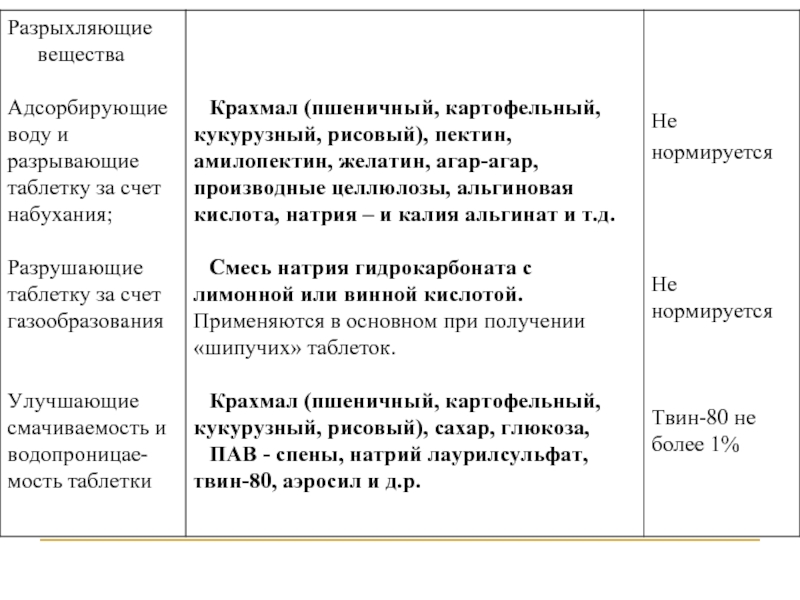
Слайд 19Основные группы ВВ для таблетирования
Наполнители – это вещества, для придания таблетке
Например, сахароза, лактоза, глюкоза, натрия хлорид, крахмал, натрия гидрокарбонат и др.
Наполнители, обладающие хорошей сыпучестью и прессуемостью, используются для прямого прессования. Они не являются инертными формообразователями, а в значительной степени определяют скорость высвобождения, скорость и полноту всасывания лекарственного вещества, а также его стабильность.
Разрыхлители – вводят в состав таблетируемых масс с целью обеспечения их быстрого механического разрушения в жидкой среде (воде или желудочном соке), что необходимо для высвобождения и последующего всасывания ЛВ.
разрывающие таблетку после набухания при контакте с жидкостью; кислота альгиновая и ее натриевая соль, амилопектин, МЦ, натриевая соль КМЦ, агар-агар, трагакант, ПВП
улучшающие смачиваемость и водопроницаемость таблетки и способствующие ее распадению и растворению; - неоногенные ПАВ – твины (0,2%), крахмал
обеспечивающие разрушение таблетки в жидкой среде в результате газообразования ( к-та лимонная или виннокаменная + NaHCO3; к-та лимонная + CaCO3 - «шипучие» таблетки

Слайд 20Связывающие вещества вводятся в сухом виде или в растворе в состав
При сухом гранулировании добавляют небольшое количество (целлюлоза или ПЭГ).
При влажном гранулировании:
если требуется небольшое количество увлажнителя, то связывающие вещества вводят в смесь в сухом виде,
если количество увлажнителя большое, то связывающее вещество вводят в виде раствора. Растворимость связывающего вещества также оказывает влияние на выбор способа его введения.
растворители (вода, этанол); природные камеди, желатин, сахар (сироп 50 – 67%), крахмальный клейстер, производные целлюлозы, кислоту альгиновую и ее соли
с увеличением концентрации раствора связывающих веществ ухудшается распадаемость таблеток и скорость высвобождения ЛВ (крахмальный клейстер, Na КМЦ, ПЭГ и желатин).
увеличение количества ПВП и альгината натрия улучшает высвобождение ЛВ.
для каждого таблетируемого материала целесообразно подбирать оптимальный количественный и качественный состав связывающих веществ, чтобы, получив наилучшие механические свойства гранулята и таблеток, обеспечить в то же время требуемую их распадаемость и скорость высвобождения ЛВ

