- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Управление качеством технологических процессов презентация
Содержание
- 1. Управление качеством технологических процессов
- 2. основные направления применения статистических методов
- 3. С помощью статистических методов анализа качества решаются задачи:
- 4. Контроль качества технологического процесса
- 5. Контрольные карты основываются на следующих положениях: все
- 6.
- 7. Контрольные карты Детальные подробности
- 8. Схема Исикавы Другие названия: "Причинно-следственная диаграмма"
- 9. В соответствии с известным принципом Парето,
- 11. Достоинства метода: диаграмма Исикавы позволяет стимулировать творческое
- 12. Гистограмма представляет собой столбчатый график и применяется
- 14. Диаграмма Парето Авторы метода: В. Парето
- 15. План действий: Определить проблему, которую
- 17. С помощью диаграммы Парето анализируется число
- 18. Стратификация Стратификация (расслоение) – процесс сортировки
- 19. Примеры: - все партии, которые были произведены
- 20. При невозмлжногсти выбрать критерий для стратификации, можно
- 21. Контрольный листок Назначение метода: применяется в
- 22. Графики (на плоскости) Графическое представление данных широко
- 23. Б) Круговой и ленточный графики применяются для
- 25. Пропилен - бесцветный газ, горючий и взрывоопасный,
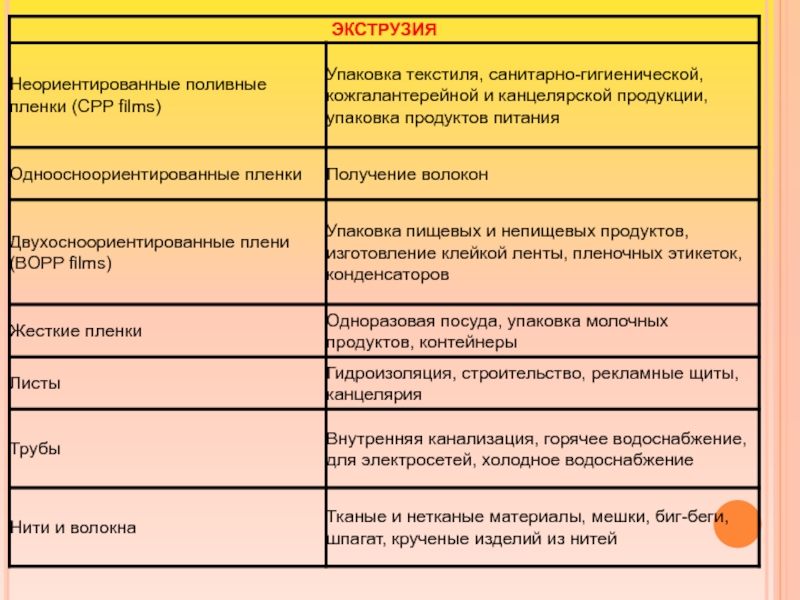
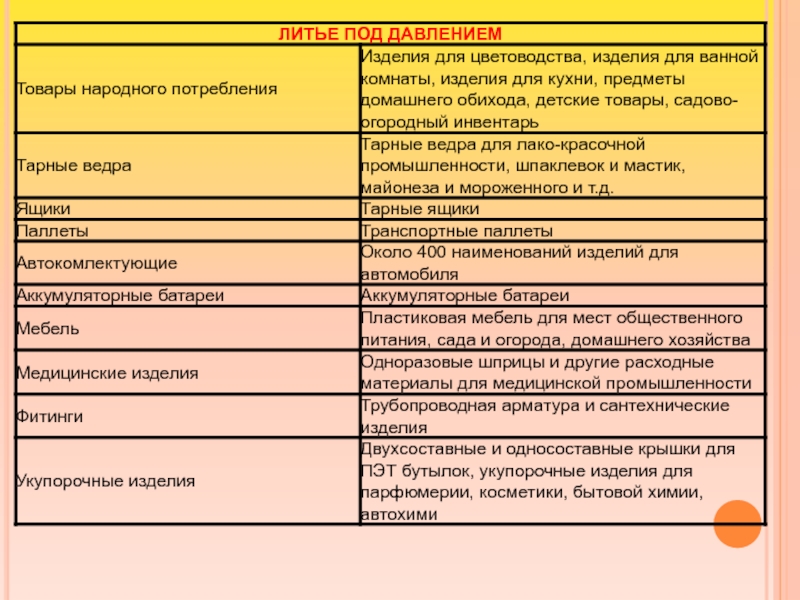
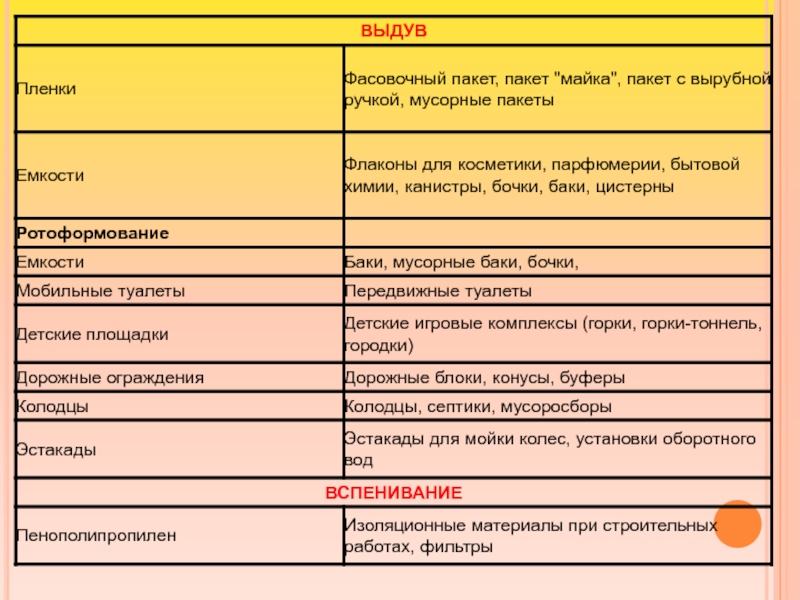
- 26. ДЛЯ ПРОИЗВОДСТВА ГОТОВОЙ ПРОДУКЦИИ ИЗ ПОЛИПРОПИЛЕНА ИСПОЛЬЗУЮТСЯ ПЯТЬ ОСНОВНЫХ МЕТОДА ПЕРЕРАБОТКИ:
- 31. Физико-химические параметры пропилена
- 32. Методы отбора проб осуществляется по ГОСТ
- 33. При транспортировании пропилена по трубопроводу партией считают
- 34. Сопровождающий документ о качестве должен содержать:



