Казаченко Сергей Владимирович
Тема 1 Правила технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий. ПТЭЭП.
Тема 2 Типовые слесарные операции, резка, рубка, сверление.
Основные источники:
Техническое обслуживание, ремонт электрооборудования и сетей промышленных предприятий” Ю.Д.Сибикин. Издательский центр «Академия» 2011 г.
Правила технической эксплуатации электроустановок потребителей»Министерство энергетики Российской Федерации- 2003 год.ЦНТИ «Инноватика»2009 г.
Дополнительные источники:
“Технология электромонтажных работ” В.М.Нестеренко. .Издательский центр «Академия» 2010г.
- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Основы слесарно-сборочных и электромонтажных работ. Правила эксплуатации и безопасности обслуживания электроустановок презентация
Содержание
- 1. Основы слесарно-сборочных и электромонтажных работ. Правила эксплуатации и безопасности обслуживания электроустановок
- 2. “Обслуживание и ремонт электрооборудования электростанций и сетей”
- 3. Правила технической эксплуатации электроустановок потребителей (ПТЭЭП). ПТЭЭП
- 4. Рубкой разделяют заготовку на части, удаляют лишний
- 6. Разрезкой называется операция разделения материала (предмета) на
- 7. Ручная ножовка состоит из постоянной или регулируемой
- 8. Сверление — получение отверстий, увеличение диаметра отверстия,
- 9. Центральная осевая сплошная часть сверла носит название
- 10. Задний угол сверла, предотвращающий трение задней
Слайд 1Колледж водных ресурсов.
Учебная дисциплина:
Основы слесарно-сборочных и электромонтажных работ 2016 г.
Лекция Преподаватель:

Слайд 2“Обслуживание и ремонт электрооборудования электростанций и сетей” .Издательский центр «Академия» 2006
г.Е.Ф.Макаров.
“Электробезопасность при эксплуатации электроустановок промышленных предприятий”Ю.Д.Сибикин. .Издательский центр «Академия» 2006 г.
«Практическое руководство по монтажу электрического освещения»
А.Ф. Ктиторов. Издательский центр «Академия» 2006 г.
«Техническая механика»Л.И. Вереина. Издательский центр «Академия» 2006г.
«Справочник электромонтера»Москаленко В.В. .Издательский центр «Академия» 2006 г.
«Электроматериаловедение» Журавлева Л.В. .Издательский центр «Академия» 2006 г.
«Сварка и резка металлов»М.Д. Банов. Издательский центр «Академия» 2006г.
.«Технология электромонтажных работ»Сибикин Ю.Д. .Издательский центр «Академия» 2006 г.
“Электробезопасность при эксплуатации электроустановок промышленных предприятий”Ю.Д.Сибикин. .Издательский центр «Академия» 2006 г.
«Практическое руководство по монтажу электрического освещения»
А.Ф. Ктиторов. Издательский центр «Академия» 2006 г.
«Техническая механика»Л.И. Вереина. Издательский центр «Академия» 2006г.
«Справочник электромонтера»Москаленко В.В. .Издательский центр «Академия» 2006 г.
«Электроматериаловедение» Журавлева Л.В. .Издательский центр «Академия» 2006 г.
«Сварка и резка металлов»М.Д. Банов. Издательский центр «Академия» 2006г.
.«Технология электромонтажных работ»Сибикин Ю.Д. .Издательский центр «Академия» 2006 г.

Слайд 3Правила технической эксплуатации электроустановок потребителей (ПТЭЭП). ПТЭЭП содержат три раздела.
Раздел 1.
Организация эксплуатации. Здесь изложены вопросы подготовки электротехнического персонала, обязанности дежурного персонала, порядок оперативных переключений, ведение документации и т.д.
Раздел 2. Общие электроустановки. Приводятся правила эксплуатации воздушных и кабельных линий электропередачи, трансформаторов, электродвигателей, заземляющих устройств, релейной защиты и др.
Раздел 3. Электроустановки специального назначения. Содержатся правила эксплуатации установок электрического освещения, сельскохозяйственного производства, коммунального хозяйства.
