- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Принципы проектирования технологических процессов механической обработки презентация
Содержание
- 1. Принципы проектирования технологических процессов механической обработки
- 2. Основные направления в технологии машиностроения Проектирование ТП
- 3. 1.Стремление к максимальному сокращению обработки металла резанием
- 4. 2. Интенсификация технологического процесса и повышение производительности
- 5. 3. Развитие так называемой упрочняющей технологии Повышение
- 6. 4. Применение для выполнения технологических процессов станков
- 7. 5. Выдвижение при проектировании на первый план
- 8. 6. Широкое применение поточного метода Современная технология
- 9. 7. Внедрение разнообразных методов автоматизации технологических процессов
- 10. При внедрении новых и совершенствовании известных
- 11. Метод индивидуальных разработок
- 12. Сейчас в проектировании технологических процессов механической
- 13. Рекомендации по разработке технологических процессов механической обработки
- 14. 6. Совмещение черновых и чистовых проходов
- 15. Дифференциация операций Преимущества: Дешевое оборудование Меньшая квалификация
- 16. Укрупнение операций Преимущества: Меньше оборудования Меньше производственных
- 17. Концентрация операций Преимущества: Высокая производительность Сокращение площадей
- 18. Области применения Укрупнение операций – характерно для
- 19. Однако в условиях большой номенклатуры изделий
- 20. Характерные особенности современного производства (значительный удельный
- 21. Типизация технологических процессов
- 22. Одним из методов повышения эффективности многономенклатурного
- 23. Основу типизации технологических процессов составляет
- 24. Метод групповых технологических процессов
- 25. Развитием идей типизации применительно к серийному
- 26. Признаки деталей в группе Признаками, по которым
- 27. Схему групповой наладки оборудования, так же
- 29. Групповой технологический процесс разрабатывается на группу
- 30. Метод модульно-групповой технологии
- 31. Группирование изделий широко используется при создании
- 32. Модульно-групповая технология - это дальнейшее развитие
- 33. Для каждого конструкторско-технологического решения создается специальное
- 34. Унифицированные инструментальные переходы, имеющие алгоритмическое и
- 35. Модульная технология, в которой имеется тесная
- 36. Московский государственный технический университет им. Н.Э. Баумана

Слайд 2Основные направления в технологии машиностроения
Проектирование ТП изготовления деталей имеет целью установить
наиболее рациональный и экономичный способ обработки.
При этом, обработка деталей на металлорежущих станках должна обеспечить выполнение требований, предъявляемых к точности и чистоте обрабатываемых поверхностей, взаимному расположению осей и поверхностей, правильности контуров и форм и т.д.
Таким образом, спроектированный ТП механической обработки деталей должен при его осуществлении обеспечить выполнение требований, обусловливающих нормальную работу собранной машины.
При проектировании ТП изготовления деталей необходимо учитывать основные направления в современной технологии машиностроения, которые сводятся к следующему:
При этом, обработка деталей на металлорежущих станках должна обеспечить выполнение требований, предъявляемых к точности и чистоте обрабатываемых поверхностей, взаимному расположению осей и поверхностей, правильности контуров и форм и т.д.
Таким образом, спроектированный ТП механической обработки деталей должен при его осуществлении обеспечить выполнение требований, обусловливающих нормальную работу собранной машины.
При проектировании ТП изготовления деталей необходимо учитывать основные направления в современной технологии машиностроения, которые сводятся к следующему:

Слайд 31.Стремление к максимальному сокращению обработки металла резанием
Это обеспечивается путем придания заготовкам
деталей наибольшей точности и приближения их по форме, размерам и качеству поверхностей к готовым деталям.
При точных заготовках не только экономится металл вследствие уменьшения припусков, но и значительно уменьшается трудоемкость обработки, сокращается потребность в металлорежущих станках и инструментах, снижается себестоимость всего процесса изготовления деталей и машин.
При точных заготовках не только экономится металл вследствие уменьшения припусков, но и значительно уменьшается трудоемкость обработки, сокращается потребность в металлорежущих станках и инструментах, снижается себестоимость всего процесса изготовления деталей и машин.