Слайд 4Контроль качества
технологического процесса
Статистическое регулирование технологического процесса – это корректирование параметров процесса
Контрольные карты
Контрольные карты - это представление полученных данных в виде графика в порядке поступления в ходе технологического процесса во времени.
Они позволяют контролировать текущие рабочие характеристики процесса и показывают отклонения от стандарта, целевого или среднего значения, а также уровень статистического контроля процесса в течение определенного времени.

Слайд 5Контрольные карты основываются на следующих положениях:
все процессы с течением времени отклоняются
отклонения отдельных точек являются непрогнозируемыми;
стабильный процесс изменяется случайным образом, но так, что группы точек стабильного процесса имеют тенденцию находиться в прогнозируемых границах;
нестабильный процесс отклоняется в силу неслучайных факторов, и неслучайными обычно считаются те отклонения, которые находятся за пределами прогнозируемых границ


Слайд 7Контрольные карты
Детальные подробности построения контрольных карт приводятся в стандарте ISO 7870

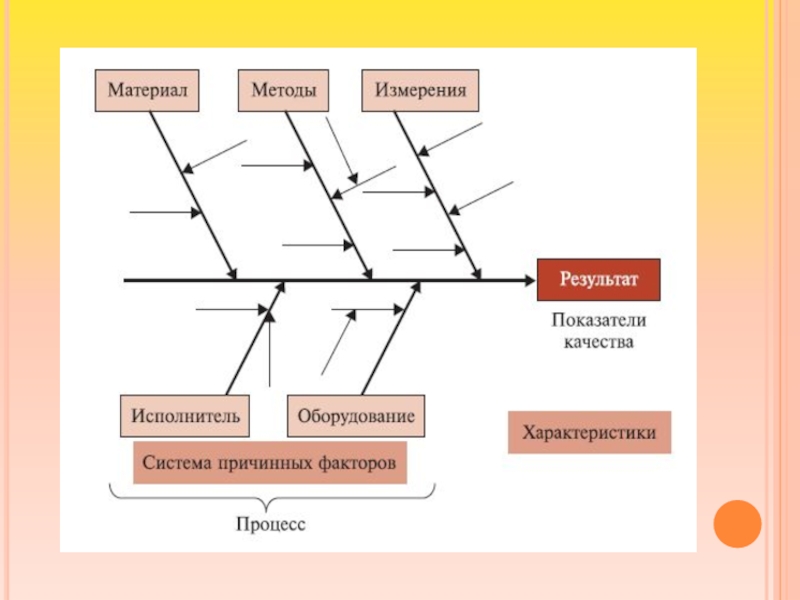
Слайд 8Схема Исикавы
Другие названия: "Причинно-следственная диаграмма" ("рыбий скелет"); «Диаграмма Исикавы»
Автор
Назначение метода
Применяется при разработке и непрерывном совершенствовании производства продукции.
Диаграмма Исикавы - инструмент, обеспечивающий системный подход к определению фактических причин возникновения проблем.
Цель метода
Изучить, отобразить и обеспечить технологию поиска истинных причин рассматриваемой проблемы для эффективного их разрешения.
Суть метода
Причинно-следственная диаграмма - это ключ к решению возникающих проблем.
Диаграмма позволяет в простой и доступной форме систематизировать все потенциальные причины рассматриваемых проблем, выделить самые существенные и провести поуровневый поиск первопричины.