Электроустановки строящихся объектов должны удовлетворять всем требования ПУЭ, ПТЭЭП и Межотраслевым правилам по охране труда.
Раздел 2. Общие электроустановки. Приводятся правила эксплуатации воздушных и кабельных линий электропередачи, трансформаторов, электродвигателей, заземляющих устройств, релейной защиты и др.
Раздел 3. Электроустановки специального назначения. Содержатся правила эксплуатации установок электрического освещения, сельскохозяйственного производства, коммунального хозяйства.
Электроустановки строящихся объектов должны удовлетворять всем требования ПУЭ, ПТЭЭП и Межотраслевым правилам по охране труда.
. ПТЭЭП содержат три раздела.Раздел 1. Организация эксплуатации. Здесь изложены")
Слайд 4
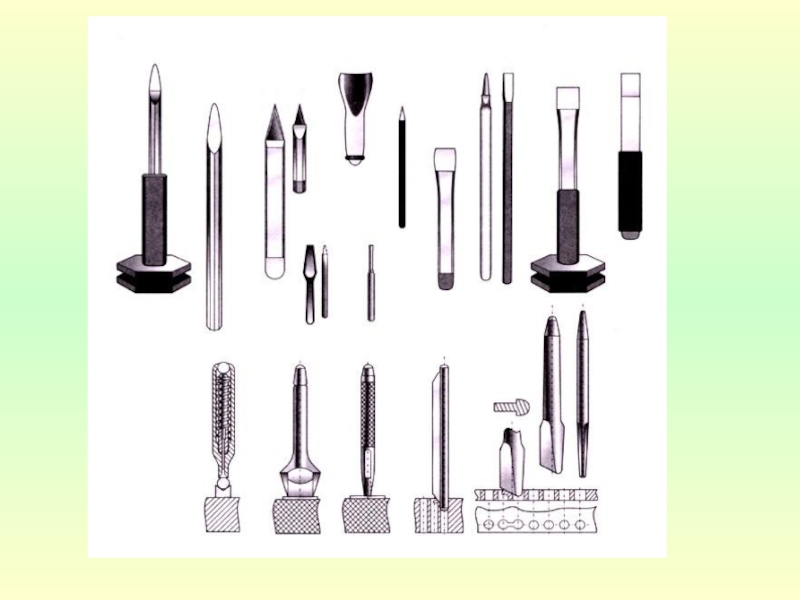
Рубкой разделяют заготовку на части, удаляют лишний металл (припуск), делают в деталях
смазочные канавки и др. Осуществляется эта операция с помощью зубила (рис. справа) и молотка либо механизированных инструментов.
Угол заострения(заточки) зависит от твердости обрабатываемого металла: чем тверже металл, тем больше должен быть угол заострения.Для обработки стали рекомендуется угол 60°, для цветных металлов — 35° ... 40°.
Ручная рубка — трудоемкая операция. В промышленном производстве ее заменяют другими способами обработки. Там, где без рубки обойтись нельзя, ее выполняют слесари с помощью пневматических или электрических рубильных молотков. Чаще всего вырубку заготовок из листового металла производят на прессах с помощью специальных штампов. Среди высокопроизводительных способов, которые применяются в последнее время, следует отметить кислородный, лазерный и др. Эти установки обслуживают резчики металла.
Разнообразие зубил и крейцмейселей показано на рисунке ниже.
, делают в деталях смазочные канавки и др.")
Слайд 6Разрезкой называется операция разделения материала (предмета) на две отдельные части с
помощью ручных ножниц, зубила или специальных механических ножниц.
Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
Простейшим инструментом для разрезки металла являются обычные ручные ножницы (рис. 15), правые и левые (верхняя режущая кромка может находиться справа или слева от нижней режущей кромки).Ножницы могут быть ручными или стационарными, закрепленными на верстаке. К механическим устройствам и оборудованию относятся вибрационные ножницы и машинки, рычажные механические ножницы, а также гильотинные ножницы и прессы. Резка листового материала, особенно вырезка фасонных деталей, производится газовой ацетиле-но-кислородной горелкой, а в ряде случаев – на фрезерных станках пальцевыми и другими специальными фрезами. Резка пруткового материала может производиться на токарных станках отрезными резцами. Отрезка труб производится специальными труборезами. Для распиловки материалов используются ручные и механические ножовки с постоянной или раздвижной рамкой, ленточные пилы, круглые пилы и другие механизмы.
Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
Простейшим инструментом для разрезки металла являются обычные ручные ножницы (рис. 15), правые и левые (верхняя режущая кромка может находиться справа или слева от нижней режущей кромки).Ножницы могут быть ручными или стационарными, закрепленными на верстаке. К механическим устройствам и оборудованию относятся вибрационные ножницы и машинки, рычажные механические ножницы, а также гильотинные ножницы и прессы. Резка листового материала, особенно вырезка фасонных деталей, производится газовой ацетиле-но-кислородной горелкой, а в ряде случаев – на фрезерных станках пальцевыми и другими специальными фрезами. Резка пруткового материала может производиться на токарных станках отрезными резцами. Отрезка труб производится специальными труборезами. Для распиловки материалов используются ручные и механические ножовки с постоянной или раздвижной рамкой, ленточные пилы, круглые пилы и другие механизмы.
 на две отдельные части с помощью ручных ножниц, зубила")
Слайд 7Ручная ножовка состоит из постоянной или регулируемой рамки, рукоятки и ножовочного
полотна. Полотно крепится в рамке с помощью двух стальных штифтов, болта и гайки-барашка. Болт с гайкой служит для натяжения полотна в рамке.

Слайд 8Сверление — получение отверстий, увеличение диаметра отверстия, изменение формы отверстия.
Сверление
Обычно главное движение — вращательное движение, а также движение подачи передаются обрабатывающему инструменту. Однако в некоторых станках этот принцип может не соблюдаться.
В сплошном материале отверстия выполняются сверлением с помощью сверла. Спиральные сверла получили наибольшее распространение. Их предназначение — сверление глухих и сквозных отверстий, а также рассверливание уже готовых отверстий.
В сплошном материале отверстия выполняются сверлением с помощью сверла. Спиральные сверла получили наибольшее распространение. Их предназначение — сверление глухих и сквозных отверстий, а также рассверливание уже готовых отверстий.
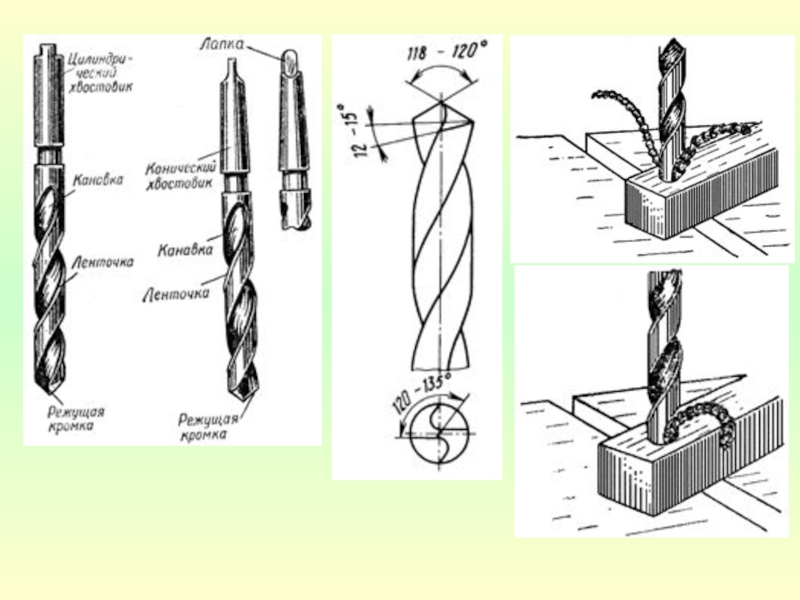
Сверло — режущий инструмент, с помощью которого получают отверстия в металле и других материалах.