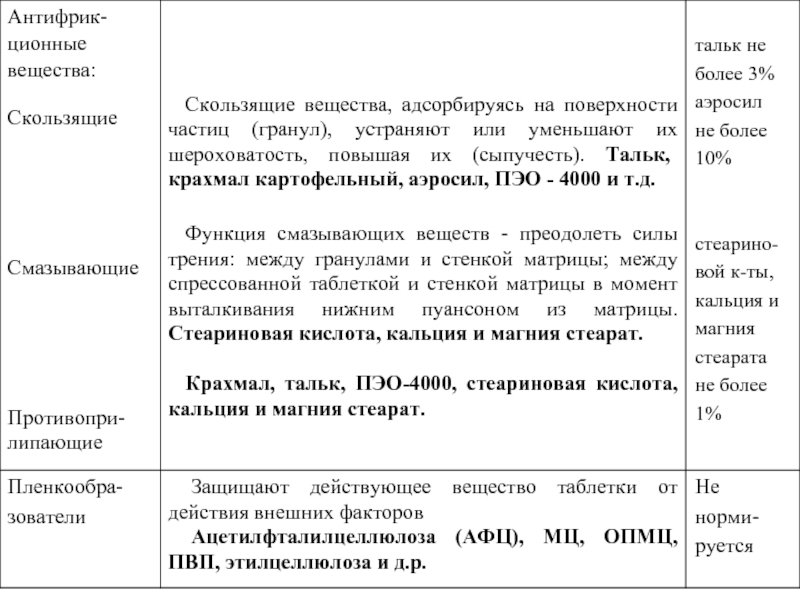
Слайд 21Скользящие вещества
парафин, гидрированные растительные жиры и масло-какао - до
Тальк (не более 3%), крахмал и твин-80.
По функциям скользящие вещества делятся на группы:
скользящие - обеспечивают равномерное истечение таблетируемых масс из бункера в матрицу для точного дозирования ЛВ,
смазывающие - способствуют облегченному выталкиванию таблеток из матрицы, предотвращая образование царапин на их гранях.
препятствующие прилипанию - предотвращают налипание массы на стенки пуансонов и матриц, а также слипание частичек друг с другом.
снятие электростатического заряда с частичек порошка или гранулята, что также улучшает сыпучесть (тальк, стеараты, аэросил)
Эти вещества вводят в состав таблетируемых масс в высокодисперсном состоянии. Чем выше дисперсность, тем большую поверхность таблетируемой массы при одинаковом количестве они могут покрыть.
Тальк и стеараты – гидрофобные вещества, они ухудшает ее распадаемость (хорошо для пролонгированных таблеток). Для таблеток не пролонгированного действия - медленное высвобождение ЛВ не будет обеспечивать терапевтическую концентрацию их в крови.
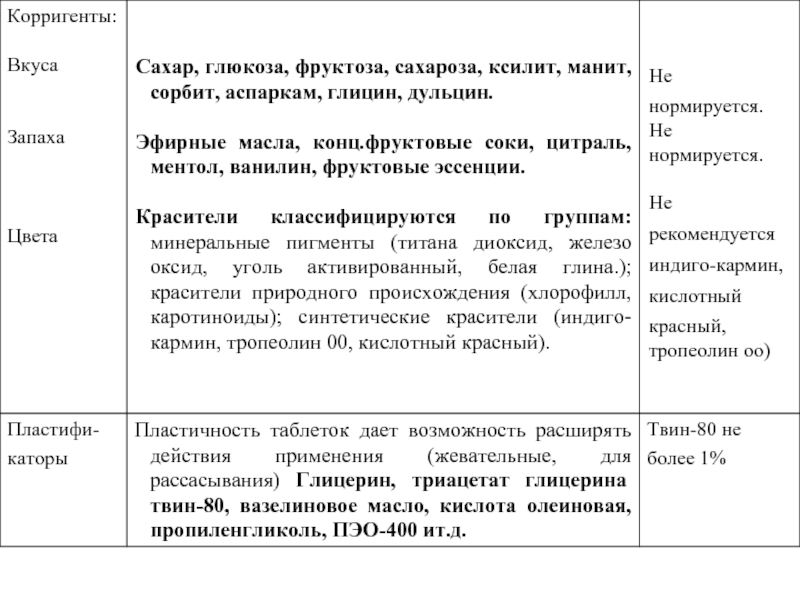
Красители
Улучшение внешнего вида
обозначение терапевтической группы ЛП
Защита от внешнего воздействия
индиго (синего цвета), тартразин (желтый), кислотный красный 2С, тропеолин, эозин. Иногда применяют смесь индиго и тартразина (зеленый цвет)
белый пигмент – титана диоксид.
природные красители: хлорофилл, каротиноиды, окрашенные жиросахара


Слайд 26Технологические схемы производства таблеток
Таблетки получают:
Формованием (тритурационные);
Прессованием.
Тритурационные таблетки – tabulettae
briabiles
;Прессованием.Тритурационные таблетки – tabulettae briabiles")
Слайд 27Тритурационные таблетки
Тритурационными называются таблетки, формируемые из увлажненной массы путем ее втирания
Не подвергаются действию давления: сцепление частиц этих таблеток осуществляется только в результате аутогезии при высушивании, поэтому тритурационные таблетки обладают меньшей прочностью, чем прессованные.
Изготавливают если:
использование давления нежелательно - когда дозировка ЛВ мала, а добавление большого количества ВВ нецелесообразно
Нельзя использовать давление - изменение ЛВ (нитроглицерин - взрывоопасен)
получение таблеток, быстро и легко растворяющихся в воде,(не нужны скользящие вещества) пористых и непрочны быстро растворяющихся при контакте с жидкостью, что удобно при производстве таблеток для инъекций и глазных капель.
ВВ: лактоза, сахароза, глюкоза, каолин, СаСО3.
Технология: порошкообразную смесь увлажняют 40-70% спиртом до получения пластичной массы, которую затем втирают в матрицу, из которой с помощью поршней пуансонов влажные таблетки выталкиваются и сушатся на воздухе или в сушильном шкафу при температуре 30-40ºC. (иногда сушку проводят в матрицах и с помощью пуансонов выталкиваются уже высохшие таблетки).

Слайд 28Технологическая схема производства тритурационных таблеток
Примеры тритурационных таблеток: таблетки нитроглицерина по
ВР 1. Санитарная подготовка производства
(обработка помещения, оборудования,
персонала)
ВР 2. Подготовка сырья (Кх, Кт)
ТП3. Получение массы для
таблетирования (Кх, Кт)
ТП 4. Получение таблеток (втирание
влажной массы, сушка таблеток) (Кх, Кт)
Оценка качества таблеток (Кх, Кт, Кб)
Упаковка, маркировка, отгрузка(Кх, Кт)

Слайд 29Технологическая схема производства таблеток нитроглицерина
Подготовка помещения
ВР 1.1.
Подготовка оборудования
Подготовка персонала
Подготовка производства
Отвешивание
отмеривание ЛВ и ВВ
Сушка
Измельчение веществ
Просеивание веществ
Приготовление 40%
этилового спирта
Подготовка сырья
Потери
ВР 1.2.
ВР 1.3.
ВР 2.1
ВР 2.2.
ВР 2.3.
ВР 2.4.
ВР 2.5.
ВР 1.
Кб
ВР 2.
Кт, Кх, Кб