Слайд 42. Интенсификация технологического процесса и повышение производительности труда
Это достигается :
- путем
применения для механической обработки высокопроизводительного автоматизированного оборудования и агрегатных станков, работа которых основана на принципе высокой концентрации операций;
- путем применения твердосплавного и металлокерамического инструмента, приспособлений с быстродействующими зажимными устройствами;
- путем повышения режимов обработки, максимального сокращения вспомогательного времени за счет механизации и автоматизации процессов загрузки деталей в станок и разгрузки их со станка;
- посредством применения новых, более совершенных методов обработки;
- наиболее широким использованием станков с программным управлением.
- путем применения твердосплавного и металлокерамического инструмента, приспособлений с быстродействующими зажимными устройствами;
- путем повышения режимов обработки, максимального сокращения вспомогательного времени за счет механизации и автоматизации процессов загрузки деталей в станок и разгрузки их со станка;
- посредством применения новых, более совершенных методов обработки;
- наиболее широким использованием станков с программным управлением.

Слайд 53. Развитие так называемой упрочняющей технологии
Повышение прочностных и эксплуатационных свойств деталей
путем упрочнения поверхностного слоя механическими (например, дробеструйной обработкой) или термохимическими (например, азотированием) средствами.

Слайд 64. Применение для выполнения технологических процессов станков все большей мощности
Это вызывается:
-
увеличением габаритов обрабатываемых деталей,
- концентрацией значительного количества операций, осуществляемых одновременно большим количеством инструментов,
- высокими режимами обработки,
- механизацией и автоматизацией различных вспомогательных работ.
- концентрацией значительного количества операций, осуществляемых одновременно большим количеством инструментов,
- высокими режимами обработки,
- механизацией и автоматизацией различных вспомогательных работ.

Слайд 75. Выдвижение при проектировании на первый план оптимального технологического процесса
Это позволяет,
- с одной стороны, оптимизировать процесс обработки,
- а с другой стороны, компоновать из стандартных узлов специальные высокопроизводительные станки.
- а с другой стороны, компоновать из стандартных узлов специальные высокопроизводительные станки.

Слайд 86. Широкое применение поточного метода
Современная технология машиностроения характеризуется широким применением поточного
метода не только в массовом производстве, где он применяется с давних пор, но и в крупносерийном и серийном производстве.

Слайд 97. Внедрение разнообразных методов автоматизации технологических процессов
Все большее внедрение разнообразных методов
автоматизации технологических процессов холодной и горячей обработки деталей и сборки изделий - автоматические линии;
комплексная автоматизация всех процессов производства изделий с полным законченным циклом - автоматические цехи, заводы.
комплексная автоматизация всех процессов производства изделий с полным законченным циклом - автоматические цехи, заводы.

Слайд 10
При внедрении новых и совершенствовании известных технологических процессов большое значение имеет
выбор рациональных методов их проектирования.


Слайд 12
Сейчас в проектировании технологических процессов механической обработки обычно применяется метод индивидуальных
разработок для каждой детали в отдельности.
Метод индивидуальных разработок заключается в разработке индивидуального технологического процесса на каждое изделие или деталь практически "с нуля".
При этом технолог руководствуется рекомендациями, выработанными на производстве
Метод индивидуальных разработок заключается в разработке индивидуального технологического процесса на каждое изделие или деталь практически "с нуля".
При этом технолог руководствуется рекомендациями, выработанными на производстве

Слайд 13Рекомендации по разработке технологических процессов механической обработки
1. При возможности организовывать поточное
производство.
2. В зависимости от серийности, характера и культуры производства могут быть различные степени разработки технологического процесса.
3. Применение на одной операции более трех универсальных станков, как правило, нецелесообразно.
4. Желательно применение стандартных или универсальных приспособлений. При необходимости проектирования специального приспособления целесообразно предусмотреть его универсальность.
5. Отделочные операции по возможности назначаются в конце технологического процесса.
Последовательность операций производить с учетом необходимых для обеспечения точности выбора баз.
2. В зависимости от серийности, характера и культуры производства могут быть различные степени разработки технологического процесса.
3. Применение на одной операции более трех универсальных станков, как правило, нецелесообразно.
4. Желательно применение стандартных или универсальных приспособлений. При необходимости проектирования специального приспособления целесообразно предусмотреть его универсальность.
5. Отделочные операции по возможности назначаются в конце технологического процесса.
Последовательность операций производить с учетом необходимых для обеспечения точности выбора баз.

