Сітало С.О.
Керівник: доцент Говорун Т.П.
- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Методи поверхневого зміцнення валів-шестерен презентация
Содержание
- 1. Методи поверхневого зміцнення валів-шестерен
- 2. Вибір марки сталі, розробка маршрутної технології виготовлення
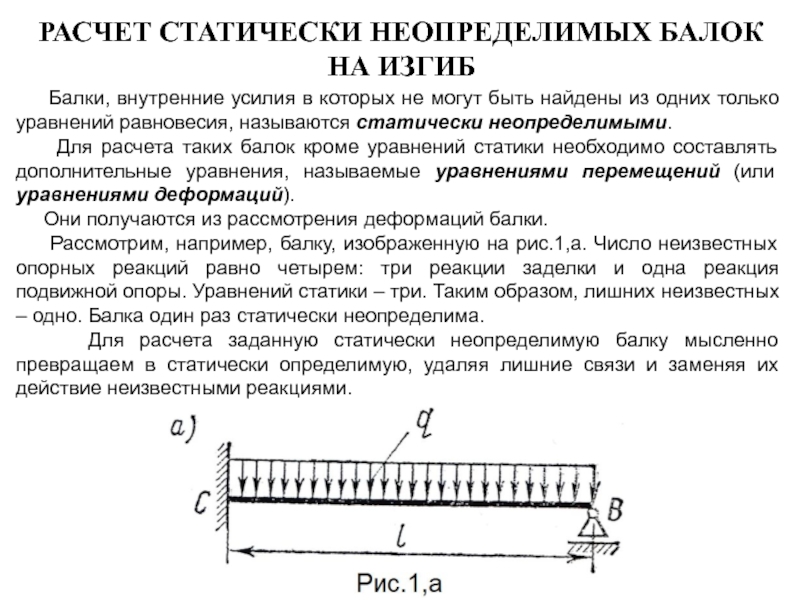
- 3. Рисунок 1 - Вал-шестерня Аналіз умови роботи
- 4. У процесі роботи матеріал вала-шестерні відчуває складні
- 5. Довговічність і надійність деталі залежить від матеріалу
- 6. Виходячи з умов експлуатації та технічних вимог
- 7. Таблиця 3 - Механічні властивості сталей 20ХНЗА
- 8. Вибір термічної обробки і методів зміцнення
- 9. Вибір термічної обробки і методів зміцнення
- 10. Для додання зубцям більшої
- 11. Рисунок 4 - Графік зміни мікротвердості сталі
- 12. - азотований шар має високу твердість і
- 13. Дякую за увагу!
Слайд 1ПРОГРЕСИВНІ МЕТОДИ ПОВЕРХНЕВОГО ЗМІЦНЕННЯ ВАЛІВ-ШЕСТЕРЕН
Підготувала: студентка ІV курсу, гр. МТ-21

Слайд 2 Вибір марки сталі, розробка маршрутної технології виготовлення заготовки і термічної обробки
та методів зміцнення для валу-шестерні двоступеневого циліндричного редуктора Ц2У-160.
Мета роботи
Об'єкт дослідження
Дослідження процесів хіміко-термічної обробки, а саме газового азотування на структуру і властивості матеріалу для виготовлення валів-шестерен.
При виборі матеріалу для виготовлення деталей за кресленнями замовника необхідно враховувати механічні характеристики після термічної обробки, ціну і дефіцитність легуючих добавок сталі і її загальну вартість.

Слайд 3Рисунок 1 - Вал-шестерня
Аналіз умови роботи деталі
У даній роботі деталь «вал-шестерня»
є одиницею двоступеневого циліндричного горизонтального редуктора типу Ц2У-160, який застосовується в приводах машин і механізмів для зміни крутного моменту і частоти обертання.
Вал-шестерня – це прямий вал, який має форму тіла обертання з нарізними шестернями (рис. 1). Вал-шестерня служить для передачі крутного моменту уздовж своєї осі і для підтримки обертових деталей машин редуктора, а саме зубчастих коліс і т. д.
Вал-шестерня працює в умовах дії радіального знакозмінного зосередженого навантаження, осьового навантаження і крутного моменту.