Слайд 30ТП 3.1.
Смешивание
Введение нитроглицерина
Сушка
Увлажнение этиловым
спиртом
Втирание влажной массы в
матрицу
Выталкивание таблеток
Сушка
Внешний вид
Определение средней массы
таблеток и отклонение от нее
Распадаемость
Содержание действующих
веществ
Получение таблеточной
массы
Формование таблеток
Оценка качества таблеток
ТП 3.2.
ТП 3.3.
ТП 3.4.
ТП 4.1.
ТП 4.2.
ТП 4.3.
ТП 5.1.
ТП 5.2.
ТП 5.3.
ТП 5.4.
ТП 5
Кт,Кх,Кб
ТП 4
Кт,Кх,
ТП 3
Кт,Кх,Кб
Потери
Потери

Слайд 31Кт, Кх, Кб – соответственно контроль технологический, химический, бактериологический
Упаковка
Маркировка
Отгрузка
Упаковка, маркировка,
отгрузка
УМО 6
Кт,Кх,
Потери
На склад
УМО 6.1.
УМО 6.2.
УМО 6.3.

Слайд 32Технологическая схема производства таблеток прессованием
В зависимости от физико-химических свойств и приготовления
1. прямым прессованием веществ;
2. с применением влажного гранулирования;
3. с применением сухого гранулирования.
ВР 1. Санитарная обработка производства
(помещения, оборудования, персонала)
ВР 2. Подготовка сырья (Кх, Кт)
ТП 3. Получение таблетируемой массы
(Кх, Кт, Кб)
ТП 4. Прессование таблеток (Кх, Кт)
ТП 5. Покрытие таблеток оболочками (Кт)
ТП 6. Оценка качества таблеток (Кх, Кт, Кб)
ТП 7. Упаковка, маркировка, отгрузка (Кт)

Слайд 33Технологическая схема производства таблеток прессованием
Санитарная обработка производства
(помещения, оборудования, персонала)
Подготовка сырья
Отвешивание -
Измельчение
Просеивание
Прямое
прессование
Влажное
гранулирование
Сухое
гранулирование
Смешивание
порошков
Смешивание
порошков
Смешивание
порошков
Компактирование
(брикетирование)
Измельчение
Просеивание
Опудривание,
смешивание
Прессование
Увлажнение,
смешивание
Гранулирование
Опудривание,
смешивание
Подготовка сырьяОтвешивание - отмериваниеИзмельчение Просеивание ПрямоепрессованиеВлажное гранулированиеСухоегранулированиеСмешиваниепорошковСмешиваниепорошковСмешивание")

:")


Слайд 38 Таблетирование
На качество таблеток в процессе прессования оказывают
величина давления прессования,
скорость прессования,
состояние и износостойкость пресс-инструмента.
Пресс-инструмент подвержен сильному изнашиванию, так как испытывает большие нагрузки.
Стойкость матриц в 2-3 раза меньше, чем у пуансонов, что объясняется:
химическим взаимодействием материала матрицы с таблетируемой массой,
жестким нагружением матрицы,
трением частиц прессуемого материала и таблетки о стенки матриц.

Слайд 39Сборные пуансоны к РТМ – 41
1 – нижний пуансон;
2 –
3 и 4 – с плоской поверхностью;
5 и 6 – со сферической поверхностью
Пресс – инструмент: матрица и два пуансона.
Матрица – стальная деталь цилиндрической формы со сквозным отверстием диаметром от 3 до 25 мм.
Пуансоны (верхний и нижний) – цилиндрические стержни (поршни) из хромированной стали, входящие в матрицу сверху и снизу и прессующие таблетку под давлением.

, пуансоны (2) 1 – верхние пуансоны; 2 – матрицы; 3 – нижние пуансоны")
Слайд 41Кривошипная (ударная, эксцентриковая) таблеточная машина (внешний вид)
Основные части кривошипной таблеточной машины:
1 – столешница;
2 – матрица;
3 – верхний пуансон;
4 – нижний пуансон;
5 – загрузочная воронка.
 таблеточная машина (внешний вид)Основные части кривошипной таблеточной машины: 1 – столешница; 2")
 машине")
Слайд 43Преимущества кривошипных таблеточных машин:
просты в эксплуатации;
обеспечивают потребность мелкосерийных производств;
колебания в массе
Недостатки:
низкая производительность (30 – 100 таблеток в минуту);
не рентабельно использовать на крупных предприятиях;
при работе создают шум, и неравномерно прессуют таблетки.

 – внешний вид")

Слайд 46Схема процесса таблетирования на РТМ – 12.
Условные обозначения:
1 – загрузочная
7 – матричное отверстие
а – операция загрузки, б – операция прессования.

Слайд 47Нижний
прессующий
валик
Нижний транспортер с
пуансонами
Регулятор
Верхний прессующий валик
Верхний транспортер с
пуансонами
Загрузочная рамка с порошком

Слайд 48Верхние пуансоны 1-8 подняты;
нижний пуансон 1 - в верхнем положении,
нижний пуансон поднимается, обеспечивая необходимое заполнение;
верхние пуансоны с 9 до 12 опускаются, чтобы войти в матрицу на номер 12;
нижние пуансоны с 9 по 12, действуют синхронно с верхними (с 9 по 12); верхний и нижний пуансоны13 проходят между роликами, и порошок прессуется в таблетки;
нижний пуансон (с 14 по 16) поднимается, выдавливая таблетку на 16; верхний и нижний пуансоны 1 совершают движение по кругу.
Производительность такого пресса равна 10 000 таблеток в минуту

Слайд 49Преимущества роторных таблеточных машин:
высокопроизводительные машины, в зависимости от комплектов пресс-инструментов (12
таблетки получают высокого качества за счет двустороннего давления;
работают равномерно, не пылят;
современные машины взрывоопасны;
автоматически проводится контроль на механические включения; автоматически контролируют массу таблеток.
 209000 –")
Слайд 50Недостатки РТМ:
в техническом отношении превосходят КТМ, но применение возможно только на
сложные по конструкции, требуют большого количества запасных частей;
трудно готовить к работе и проводить санитарную обработку;
рентабельны только при массовом производстве таблеток;
колебания в массе отдельных таблеток больше, чем при прессовании на КТМ.

