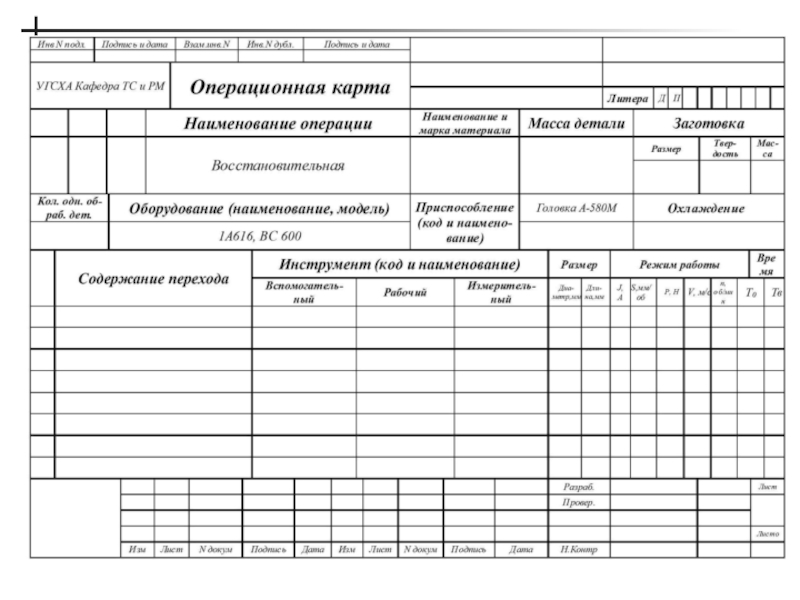
2. Восстановление изношенных деталей наплавкой в среде углекислого газа.
3. Восстановление изношенных деталей наплавкой под слоем флюса.
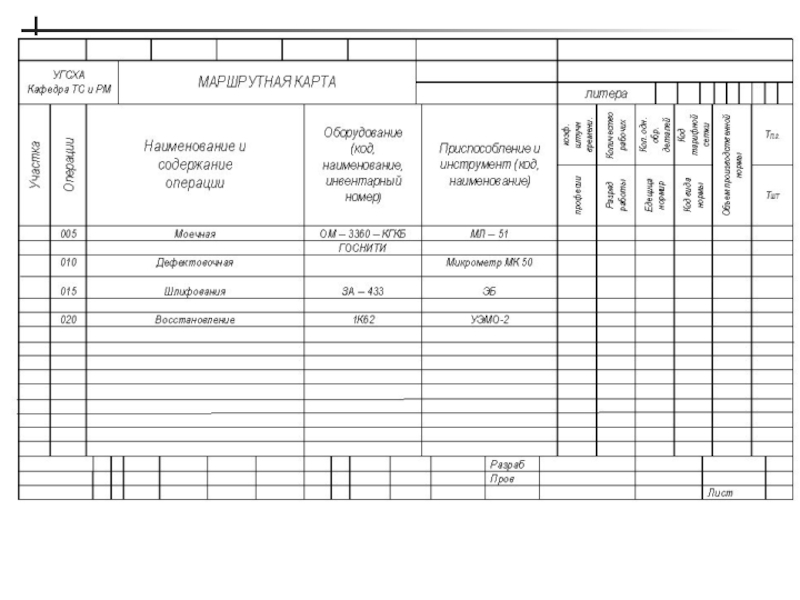
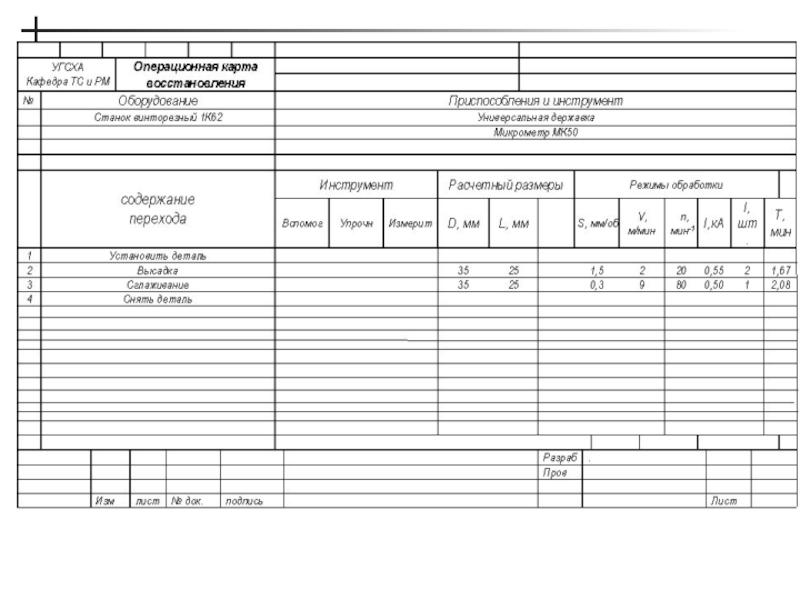
4. Восстановление изношенных деталей электромеханической обработкой
Вопросы:
Вопросы:


 = 0,6.Железнение КД = f (1,1; 0,8; 0,7) =")

")

3. Восстановление изношенных деталей наплавкой под слоем флюса.

4. Восстановление изношенных деталей электромеханической обработкой

Если не удалось найти и скачать презентацию, Вы можете заказать его на нашем сайте. Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Email: Нажмите что бы посмотреть
Это сайт презентаций, докладов, проектов, шаблонов в формате PowerPoint. Мы помогаем школьникам, студентам, учителям, преподавателям хранить и обмениваться учебными материалами с другими пользователями.