- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Фрезерные станки. (Тема 6) презентация
Содержание
- 1. Фрезерные станки. (Тема 6)
- 2. Фрезерные станки предназначены для обработки наружных и
- 3. 4.6.1. Историческая справка Принцип фрезерования описал
- 4. Различают следующие типы фрезерных станков: Вертикальные; Вертикальные
- 5. На фрезерном станке производят различные виды обработки
- 7. 4.6.2. Приспособления фрезерных станков Приспособления, применяемые во
- 8. приспособления для закрепления заготовок Угловые плиты Рычажные зажимы Машинные тиски
- 9. Поворотные столы
- 10. приспособления для закрепления фрез Переходные втулки Цанговые
- 11. Технологические возможности станков расширяются с применением делительных,
- 12. 4.6.3. Движения во фрезерных станках Главным движением
- 14. 4.6.4. Вертикальный фрезерный консольный станок
- 15. Основные узлы вертикального фрезерного консольного станка Основание;
- 16. Назначение вертикального фрезерного консольного станка На вертикально-фрезерных
- 18. 4.6.5. Вертикальный фрезерный бесконсольный станок
- 19. Основные узлы вертикального фрезерного бесконсольного станка Отличительными
- 20. 4.6.6. Горизонтально-фрезерный станок
- 21. В горизонтально-фрезерных станках расположение шпинделя горизонтальное. Основные
- 22. Назначение горизонтально-фрезерного станка Предназначен для обработки фрезерованием
- 23. 4.6.7. Широкоуниверсальный фрезерный станок
- 24. Основные узлы широкоуниверсального фрезерного станка Основание; Стойка;
- 25. Широкоуниверсальный фрезерный станок в отличие от горизонтально-фрезерного
- 26. Назначение широкоуниверсального фрезерного станка Широкоуниверсальные консольные фрезерные
- 27. 4.6.8. Продольно-фрезерные станки Продольно-фрезерные станки используют для
- 29. Основные узлы продольно-фрезерного станка Станина; Стойка левая;
- 30. Тяжелый продольно-фрезерный четырехшпиндельный станок
- 31. 4.6.9. Фрезерные копировальные и гравировальные станки Фрезерные
- 32. Вертикально-фрезерный станок с копировальным устройством
- 33. Главная особенность копировально-фрезерного станка — наличие следящего
- 34. Фрезерные гравировальные станки Фрезерные гравировальные станки универсальны
- 35. 4.6.10. Фрезерные станки с ЧПУ Фрезерные станки
- 36. 4.6.11. Классификация фрезерных станков с ЧПУ В
- 37. Компоновки фрезерных станков с ЧПУ с обозначением
- 38. В вертикально-фрезерных станках с крестовым столом стол
- 39. Устройства ЧПУ Фрезерные станки в основном оснащают
- 40. Вертикально-фрезерный консольный
- 41. Вертикально-фрезерный станок с ЧПУ с крестовым столом
- 42. Продольно-фрезерный станок с ЧПУ
- 43. Продольно-фрезерный станок с ЧПУ с неподвижной поперечиной
- 44. Широкоуниверсальный инструментальный фрезерный станок
- 45. Фрезерные станки с ЧПУ немецкой фирмы KUKA

Слайд 2Фрезерные станки предназначены для обработки наружных и внутренних плоских и фасонных

Слайд 34.6.1. Историческая справка
Принцип фрезерования описал Леонардо да Винчи в 16
Известен станок с вращающимся напильником, построенный в Пекине в 1665.
Прототипы современных фрезерных станков появились в 19 веке: консольный в 1835, универсальный в 1862, продольный в 1884.

Слайд 4Различают следующие типы фрезерных станков:
Вертикальные;
Вертикальные бесконсольные;
Горизонтальные консольные;
Продольно-фрезерные;
Копировальные и гравировальные;
Непрерывного действия;
Широкоуниверсальные.

Слайд 5На фрезерном станке производят различные виды обработки поверхностей:
а – плоскости цилиндрическими

Слайд 74.6.2. Приспособления фрезерных станков
Приспособления, применяемые во фрезерных станках, можно разделить на
Для закрепления заготовок на столе станка служат прихваты различной формы, подставки и угловые плиты.
Заготовки крепят в различного вида машинных тисках.
Заготовки закрепляют на накладных столах, поворотных и неповоротных, в патронах и на оправках.