Слайд 51 Прямое прессование
Широкое использование прямого прессования может
Для прямого прессования материал должен обладать оптимальными технологическими характеристиками:
сыпучесть – изодиаметрические (округлые) частицы
равномерный гранулометрический состав не содержащий большого количества мелких фракций,
прессуемость
влажность и др.)
Подготовка ЛВ к прямому прессованию:
направленная кристаллизация (аскорбиновая к-та)
Использование наполнителей для прямого прессования

Слайд 52Прямое прессование
Преимущества:
Высокая производительность труда, сокращение время технологического цикла за счет
Исключение нескольких позиций оборудования из ТП, уменьшение производственных площадей,
Снижение энерго- и трудозатрат
Кристаллические вещества (бромиды, хлориды) прессуют без вспомогательных веществ;
Исключается возможность разложения действующих веществ под влиянием влаги; получают таблетки из термолабильных и несовместимых веществ.

Слайд 53Прямое прессование
Недостатки:
Возможность расслоения таблетируемой массы, если не будет обладать
Однородность и высокая степень дисперсности достигается тщательным смешиванием, что приводит к низкой сыпучести;
Неоднородность дозирования действующих веществ
Использование высокого давления, приводящего к ускорению износа таблеточных машин.
Средняя масса таблеток может изменяться при прессовании;
При таблетировании образуется большое количество пыли;
Таблетки могут иметь дефекты (расслоение и трещины) за счет неоднородности свойств материалов.
Решить часть из данных недостатков, возможно при использовании принудительной подачи прессуемых веществ на основе вибрации загрузочных воронок в сочетании с приемлемой конструкцией ворошителей.
Прямое прессование позволяет получить таблетки из влаго-, термолабильных и несовместимых веществ.

Слайд 54Прямое прессование осуществляется следующими способами:
с добавлением вспомогательных веществ, улучшающих технологические свойства
путем принудительной подачи таблетируемого материала из воронки таблеточной машины в матрицу, что требует специальных устройств;
Для повышения прессуемости ЛВ при прямом прессовании в состав таблетируемой смеси вводят сухие склеивающие вещества – микрокристаллическую целлюлозу (МКЦ), метилцеллюлозу (МЦ) или полиэтиленоксид, модифицированных крахмалов, молочного сахара, сульфата кальция – для улучшения сыпучести и достаточной механической прочности таблеток.

Слайд 55Прямое прессование в производстве таблеток
Технологическая схема производства таблеток прямым прессованием
Отвешивание
ВР.2.1.
Измельчение
Просеивание
Санитарная обработка
производства (помещения,
оборудование, персонал)
Получение массы
для таблетирования
Смешивание
Таблетирование
Обеспыливание таблеток
Таблетирование и
обеспыливание
Подготовка сырья
Влага
ВР.2.2.
ВР.2.3.
ТП. 3
Кт, Кх
ТП.3.1.
ТП.4.1.
ТП.4.2.
ТП. 4
Кт, Кх
ВР. 1
Кб
ВР. 2
Кт, Кх, Кб
Потери
механические

Слайд 56Таблетки для
регенерации
Потери
Все показатели по ГФ XI
Фасовка в первичную
упаковку
Упаковка в коробки
Маркировка коробок
Оценка качества таблеток
Упаковка
Маркировка
Отгрузка
ТП.5.1.
УМО.6.1.
УМО.6.2.
УМО.6.3.
УМО. 6
Кт,Кх,Кб
ТП 5
Кт,Кх,Кб
Потери
На склад
Кт, Кх, Кб – соответственно технологический, химический, бактериологический контроль

Слайд 57Обеспыливание
Для удаления с поверхности таблеток, выходящих из пресса,
Таблетки проходят через вращающийся перфорированный барабан и очищаются от пыли, которая отсасывается пылесосом.

Слайд 58Фасовка и упаковка
Применение оптимальной упаковки является основным путем предотвращения снижения качества
Одним из важнейших требований, предъявляемым к упаковочным материалам, является:
защита таблеток от воздействия света, влаги, кислорода воздуха, микробной контаминации
потребительские свойства упаковки, обеспечивающие удобство применения.
Наиболее перспективны пленочные контурные упаковки, получаемые на основе термосваривания –
контурная ячейковая и безъячейковая упаковка.

Слайд 59 - Контурная ячейковая упаковка состоит из двух основных
- В качестве термоформируемой пленки чаще всего применяется жесткий (непластифицированный) или слабо-пластифицированный поливинилхлорид (ПВХ) толщиной 0,2-0,35 м и более. Пленка ПВХ хорошо формируется и термосклеивается с различными материалами (фольгой, бумагой, картоном), покрытыми термолаковым слоем.

Слайд 60Разделы ФСП на таблетки
Стандарты качества лекарственных средств
Название препарата на русском
МНН на русском языке
Состав
Описание
Подлинность
Средняя масса и однородность по массе
Тальк, аэросил, титана двуокись
Растворимость или Распадаемость
Посторонние примеси (родственные соединения)
Микробиологическая чистота
Однородность дозирования
Количественное определение
Упаковка
Маркировка
Транспортирование
Хранение
Срок годности
Фармакологическая группа
Примечание: разделы 1-6, 8-10, 12-18 являются обязательными. Включение остальных разделов зависит от природы лекарственного вещества (субстанции) и дозировки. При наличии испытания «Однородность дозирования», испытание «Однородность по массе» не проводится.