Слайд 14
6. Совмещение черновых и чистовых проходов при больших габаритах или высокой
точности нецелесообразно.
7. Целесообразно вначале назначать обработку поверхностей, слабо изменяющих жесткость детали.
8. Контрольные операции целесообразно назначать перед трудоемкими операциями, после обработки с большой вероятностью брака, перед передачей в другие подразделения.
9. Термообработку желательно назначать с учетом возможных деформаций и ухудшения обрабатываемости деталей.
10. Концентрация, укрупнение или дифференциация операций решается в зависимости от характера производства.
7. Целесообразно вначале назначать обработку поверхностей, слабо изменяющих жесткость детали.
8. Контрольные операции целесообразно назначать перед трудоемкими операциями, после обработки с большой вероятностью брака, перед передачей в другие подразделения.
9. Термообработку желательно назначать с учетом возможных деформаций и ухудшения обрабатываемости деталей.
10. Концентрация, укрупнение или дифференциация операций решается в зависимости от характера производства.

Слайд 15Дифференциация операций
Преимущества:
Дешевое оборудование
Меньшая квалификация рабочих
Менее сложная перестройка
Меньшая вероятность простоя
Недостатки:
Увеличение количества оборудования
Увеличение
производственных площадей
Большое количество рабочих
Высокая себестоимость
Большое количество рабочих
Высокая себестоимость

Слайд 16Укрупнение операций
Преимущества:
Меньше оборудования
Меньше производственных площадей
Меньше рабочих
Недостатки:
- Высокая квалификация рабочих
Низкая производительность
Высокая себестоимость

Слайд 17Концентрация операций
Преимущества:
Высокая производительность
Сокращение площадей
Сокращение количества оборудования
Ниже себестоимость
Выше точность
Недостатки:
Сложность и высокая стоимость
оборудования
Увеличение времени наладки
Длительное освоение
Увеличение вероятности простоя
Увеличение времени наладки
Длительное освоение
Увеличение вероятности простоя

Слайд 18Области применения
Укрупнение операций – характерно для единичного производства
Дифференциация операций – характерна
для серийного производства
Концентрация операций – характерна для массового производства
Примечание:
При применении многоцелевых станков (ОЦ) в условиях серийного производства реализуется принцип укрупнения операций
Концентрация операций – характерна для массового производства
Примечание:
При применении многоцелевых станков (ОЦ) в условиях серийного производства реализуется принцип укрупнения операций

Слайд 19
Однако в условиях большой номенклатуры изделий и все возрастающих требований к
дальнейшему увеличению объема производства изделий метод индивидуальных разработок себя не оправдывает.
Его отрицательной стороной являются большие затраты времени и средств на разработку технологии и отыскание ее оптимального варианта, что тормозит совершенствование существующих и внедрение новых технологических процессов.
В условиях многономенклатурного производства оптимизация изготовления детали каждого наименования приводит к увеличению количества типов оборудования производственных систем, технологической оснастки, недозагрузке оборудования, увеличению трудоемкости наладочных работ и проектирования технологических процессов.
Его отрицательной стороной являются большие затраты времени и средств на разработку технологии и отыскание ее оптимального варианта, что тормозит совершенствование существующих и внедрение новых технологических процессов.
В условиях многономенклатурного производства оптимизация изготовления детали каждого наименования приводит к увеличению количества типов оборудования производственных систем, технологической оснастки, недозагрузке оборудования, увеличению трудоемкости наладочных работ и проектирования технологических процессов.

Слайд 20
Характерные особенности современного производства (значительный удельный вес мелкосерийного производства - 70
...80 % , частая смена номенклатуры изделий), а также задачи улучшения экономических показателей (снижение себестоимости, повышение производительности труда) и сокращения сроков подготовки производства вызвали необходимость постановки и решения важной технологической проблемы, заключающейся в разработке и внедрении новых принципов проектирования технологических процессов.