Спиральные сверла имеют две винтовые канавки, прорезанные на рабочей части сверла. Стружка, которая образуется при сверлении, выходит по винтовым канавкам. На кромках винтовых канавок расположены узкие направляющие ленточки.

Слайд 9Центральная осевая сплошная часть сверла носит название сердцевины и служит для
повышения прочности сверла. Толщина сердцевины увеличивается в направлении хвостовика. Хвостовик не имеет винтовых канавок и служит для закрепления сверла на сверлильном станке.
Хвостовики у сверел бывают конусными или цилиндрическими. Сверло с конусным хвостовиком вставляют в шпиндель станка. Когда выбивают сверло из шпинделя, в лапку конусного хвостовика упираются клином. Сверла, у которых цилиндрический хвостовик устанавливают в патронах.
Геометрия сверла
Обычные сверла изготовляют из литой стали, о чем можно судить в момент заточки по виду искр, возникающих при заточке: искры литой стали имеют светло-желтый цвет. Сверла из быстрорежущей стали имеют более высокую стойкость и обладают хорошим сопротивлением нагреву в процессе сверления. Искры быстрорежущей стали имеют оранжевый цвет.
Концевые части двух спиральных перьев, закрученных вокруг сердцевины, подвергаются заточке так, чтобы режущие кромки образовали угол, равный 120°. В данном случае образуется пара режущих кромок, с перемычкой между ними. Длина режущих кромок должна быть одинакова, в противном случае диаметр просверленного отверстия будет больше диаметра сверла.
Хвостовики у сверел бывают конусными или цилиндрическими. Сверло с конусным хвостовиком вставляют в шпиндель станка. Когда выбивают сверло из шпинделя, в лапку конусного хвостовика упираются клином. Сверла, у которых цилиндрический хвостовик устанавливают в патронах.
Геометрия сверла
Обычные сверла изготовляют из литой стали, о чем можно судить в момент заточки по виду искр, возникающих при заточке: искры литой стали имеют светло-желтый цвет. Сверла из быстрорежущей стали имеют более высокую стойкость и обладают хорошим сопротивлением нагреву в процессе сверления. Искры быстрорежущей стали имеют оранжевый цвет.
Концевые части двух спиральных перьев, закрученных вокруг сердцевины, подвергаются заточке так, чтобы режущие кромки образовали угол, равный 120°. В данном случае образуется пара режущих кромок, с перемычкой между ними. Длина режущих кромок должна быть одинакова, в противном случае диаметр просверленного отверстия будет больше диаметра сверла.

Слайд 10 Задний угол сверла, предотвращающий трение задней поверхности сверла, принимают равным
12—15°. В больших мастерских имеются станки для заточки сверл. Однако чаще всего — в небольших мастерских сверла затачивают вручную. Требуется определенный навык, чтобы правильно затачивать сверло. Точность заточки может быть определена лишь с помощью контрольного калибра. При заточке необходимо установить сверло под углом к плоскости круга и его периферии и поворачивать его относительно оси, одновременно перемещая налево хвостовик сверла. Начинающие рабочие производят заточку без выполнения этих движений, в результате задняя поверхность получается плоской, но угол при вершине, образованный режущими кромками будет правильным.Работа правильно заточенным сверлом Работа неправильно заточенным сверломДалее по мере накопления опыта они могут выполнять заточку с вращением и перемещением сверла, что позволит получить коническую заднюю поверхность. Пересечение этих двух задних конических поверхностей образует центральную кромку, наклоненную к каждой режущей кромке под углом 130°.
У сверла заточенного правильно, работают две режущие кромки и стружка выходит по обеим спиральным канавкам. У сверла заточенного неправильно, работает только одна режущая кромка, и стружка выходит лишь по одной спиральной канавке.
У сверла заточенного правильно, работают две режущие кромки и стружка выходит по обеим спиральным канавкам. У сверла заточенного неправильно, работает только одна режущая кромка, и стружка выходит лишь по одной спиральной канавке.