Слайд 61Контроль качества таблеток
Оценка внешнего вида таблеток (описание таблеток)
Просматривают
На таблетках не должно быть следующих дефектов размера, цвета, покрытия, шрифта надписи, разделительной риски:
выступы (поверхность в выступах, прилипших частиц порошка);
углубление (лунки, выкрошенные части таблеток); грязь или пыль на таблетках;
мраморность (неравномерный цвет, локальное, местное изменение цвета);
сколы (отслоение или сколы таблетки, уменьшение толщины);
слипание (слипание двух таблеток вместе или их соединение разрушенными поверхностями);
деформация (нарушение округлости формы);
царапины (нанесение риски — царапины по поверхности таблеток);
дефект покрытия (поверхность покрытия неравномерна, различной толщины, смещена по отношению к ядру).
 Просматривают 20 таблеток и делают заключение")
Слайд 62Контроль качества таблеток
Определение механической прочности таблеток проводят на приборах. Одни из
Это объясняется тем, что ряд таблетированных препаратов, удовлетворяя требованиям на сжатие, имеют легко истираемые края и по этой причине оказываются недоброкачественными. Следует отметить, что определение прочности на сжатие не является фармакопейным методом.
Прочность на сжатие. Механическую прочность таблеток на сжатие можно определять на различных приборах: ХНИХФИ, ТВТ фирмы «Эрвека» (Германия) ПИТ-20 (Мариупольского завода технологического оборудования) и др. Они работают по принципу пружинного динамометра.

Слайд 63
Прибор модели ТВТ фирмы «Эрвека» (Германия) для определения прочности таблеток
Механическая прочность таблетки рассчитывается по формуле:
Qм=P/Кф·h·d ,
Qм — механическая прочность таблетки на радиальное сжатие, МПа;
Р — разрушающее усилие, Н;
Кф — коэффициент формы;
h — высота таблетки, мм;
d — диаметр таблетки, мм.
Показатель прочности должен быть 0,45 — 1,2 МПа.
 для определения прочности таблеток Таблетку 1 помещают в")
Слайд 64Прочность на истирание. Механическая прочность характеризуется также степенью истираемости таблеток.
Истираемость наблюдается
Истираемость определяют на приборах барабанного типа — фриабиляторе «Эрвека» и др.
Прибор состоит из барабана диаметром 200 мм со съемной крышкой, по внутреннему периметру которого расположены 12 лопастей по 35 мм под углом 20° к касательной барабана, механизма и электрооборудования, обеспечивающего вращение барабана со скоростью 20 об/мин.
10 таблеток, обеспыленных и взвешенных с точностью до 0,001 г, помещают в барабан, привинчивают крышку и включают прибор на 5 мин, что соответствует 100 оборотам барабана. По истечении установленного времени таблетки обеспыливают и определяют их массу с точностью до 0,001 г.

Слайд 65Прочность таблеток на истирание в процентах вычисляют по формуле:
П=
Рнач, Ркон — масса таблеток до и после истирания, г.
Форма таблеток должна оставаться в процессе истирания неизмененной. Прочность на истирание должна быть не менее 97%.
 / Рнач)")
Слайд 66Определение прочности на истирание
Фриабилятор барабанного типа для определения прочности таблеток на

Слайд 67 Средняя масса и отклонения в массе отдельных таблеток
Взвешивают 20
Отклонение в массе отдельных таблеток (за исключением таблеток, покрытых оболочкой методом наращивания) допускается в следующих пределах:
— для таблеток массой 0,1 г и менее — ±10%;
— массой более 0,1 г и менее 0,3 г — ±7,5%;
— массой 0,3 г и более — ±5%;
— масса отдельных покрытых оболочкой таблеток, полученных методом наращивания, не должна отличаться от средней массы более чем на ±15%.
Только две таблетки могут иметь отклонения от средней массы, превышающие указанные пределы, но не более чем вдвое.
Определение содержания лекарственных веществ в таблетках
Подготавливают навеску измельчённых таблеток (не менее 20 шт.), для таблеток, покрытых оболочкой, испытания проводят из определенного числа таблеток, указанного в частных статьях.
Отклонения в содержании лекарственных веществ должны составлять при дозировке лекарственных веществ:
до 0,001 г ±15%;
от 0,001 до 0,01 ±10%;
от 0,01 до 0,1 ±7,5%;
от 0,1 и более 2 ±5%, если нет других указаний в частных статьях.

Слайд 68Испытание однородности дозирования
Проводят для таблеток без оболочки с содержанием 0,05 г
От серии, подлежащей испытанию, отбирают пробу таблеток в количестве 30 шт. В каждой из 10 таблеток определяют содержание лекарственного вещества.
Содержание лекарственного вещества в одной таблетке может отклоняться не более чем на ± 15% от среднего содержания и ни в одной таблетке не должно превышать ± 25%. Если из 10 испытанных таблеток 2 таблетки имеют отклонения содержания лекарственного вещества более чем на ± 15% от среднего, определяют содержание лекарственного вещества в каждой из оставшихся 20 таблеток.
Отклонение в содержании лекарственного вещества ни в одной из 20 таблеток не должно превышать более чем ±15% от среднего.