Слайд 4 У процесі роботи матеріал вала-шестерні відчуває складні деформації - кручення, розтяг,
вигин і стиск. За умовами роботи вали-шестерні повинні бути зносостійкими, до них пред'являються вимоги високої міцності, жорсткості, хорошої оброблюваності, малої чутливості до концентраторів напруг, а також здатності піддаватися термічній обробці.
Поломки валів-шестерень в більшості випадків носять втомний характер і відбуваються в зоні концентраторів напружень. Є випадки виходу валів-шестерень з ладу, викликані зазвичай ушкодженнями зубів. Найбільш поширеними видами пошкоджень зубів є втомні контактні руйнування робочих поверхонь і втомні руйнування. Значно рідше спостерігається заїдання або знос.
Втомне викришування від контактних напружень є основним видом руйнування поверхні зубів при хорошому мастилі передачі. При цьому знос зубів малий. Абразивний знос є основною причиною виходу з ладу передач при поганому мастилі, тобто якщо недостатньо захищені від забруднення абразивними частинками (пил, продукти зносу тощо). Втомна поломка зубів є одним з найбільш небезпечних видів руйнування, що виникає від дії змінних напружень протягом порівняно тривалого терміну служби.
Таким чином, основними причинами, що впливають на зниження надійності і довговічності валів-шестерень є різні види зношування і пошкодження їх робочих поверхонь, а також втомні руйнування.
Можливі причини виходу із ладу деталі

Слайд 5 Довговічність і надійність деталі залежить від матеріалу і його конструкційної міцності.
Підвищення експлуатаційних якостей виробу досягається правильним вибором марки сталі.
Матеріал для вала-шестерні вибирається з обов'язковим урахуванням:
Умов експлуатації.
Механічних властивостей і в першу чергу поєднання високих меж втоми і циклічної в'язкості, що забезпечують надійну і тривалу роботу даного виробу.
3) Технологічних і структурних особливостей.
4) Особливостей конструкції, які забезпечують жолобленя і протидію до утворення тріщин.
5) Економічних міркувань.
Матеріал для вала-шестерні вибирається з обов'язковим урахуванням:
Умов експлуатації.
Механічних властивостей і в першу чергу поєднання високих меж втоми і циклічної в'язкості, що забезпечують надійну і тривалу роботу даного виробу.
3) Технологічних і структурних особливостей.
4) Особливостей конструкції, які забезпечують жолобленя і протидію до утворення тріщин.
5) Економічних міркувань.
Вибір матеріалу для валів-шестерен
Вибір марки сталі та методу її зміцнення для шестерень і валів-шестерень проводять в залежності від ступеня їх навантаженості:
мало- і середньонавантажені вали-шестерні - коробки передач, редукторів, задніх мостів виготовляють:
- з безнікелевих сталей - 20Х, 18ХГТ, 25ХГТ, 30ХГТ, 20ХГР;
- з малонікелевих - 20ХГНМ, 19ХГН, 20ХНМ, 20ХНР, 20ХГНР сталей;
- важко навантажені, наприклад, великовантажних автомобілів - з більш легованих сталей - 12ХН3А, 20ХНЗА, 15ХГН2ТА, 15Х2ГНТРА, 20ХГН2ТА, 25Х2ГНТА;
- в одиничному і дрібносерійному виробництві − із поліпшуваних сталей 40, 45, 50Г, 40Х, 30ХГС, 50Х, 50ХН;
- шестерні великих діаметрів виготовляють литими з сталей 35Л-50Л, 40ХЛ, 30ХГСА.

Слайд 6Виходячи з умов експлуатації та технічних вимог базовим варіантом для виготовлення
виробу є сталь 20ХНЗА, яку ми замінюємо на - 30ХГТ.
20ХНЗА - сталь конструкційна низьколегована, високої якості.
30ХГТ - сталь конструкційна низьколегована, якісна.
Порівняльні характеристики сталей наведено в таблицях 1 - 3.
20ХНЗА - сталь конструкційна низьколегована, високої якості.
30ХГТ - сталь конструкційна низьколегована, якісна.
Порівняльні характеристики сталей наведено в таблицях 1 - 3.
Характеристики матеріалу для валів-шестерен
Таблиця 1 - Хімічний склад сталей 20ХНЗА і 30ХГТ, %
Таблиця 2 - Температури критичних точок сталей 20ХНЗА і 30ХГТ, °С