Слайд 22
Одним из методов повышения эффективности многономенклатурного производства является типизация технологических процессов
и их элементов.
Под типизацией технологических процессов понимается классификация деталей, технологических процессов и их элементов и комплексное решение всех задач, связанных с проектированием и изготовлением каждой классификационной группы.
Под типизацией технологических процессов понимается классификация деталей, технологических процессов и их элементов и комплексное решение всех задач, связанных с проектированием и изготовлением каждой классификационной группы.

Слайд 23
Основу типизации технологических процессов составляет
- классификация типовых деталей
- и
подробная разработка типового технологического процесса.
Классификация:
Классы: валы.
Подклассы: ступенчатые.
Типы: определенные размеры и требования.
Типовой технологический процесс - технологический процесс, характеризуемый единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.
Классификация:
Классы: валы.
Подклассы: ступенчатые.
Типы: определенные размеры и требования.
Типовой технологический процесс - технологический процесс, характеризуемый единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.


Слайд 25
Развитием идей типизации применительно к серийному производству является метод группового изготовления,
подробно разработанный проф. С.П. Митрофановым.
Метод служит основой проектирования технологических процессов определенной группы деталей при их совместном изготовлении в рамках одной производственной системы с общим или частично изменяемым технологическим оснащением.
Метод служит основой проектирования технологических процессов определенной группы деталей при их совместном изготовлении в рамках одной производственной системы с общим или частично изменяемым технологическим оснащением.

Слайд 26Признаки деталей в группе
Признаками, по которым объединяются детали в группы, являются:
их габариты, материалы, требуемые точность и шероховатость обработки, геометрическая форма, общность подлежащих обработке поверхностей, вид заготовки, серийность выпуска.
По совокупности этих характеристик подбираются оборудование, оснастка, инструментальная наладка и формируется технологический процесс.
По совокупности этих характеристик подбираются оборудование, оснастка, инструментальная наладка и формируется технологический процесс.

Слайд 27
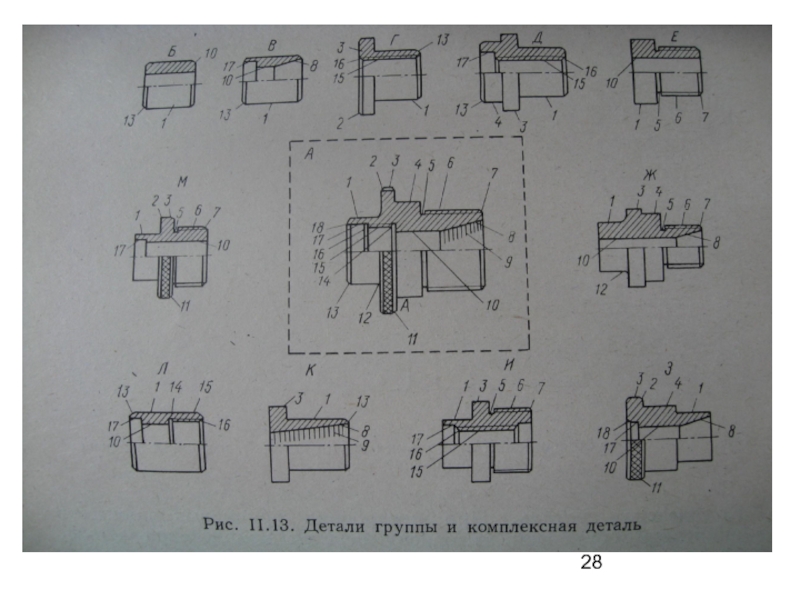
Схему групповой наладки оборудования, так же как и проектирование структуры, содержания
и плана операции, разрабатывают для наиболее сложной детали из группы, включающей в себя все поверхности, встречающиеся у остальных деталей.
Такая усложненная деталь, которая может быть как реальной, так и искусственно спроектированной, называется комплексной.
При этом в технологическом процессе содержатся все требуемые групповые операции, но каждое изделие может проходить только через те операции, которые необходимы для него.
Такая усложненная деталь, которая может быть как реальной, так и искусственно спроектированной, называется комплексной.
При этом в технологическом процессе содержатся все требуемые групповые операции, но каждое изделие может проходить только через те операции, которые необходимы для него.