Слайд 69Прибор «Качающаяся корзинка» для определения распадаемости таблеток.
1 – химического сосуда (стакана)
2
Согласно ГФ XI для определения распадаемости таблеток используется прибор типа «качающаяся корзинка» для определения времени распадаемости таблеток, драже, гранул и желатиновых капсул
2 - сборная корзинка")
Слайд 70Прибор состоит из качающейся корзинки 2, сосуда 1 с жидкой средой
Качающаяся корзинка состоит из 2-х дисков с диаметром 90 мм с концентрически расположенными отверстиями. В отверстия дисков вставлены стеклянные трубки определенной длины и диаметра (77, 5 мм и 21, 5 мм, соответственно). Нижний диск снабжен сеткой из нержавеющей стальной проволоки с диаметром отверстий 2 мм. Корзинка посредством стального стержня присоединена к рычагу электромотора.
Для проведения испытаний отбирают 18 образцов таблеток, помещают по одному в каждую трубку и помещают в термостатируемый сосуд с жидкостью (37±2°С).
Включают электромотор, приводящий трубки с таблетками в возвратно-поступательное движение (28-32 цикла) и визуально следят за распадаемостью таблеток. За время распадаемости принимают временной интервал от момента погружения таблеток в жидкость до их полного распадения на частицы менее 2 мм, о чем можно судить по отсутствию частиц на сетке корзинки.
, в который")

Слайд 72Нормы распадаемости таблеток:
обычные таблетки — 15 мин;
таблетки, покрытые оболочками, растворимыми в
таблетки, покрытые кишечно-растворимыми оболочками, не должны распадаться в течение 1 ч в растворе кислоты хлористоводородной 0,1 моль/л, а после промывания водой должны распадаться не более чем за 1 ч в щелочном растворе натрия гидрокарбоната;
сублингвальные таблетки — вода, 30 мин;
таблетки для приготовления растворов - вода, 5 мин;
таблетки пролонгированного действия. — по методикам, приведенным в отдельных фармакопейных статьях;
таблетки вагинальные — молочнокислая среда, не более 10 мин.

Слайд 73 «Тест растворение» таблеток, драже, капсул
ОФС 42-000300
Определение распадаемости таблеток
Более надежным контролирующим методом является «тест-растворение». При этом анализируется количество лекарственного вещества (в интервалах времени), диффундирующего из распавшихся таблеток в растворяющую жидкость (вода, 0,1 н раствор кислоты хлористоводородной, 0,1 н раствор натрия гидроксида, буферные растворы и др.)
Отличаются приборы устройством корзинки – для определения времени растворения не используют отдельные трубки, а помещают испытуемые таблетки все вместе в сетчатый цилиндр. Размеры цилиндра (высота – 45 мм, диаметр – 25 мм, частота сетки – 0, 25мм) Допускается применение устройств, оснащенных сразу несколькими «корзинками».
Вращение корзинки осуществляется от электромотора через ступенчатые шкивы ременной передачей. Привод прибора обеспечивает частоту вращения корзинок в пределах 50, 100, 150 и 200 об/мин.
Для работы на приборе в термостат заливается 2 л воды, а также в стакан 1 л диализной среды. Корзинка опускается в среду стакана так, чтобы расстояние до дна стакана было 20±2 мм.
Скорость растворения активного вещества таблетки рассчитывается как среднее из шести, а в отдельных случаях из 12 определений.


Слайд 75ЦЕЛИ И ВИДЫ НАНЕСЕНИЯ ОБОЛОЧЕК НА ТАБЛЕТКИ
Цели покрытия таблеток оболочками:
Придать таблеткам
Увеличить механическую прочность таблеток и защитить таблетки от воздействия ударов, истирания и др.
Улучшить и скрыть неприятный вкус и запах лекарственных веществ.
Защитить от воздействия окружающей среды (света, влаги, кислорода воздуха),
Защитить слизистые оболочки рта, пищевода и желудка от разрушающего действия лекарственного вещества.
Локализовать терапевтическое действие лекарственных веществ в определенном отделе желудочно-кишечного тракта,

Слайд 76Пролонгировать терапевтическое действие лекарственных веществ в таблетках.
Защитить лекарственные вещества в таблетках
Выделение и обозначение определенной фармакологической группы лекарственных веществ.
Преодолеть несовместимости различных веществ, находящихся в одной таблетке, путем введения их в состав оболочки и ядра.
Виды покрытий:
Дражированные
Пленочное
Прессованные

Слайд 77ДРАЖИРОВАННЫЕ ПОКРЫТИЯ
Основное назначение дражированных оболочек:
улучшение внешнего вида таблеток;
защита таблеток от внешних
маскировка неприятного вкуса и запаха лекарственных веществ в таблетках;
маскировка неприятного запаха лекарственных веществ;
обозначение или выделение определенной фармакологической группы лекарственных веществ;
защита отдельных лекарственных веществ в таблетках от воздействия желудочного сока;
локализация места действия лекарственных веществ.

Слайд 78Дражировочные котлы
Дражировочный
котел, обогреваемый
паром
Дражировочный котел с подачей воздуха



Слайд 81 СТАДИИ ПРОЦЕССА ДРАЖИРОВАНИЯ
Грунтовка (обволакивание).
Тестовка (наслаивание).
Шлифовка (сглаживание или полировка).
Глянцовка (глянцевание).
.Тестовка (наслаивание).Шлифовка (сглаживание или полировка).Глянцовка (глянцевание).")

Слайд 83Типовая схема нанесения дражированного покрытия на таблетки
Условные обозначения:
1 - двояковыпуклые
2 - труба для отсасывания воздуха с пылью;
3 - застекленный шкаф;
4 - сито;
5 - труба для подачи пара для обогрева котла;
6 - труба для удаления конденсата;
7 - котел для приготовления сахарного сиропа;
8 - сборник сахарного сиропа;
9 - котел для приготовления неокрашенной пасты;
9а-котел для приготовления окрашенной пасты;
10 - котел для приготовления массы для глянцевания;
11-котел для процеженной и охлажденной массы (для подачи в дражировочный котел);
12-дражировочный котел;
13-электродвигатель для вращения котла;
14-трубопровод для подачи теплого воздуха;
15-педаль для пуска и остановки котла.