Слайд 7 Таблиця 3 - Механічні властивості сталей 20ХНЗА і 30ХГТ
Характеристики матеріалу для
валів-шестерен
Сталь 20ХНЗА є флокеночутлива, а сталь 30ХГТ - ні.
Однак сталі 20ХНЗА і 30ХГТ схильні до відпускної крихкості II-го роду.
Вибираючи матеріал для валу-шестерні, особливо при масовому виробництві, слід вибирати не тільки сталь, яка б забезпечила високі вимоги, що пред'являються до механічних властивостей на поверхні і в серцевині, але необхідно оцінювати вартість і самого матеріалу, виготовлення деталі, термічну обробку, а також дефіцитність цього матеріалу.
Як відомо, найбільш дефіцитними є сталі, що містять нікель, наприклад, 20ХНЗА. Крім того, високий вміст легуючих елементів (в тому числі і дорогих) в сталях не рекомендується.
Значить дешевим матеріалом і економно легованим є сталь 30ХГТ.

Слайд 8Вибір термічної обробки і методів зміцнення
Для додання зубцям валів-шестерен більшої твердості
і зносостійкості вироби піддають зміцненню за допомогою цементації, нітроцементації, азотування або нанесення зносостійких покриттів.
До основних видів термічної і хіміко-термічної обробки вала-шестерні відносяться:
- поверхневе гартування з нагріванням СВЧ (для виробів малих і середніх розмірів) або ацетиленовим полум'ям. Сталі 45, 40Х, 40ХН (до 50-55 HRC);
- цементація - насичення вуглецем поверхневого шару металу з наступним гартуванням. Сталі 15, 20, 20Х, 18ХГТ і т. д. (до 58-63 HRC);
- азотування (насичення поверхневого шару азотом) без подальшого гартування. Сталі 38Х2МЮА і ін., що містять молібден; 30ХГТ, 40Х, 40ХМ, 40ХНМА. Зуби не шліфують;
- ціанування (насичення вуглецем і азотом), зокрема нітроцементація, з наступним гартуванням. Сталі 25ХГТ, 25ХГМ і ін. (до 60-63 HRC);
- лазерне гартування (до 64 HRC) не вимагає складного легування сталей, не викликає викривлення.
Для нашої вал-шестерні із вибраного матеріалу вибираємо наступну термічну обробку, приведену на рисунку 2.
До основних видів термічної і хіміко-термічної обробки вала-шестерні відносяться:
- поверхневе гартування з нагріванням СВЧ (для виробів малих і середніх розмірів) або ацетиленовим полум'ям. Сталі 45, 40Х, 40ХН (до 50-55 HRC);
- цементація - насичення вуглецем поверхневого шару металу з наступним гартуванням. Сталі 15, 20, 20Х, 18ХГТ і т. д. (до 58-63 HRC);
- азотування (насичення поверхневого шару азотом) без подальшого гартування. Сталі 38Х2МЮА і ін., що містять молібден; 30ХГТ, 40Х, 40ХМ, 40ХНМА. Зуби не шліфують;
- ціанування (насичення вуглецем і азотом), зокрема нітроцементація, з наступним гартуванням. Сталі 25ХГТ, 25ХГМ і ін. (до 60-63 HRC);
- лазерне гартування (до 64 HRC) не вимагає складного легування сталей, не викликає викривлення.
Для нашої вал-шестерні із вибраного матеріалу вибираємо наступну термічну обробку, приведену на рисунку 2.

Слайд 9Вибір термічної обробки і методів зміцнення
Рисунок 2 - Графік режимів термічної
обробки вала-шестерні зі сталі 30ХГТ

Слайд 10 Для додання зубцям більшої твердості і зносостійкості вал-шестерню піддають азотуванню. Азотування
- це технологічний процес хіміко-термічної обробки, при якому поверхню різних металів або сплавів насичують азотом в спеціальному азотованому середовищі з отриманням поверхневого шару товщиною до 0,3-0,6 мм.
Азотування - насичення поверхневих шарів азотом, забезпечує високу твердість (58 ... 65) НRС і зносостійкість поверхневих шарів. Азотують готові деталі без подальшого гартування. Зубці після азотування в зв'язку з малою товщиною шару насичення і малим викривленням не шліфують. Поверхневий шар виробу, насичений азотом, має у своєму складі розчинені нітриди і набуває підвищеної корозійної стійкості і найвищої мікротвердості. Для вала-шестерні зі сталі 30ХГТ газове азотування буде проводитись протягом 20-30 годин. Структура сталі 30ХГТ після азотування приведена рисунку 3.
Рисунок 3 - Мікроструктура азотованого шару сталі 30ХГТ, х100
Характеристики газового азотування