Слайд 9
В соответствии с известным принципом Парето, среди множества потенциальных причин (причинных
Для этого осуществляется:
сбор и систематизация всех причин, прямо или косвенно влияющих на исследуемую проблему;
группировка этих причин по смысловым и причинно-следственным блокам;
ранжирование их внутри каждого блока;
анализ получившейся картины.
План действий
, порождающих")
Слайд 11Достоинства метода: диаграмма Исикавы позволяет стимулировать творческое мышление; и представить взаимосвязь
Недостатки метода: не рассматривается логическая проверка цепочки причин, ведущих к первопричине, т. е. отсутствуют правила проверки в обратном направлении от первопричины к результатам. Сложная и не всегда четко структурированная диаграмма не позволяет делать правильные выводы.
Ожидаемый результат: получение информации, необходимой для принятия управляющих решений.

Слайд 12Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения
Гистограмма полезна для получения визуальной информации о процессе и помогает принять решение, на чем сосредоточить управленческие усилия по улучшению процесса.
Эта информация отображается серией столбиков одинаковой ширины, но разной высоты. Ширина столбика представляет интервал в диапазоне наблюдений. Высота столбика представляет количество измерений, попавших в данный интервал. При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает в допустимый диапазон или выходит за его пределы.
Гистограмма


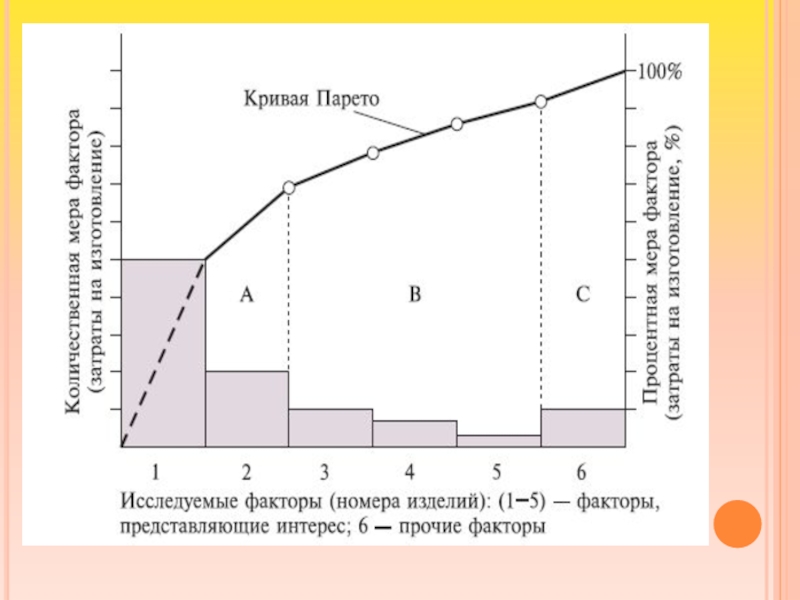
Слайд 14Диаграмма Парето
Авторы метода: В. Парето (Италия), 1897 г, М. Лоренц (США),
Назначение метода: применяется практически в любых областях деятельности. Японский союз ученых и инженеров в 1979 г. включил диаграмму Парето в состав семи методов контроля качества.
Цель метода: выявление проблем, подлежащих первоочередному решению.
Суть метода: диаграмма Парето - инструмент, позволяющий выявить и отобразить проблемы, установить основные факторы, с которых нужно начинать действовать, и распределить усилия с целью эффективного разрешения этих проблем.
Различают два вида диаграмм Парето:
по результатам деятельности - предназначена для выявления главной проблемы нежелательных результатов деятельности;
по причинам - используется для выявления главной причины проблем, возникающих в ходе производства.
, 1897 г, М. Лоренц (США), 1979 г.Назначение метода: применяется")
Слайд 15
План действий:
Определить проблему, которую надлежит решить.
Учесть все факторы (признаки), относящиеся
Выявить первопричины, которые создают наибольшие трудности, собрать по ним данные и проранжировать их.
Построить диаграмму Парето, которая объективно представит фактическое положение дел в понятной и наглядной форме.
Провести анализ диаграммы Парето.
Особенности метода
Принцип Парето (принцип 20/80) означает, что 20% усилий дают 80% результата, а остальные 80% усилий - лишь 20% результата.
Общие правила построения диаграммы Парето
Решить, какие проблемы (причины проблем) надлежит исследовать, какие данные собирать и как их классифицировать.
Разработать формы для регистрации исходных данных (например, контрольный листок).
Собрать данные, заполнив формы, и подсчитать итоги по каждому исследуемому фактору (показателю, признаку).
, относящиеся к исследуемой проблеме.Выявить первопричины,")
Слайд 17С помощью диаграммы Парето анализируется
число случаев брака, виды брака,
потери
затраты времени и материальные средства на исправление брака,
содержание рекламаций, поступающих от потребителей,
причины аварий и поломки технологического оборудования,
причины несоблюдения технологической дисциплины,
затраты на обеспечение качества в процессе производства,
анализ спроса на различные виды продукции.