Слайд 84Таблетки Раунатина 0,002 г, покрытые оболочкой методом дражирования
Состав на 1 таблетку
Раунатин - 0,002г
Глюкоза - 0,0180г
Сахар - 0,045г
Тальк - 0,0015г
Крахмал картофельный - 0,0323г
Масло вазелиновое - 0,0002г
Средняя масса 0,1г

Слайд 85Состав оболочки:
Сахар – 0,0771260г
Аэросил – 0,0013280г
ПВП – 0,0004954г
Магния карбонат основной –
Титана двуокись – 0,0006600г
Тартразин – 0,0000180г
Индиго – 0,0000126г
Вазелиновое масло – 0,0000900г
Воск – 0,0000900г
Тальк – 0,001800г
Средняя масса 0,1г

Слайд 86Технологическая схема получения таблеток раунатина
Подготовка сырья.
Приготовление массы для таблетирования ядра.
Приготовление массы
Прессование таблеток-ядер.
Получение таблеток с оболочками (дражированием).
Оценка качества.
Упаковка, маркировка.

Слайд 87Пленочные покрытия
Пленочные покрытия - это покрытия, образуемые нанесением
Пленочные покрытия представляют собой тонкие оболочки от 0,05-0,2мм.
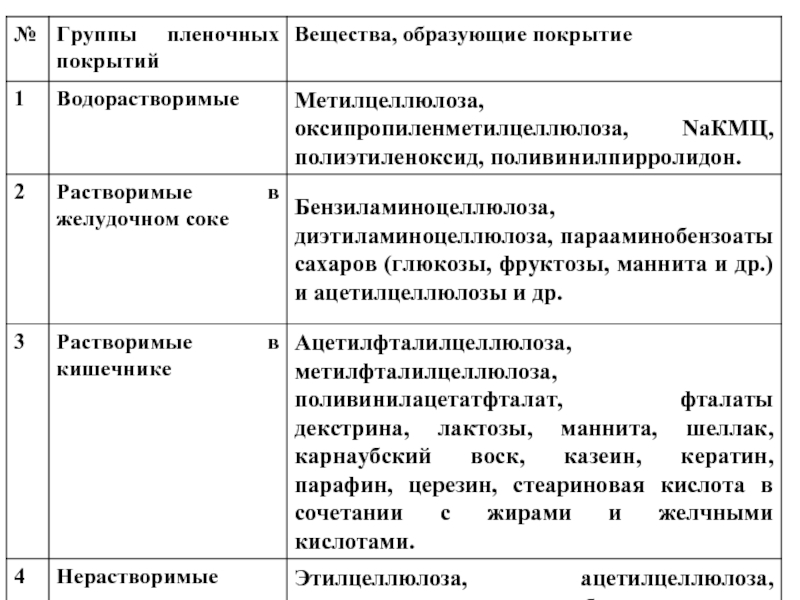
Группы пленочных покрытий
1. Водорастворимые.
2. Растворимые в желудочном соке.
3. Растворимые в кишечнике.
4. Нерастворимые.

Слайд 88Требования к пленкообразующим веществам
1. Полная безвредность для организма.
2. Химическая индифферентность.
3. Доступность.
4.
5. Хорошая растворимость в доступных органических растворителях.
6. Способность образовывать хорошие пленки.

Слайд 89Пленочные покрытия
Водорастворимые покрытия защищают от механических повреждений, но не предохраняют от
Покрытия, растворимые в желудочном соке. Это пленки, которые защищают таблетки от действия влаги, но не препятствуют быстрому разрушению их в желудке (в течение 30мин). Относятся полимеры, имеющие в молекуле заместители основного характера, главным образом аминогруппы (ДЭАМЦ, БАаминоЦ, парааминобензоаты сахаров и АЦ) Для покрытия используют растворы в этаноле, изопропаноле, ацетоне.
Покрытия, растворимые в кишечнике. Они локализуют лекарственное вещество в кишечнике, пролонгируя его действие. Например, АФЦ, МФЦ, поливинилацетатфталат, фталаты декстрина, лактозы, маннита, сорбита, шеллака (природные ВМС) в виде растворов в этаноле, изопропаноле, этилацетате, толуоле и др. растворителях для улучшения механических свойств пленок к ним добавляют пластификатор.

Слайд 90Пленочные покрытия
Нерастворимые покрытия – пленки с микропористой структурой - растворы ЭЦ
Механизм высвобождения лекарственных веществ из таблеток:
пищеварительные соки быстро проникают через поры нерастворимой оболочки и растворяют лекарственное вещество либо вызывают его набухание. В первом случае лекарственное вещество диффундирует через пленку в обратном направлении, во втором – происходит разрыв оболочки, после чего лекарственное вещество высвобождается обычным способом.

Слайд 92Способы нанесения пленочных покрытий на таблетки
В дражировочных котлах - высокопроизводительный способ
В установках центробежного действия
В псевдоожиженном слое - для водных покрытий . Использование водных покрытий имеет ряд преимуществ: отпадает необходимость улавливания и регенерации растворителя; готовить водные растворы проще, они лучше распределяется по поверхности таблеток. Перед нанесением водных покрытий поверхности таблеток придают гидрофобность за счет нанесения слоя растительного масла.




Слайд 96Схема установки для покрытия таблеток оболочками в кипящем слое.
Условные обозначения:
1
2 – пневматическое устройство;
3 – обечайка с резиновой прокладкой;
4 – емкость для наносимого раствора;
5 – вентилятор;
6 – фильтр для воздуха;
7 – калорифер;
8 – распылитель раствора;
9 – датчик давления распылителя раствора;
10 – устройство для сбора выбросов продуктов производства;
11–многослойный фильтр для сбора выбросов продуктов производства;
12 – ввод для поступления воздуха;
13 – перфорированное дно.