Слайд 11Рисунок 4 - Графік зміни мікротвердості сталі 30ХГТ за товщиною азотованого
шару
Графік зміни мікротвердості за товщиною азотованого шару

Слайд 12- азотований шар має високу твердість і зносостійкість. Зносостійкість азотованої сталі
в 1,5-4 рази вище зносостійкості загартованих високовуглецевих, цементованих, а також нітроцементованих сталей.
- азотування знижує в'язкість сталі, підвищує її міцність, послаблює вплив концентраторів напруг на зниження межі витривалості сталі і істотно підвищує межу витривалості, особливо тонких деталей і деталей, що працюють в деяких корозійних середовищах.
- у результаті азотування корозійна стійкість конструкційної сталі (у середовищі повітря, водопровідній воді, перегрітій парі, слабких лужних розчинах) підвищується і, навпаки, аустенітної хромонікелевої і нержавіючої хромової сталі деяких марок знижується. Шестерні і вали-шестерні можуть тривало, без роз`їдання працювати в слабких кислотних і лужних середовищах.
- азотована сталь володіє високою ерозійною стійкістю в потоках гарячої води і водяної пари. Підвищення твердості і корозійної стійкості виробу при азотуванні досягається завдяки утворенню в його поверхневому шарі дуже подрібнених хімічних сполук азоту з металами - нітридів. Ці нітриди надають сталі дуже високу природну твердість, тому після азотування не потрібно ніякої додаткової термічної обробки. У цьому полягає принципова відмінність азотування від цементації і перевага процесу азотування.
- у азотованому шарі виникають залишкові напруги стиснення, величина яких на поверхні становить 600 - 800 МПа. Це підвищує межу витривалості і переносить вогнище втомного руйнування під азотований шар. Межа витривалості гладких зразків зростає на 30 – 40 %, а при наявності концентраторів напружень - більш ніж на 100 %. Але внаслідок невеликої товщини шару (0,3 - 0,6 мм), що обмежує допустимі навантаження, а також великої тривалості процесу азотування застосовується рідше, ніж, наприклад, цементація.
- недоліки цього процесу - мала товщина дифузійного шару і тривалість процесу.
- важливу технологічну перевагу азотування - мінімальне короблення;
- процес вважають практично бездеформаційним.
- азотування знижує в'язкість сталі, підвищує її міцність, послаблює вплив концентраторів напруг на зниження межі витривалості сталі і істотно підвищує межу витривалості, особливо тонких деталей і деталей, що працюють в деяких корозійних середовищах.
- у результаті азотування корозійна стійкість конструкційної сталі (у середовищі повітря, водопровідній воді, перегрітій парі, слабких лужних розчинах) підвищується і, навпаки, аустенітної хромонікелевої і нержавіючої хромової сталі деяких марок знижується. Шестерні і вали-шестерні можуть тривало, без роз`їдання працювати в слабких кислотних і лужних середовищах.
- азотована сталь володіє високою ерозійною стійкістю в потоках гарячої води і водяної пари. Підвищення твердості і корозійної стійкості виробу при азотуванні досягається завдяки утворенню в його поверхневому шарі дуже подрібнених хімічних сполук азоту з металами - нітридів. Ці нітриди надають сталі дуже високу природну твердість, тому після азотування не потрібно ніякої додаткової термічної обробки. У цьому полягає принципова відмінність азотування від цементації і перевага процесу азотування.
- у азотованому шарі виникають залишкові напруги стиснення, величина яких на поверхні становить 600 - 800 МПа. Це підвищує межу витривалості і переносить вогнище втомного руйнування під азотований шар. Межа витривалості гладких зразків зростає на 30 – 40 %, а при наявності концентраторів напружень - більш ніж на 100 %. Але внаслідок невеликої товщини шару (0,3 - 0,6 мм), що обмежує допустимі навантаження, а також великої тривалості процесу азотування застосовується рідше, ніж, наприклад, цементація.
- недоліки цього процесу - мала товщина дифузійного шару і тривалість процесу.
- важливу технологічну перевагу азотування - мінімальне короблення;
- процес вважають практично бездеформаційним.
Висновки