Слайд 29
Групповой технологический процесс разрабатывается на группу технологически подобных деталей.
За основу
берется комплексная деталь, на которую разрабатывается технологический процесс, документация, инструмент, приспособления.
Групповая технология требует разработки инструментов, приспособлений более универсальных, но в то же время механизированных, но обеспечивает лучшие условия по их использованию, использованию оборудования, сокращению периода освоения, уменьшению технологической документации.
Групповая технология требует разработки инструментов, приспособлений более универсальных, но в то же время механизированных, но обеспечивает лучшие условия по их использованию, использованию оборудования, сокращению периода освоения, уменьшению технологической документации.


Слайд 31
Группирование изделий широко используется при создании и эксплуатации ГПС различного назначения.
Так на основе группирования деталей создается организационно-техническая и производственно-технологическая структура ГПС.
Однако группирование в ГПС имеет существенные особенности по сравнению с традиционными производствами.
При этом широкие технологические возможности и гибкость такой производственной системы приводят к тому, что унификация на уровне технологического маршрута и операций не имеет решающего значения; она целесообразна в первую очередь на уровне инструментальных переходов.
Так для ГПС характерен метод модульно-групповой технологии.
Однако группирование в ГПС имеет существенные особенности по сравнению с традиционными производствами.
При этом широкие технологические возможности и гибкость такой производственной системы приводят к тому, что унификация на уровне технологического маршрута и операций не имеет решающего значения; она целесообразна в первую очередь на уровне инструментальных переходов.
Так для ГПС характерен метод модульно-групповой технологии.

Слайд 32
Модульно-групповая технология - это дальнейшее развитие групповой технологии применительно к специфическим
условиям ГПС.
Метод модульной технологии основан на представлении технологических процессов изготовления деталей в виде совокупности унифицированных технологических решений, каждое из которых дает возможность получить определенный конструктивный элемент.
Метод модульной технологии позволяет решить задачу синтеза технологического процесса из заранее сформированного набора унифицированных конструкторско-технологических решений.
Метод модульной технологии основан на представлении технологических процессов изготовления деталей в виде совокупности унифицированных технологических решений, каждое из которых дает возможность получить определенный конструктивный элемент.
Метод модульной технологии позволяет решить задачу синтеза технологического процесса из заранее сформированного набора унифицированных конструкторско-технологических решений.

Слайд 33
Для каждого конструкторско-технологического решения создается специальное программно-математическое обеспечение - "программный технологический
модуль" (ПТМ).
При помощи программного технологического модуля на основе логического алгоритма переключения или математической оптимизационной модели в зависимости от конструктивных параметров и требований решается задача выбора плана отработки конструкторско-технологического решения и осуществляется формирование управляющей программы для станка с ЧПУ.
При помощи программного технологического модуля на основе логического алгоритма переключения или математической оптимизационной модели в зависимости от конструктивных параметров и требований решается задача выбора плана отработки конструкторско-технологического решения и осуществляется формирование управляющей программы для станка с ЧПУ.

Слайд 34
Унифицированные инструментальные переходы, имеющие алгоритмическое и программное обеспечение, могут быть объединены
в библиотеку программных модулей и в дальнейшем в интегрированной системе конструкторско-технологической подготовки использоваться как на уровне отработки изделия на технологичность, так и для проектирования технологических процессов и подготовки управляющих программ.
Библиотека программно-технологических модулей используется при структурном синтезе операций.
При создании библиотеки ПТМ целесообразно в первую очередь формировать их на уровне инструментального перехода, что эквивалентно разделению управляющих программ на отдельные подпрограммы или циклы обработки.
Библиотека программно-технологических модулей используется при структурном синтезе операций.
При создании библиотеки ПТМ целесообразно в первую очередь формировать их на уровне инструментального перехода, что эквивалентно разделению управляющих программ на отдельные подпрограммы или циклы обработки.

Слайд 35
Модульная технология, в которой имеется тесная взаимосвязь конструкторских и технологических решений,
является основой для объединения конструкторской и технологической САПР в единую сквозную САПР.

Слайд 36Московский государственный технический университет
им. Н.Э. Баумана
Кафедра «Компьютерные системы автоматизации производства»
Арбузов Евгений
Васильевич
кандидат технических наук, доцент
E-mail: eva@rk9.bmstu.ru
eva_412.mail.ru
кандидат технических наук, доцент
E-mail: eva@rk9.bmstu.ru
eva_412.mail.ru