Слайд 18Стратификация
Стратификация (расслоение) – процесс сортировки (разделения) полученных данных на отдельные группы
В результате измерений всегда есть разброс параметров. Если осуществлять расслоение по факторам, порождающим этот разброс, можно выявить главную причину его появления, что позволит уменьшить ее воздействие или даже устранить.
 – процесс сортировки (разделения) полученных данных на отдельные группы (страты) согласно некоторым критериям")
Слайд 19Примеры:
- все партии, которые были произведены на одном и том же
- все товары, которые были проданы одному и тому же покупателю,
- вся продукция, которая была произведена одной и той же сменой.

Слайд 20При невозмлжногсти выбрать критерий для стратификации, можно воспользоваться мнемоническим приемом 4М
Прием 4М … 6М - определяет основные группы факторов, которые оказывают влияние практически на любой процесс:
Man (человек) – квалификация, стаж работы, возраст, пол и т.д.
Machine (машина, оборудование) – вид, марка, конструкция и т.д.
Material (материал) – сорт, партия, фирма-поставщик и т.д.
Method (метод, технология) – температурный режим, смена, цех и т.д.
Measurement (измерения, контроль) – тип измерительных приборов, метод измерения, класс точности прибора и т.д.
Media (окружающая среда) – температура, влажность воздуха, электрические и магнитные поля и т.д.

Слайд 21Контрольный листок
Назначение метода: применяется в производстве и на различных стадиях жизненного
Цель метода: сбор данных и их автоматическое упорядочение для облегчения дальнейшего использования собранной информации.
Суть метода: Контрольный листок – это средство регистрации данных, как правило, в виде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких-либо символов;
инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов.

Слайд 22Графики (на плоскости)
Графическое представление данных широко применяется в производственной практике для
А). График, представляющий собой ломанную линию, применяется, например, для выражения изменения каких-либо данных с течением времени.
Графическое представление данных широко применяется в производственной практике для наглядности и облегчения понимания")
Слайд 23Б) Круговой и ленточный графики применяются для выражения процентного соотношения рассматриваемых
На рисунке кругового графика показано соотношение составляющих себестоимости производства:
1 – себестоимость производства продукции в целом;
2 – косвенные расходы;
3 – прямые расходы и т.д.
 Круговой и ленточный графики применяются для выражения процентного соотношения рассматриваемых данных. На рисунке кругового")

Слайд 25Пропилен - бесцветный газ, горючий и взрывоопасный, обладающий наркотическими свойствами, имеет
Критические константы:

Слайд 26ДЛЯ ПРОИЗВОДСТВА ГОТОВОЙ ПРОДУКЦИИ ИЗ ПОЛИПРОПИЛЕНА ИСПОЛЬЗУЮТСЯ ПЯТЬ ОСНОВНЫХ МЕТОДА ПЕРЕРАБОТКИ:



Слайд 32 Методы отбора проб осуществляется по ГОСТ 24975.0–89. Содержание таких примесей, как ацетиленовые

Слайд 33При транспортировании пропилена по трубопроводу партией считают количество продукта, переданное за
При транспортировании пропилена в цистернах и баллонах партией считают любое количество продукта, однородного по показателям качества, одновременно отправляемого в один адрес и сопровождаемого одним документом о качестве.
Пропилеи принимают партиями.