Слайд 97Принцип работы аппарата для нанесения покрытий на таблетки в кипящем слое
Условные обозначения:
1 – устройство для выгрузки покрытых таблеток;
2 – пульт управления;
3 – аппарат для покрытия таблеток;
4 – подъемник для камеры с таблетками;
5 – пневмоцилиндр уплотнения для герметизации аппарата;
6 – система распыления покрывающего раствора;
7 – зонт для предупреждения уноса покрываемых таблеток и снятия с таблеток зарядов статического электричества;
8 – камера для загрузки таблеток;
9 – таблетки, подлежащие покрытию;
10 – фильтр для очистки воздуха от таблеточных крошек и пыли;
11 – дозирующие насосы для подачи и распыления раствора;
12 – калорифер для нагрева воздуха;
13 – вентилятор;
14 – фильтр очистки воздуха из атмосферы

Слайд 98Прессованные покрытия
– это сухие покрытия, наносимые на таблетки путем прессования на
, которые")
Слайд 99Машина «Драйкота»
Рис.12. Устройство таблеточной машины двойного прессования.
Условные обозначения:
А – машина
Б – машина для наложения оболочек;
1 – бункер с гранулятом для получения таблетки-ядра;
2 – ротор с матрицами для получения таблеток;
3 – пуансоны;
4 – ролик;
5 – винт, регулирующий массу таблетки;
6 – бункер с гранулятом для нанесения оболочки;
7, 8 – передатчики таблеток с одной машины на другую;
9 – емкость для сбора готовых таблеток.

Слайд 100Процесс нанесения на таблетки прессованных покрытий
Условные обозначения:
1 – наполнение матрицы гранулятом
2 – подача таблетки-ядра на гранулят;
3 – предварительное прессование (вдавливание таблетки в гранулят);
4 – засыпка гранулятя для верхнего слоя оболочки;
5 – окончательное прессование оболочки;
6 – выброс таблетки в оболочке.

Слайд 101
Таблетки Аминазина 0,01г, покрытые оболочкой, для детей.
Состав на 1 таблетку:
Аминазина
Сахара молочного 0,069 г
Крахмала картофельного 0,03 г
Кислоты стеариновой 0,008 г
Средняя масса таблетки без оболочки 0,11 г
Получение таблеток аминазина

Слайд 102Состав оболочки:
Молочный сахар
Крахмал картофельный – 0,03903 г
Тальк – 0,00496г
Кислота стеариновая – 0,000795г
Кальций стеариновокислый – 0,000795г
Тартразин – 0,000440г
Средняя масса оболочки 0,15г
Таблетки желтого цвета, средняя масса одной таблетки, покрытой оболочкой 0,26г

Слайд 103
Перспективы развития таблеток
1. Многослойные таблетки:
сочетания ЛВ несовместимых по физико-химическим свойствам,
пролонгированное
регуляция последовательности всасывания ЛВ в определенные промежутки времени.
циклические таблеточные машины. ЛВ для различных слоев, подаются в питатель машины из отдельного бункера, в матрицу по очереди насыпается новое ЛВ, и нижний пуансон опускается все ниже. Каждое ЛВ имеет свою окраску, и их действие проявляется последовательно, в порядке растворения слоев. Для получения слоистых таблеток различные зарубежные фирмы выпускают специальные модели РТМ.

Слайд 104 2. Каркасные таблетки (или таблетки с нерастворимым скелетом) – для
не распадается в желудочно-кишечном тракте
может набухать и медленно растворяться или сохранять свою геометрическую форму в течение всего пребывания в организме и выводится неизменном в виде пористой массы, в которой поры заполнены жидкостью.
пролонгированного действия. ЛВ высвобождается путем вымывания. (скорость не зависит от содержания ферментов и величины рН, остается постоянной по мере прохождения через жкт. Скорость высвобождения, определяют природа ВВ и растворимость ЛВ, соотношение лекарств и образующего матрицу веществ, пористость таблетки и способ ее получения.
 – для их получения используют ВВ,")
Слайд 105Вспомогательные вещества для образования матриц подразделяют на гидрофильные, гидрофобные, инертные и
Гидрофильные матрицы – из набухающих полимеров (гидроколлоидов): гидроксипропилЦ, гидроксипропилметилЦ, гидроксиэтилметилЦ, метилметакрилата и др.
Гидрофобные матрицы – (липидные) – из натуральных восков или из синтетических моно-, ди- и триглицеридов, гидрированных растительных масел, жирных высших спиртов и др.
Инертные матрицы – из нерастворимых полимеров: этилЦ, полиэтилен, полиметилметакрилат и др. Для создания каналов в слое полимера, нерастворимого в воде, добавляют водо-растворимые вещества (ПЭГ, ПВП, лактоза, пектин и др.). Вымываясь из каркаса таблетки, они создают условия для постепенного выделения молекул лекарственного вещества.

Слайд 106Для получения неорганических матриц используют нетоксичные нерастворимые вещества: Са2НРО4, СаSO4, BaSO4
Каркасные таблетки получают прямым прессованием смеси лекарственных и вспомогательных веществ, прессованием микрогранул ли микрокапсул лекарственных веществ.
Таблетки с ионитами – продление действия лекарственного вещества возможно путем увеличения молекулы его за счет осаждения, на и – о смоле. Вещества, связанные с и- о смолой, становятся нерастворимыми, и освобождение лекарственного вещества в пищеварительном тракте основано только на обмене ионов. Таблетки с ионитами поддерживают уровень действия лекарственного вещества в течение 12 часов.