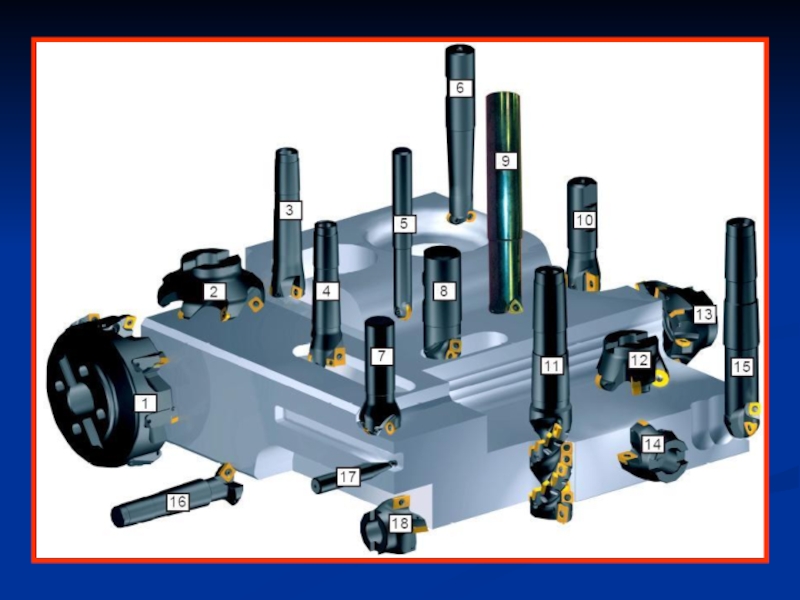
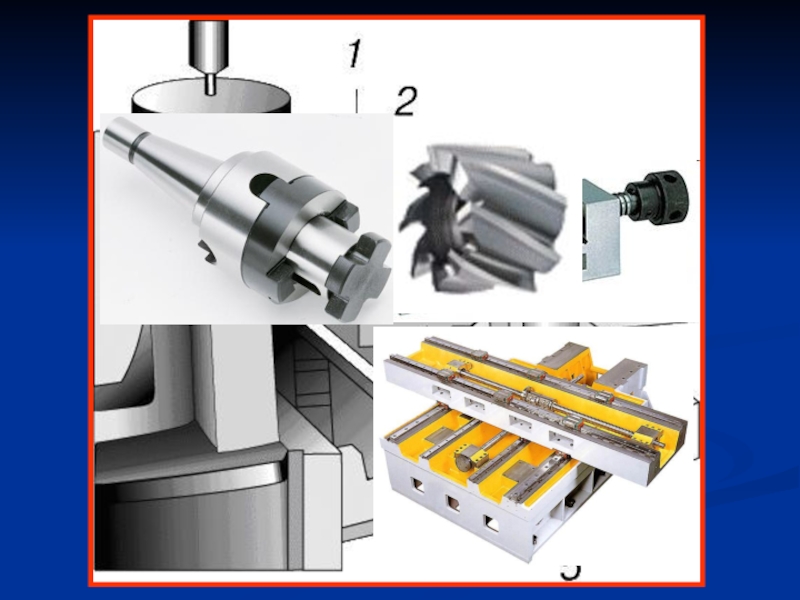
Слайд 10приспособления для закрепления фрез
Переходные втулки
Цанговые патроны с набором цанг
Крепежный патрон для

Слайд 11Технологические возможности станков расширяются с применением делительных, долбежных, накладных универсальных головок
приспособления расширяющие технологические возможности фрезерных станков

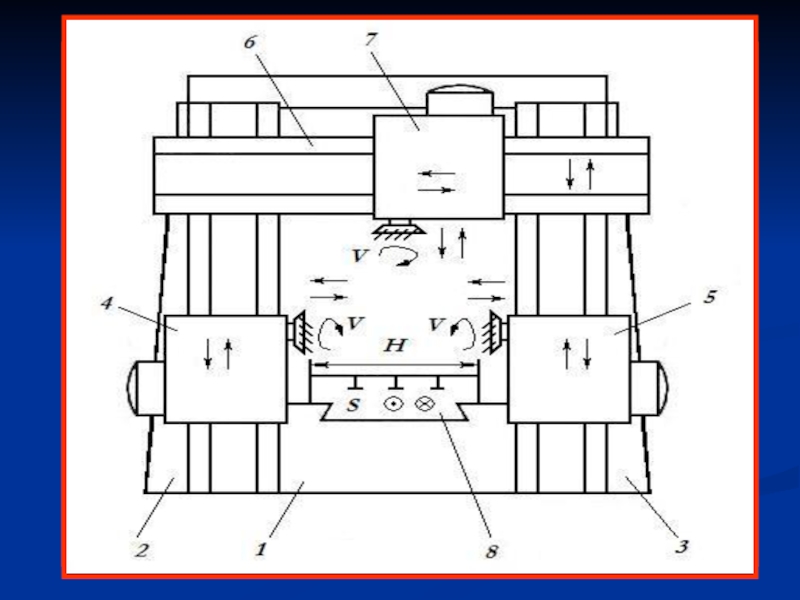
Слайд 124.6.3. Движения во фрезерных станках
Главным движением фрезерного станка является вращение шпинделя
Движения подачи осуществляет инструмент, закрепленный в шпинделе или заготовка, установленная на столе станка.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д.


Слайд 15Основные узлы вертикального фрезерного консольного станка
Основание;
Стойка;
Шпиндельная головка;
Шпиндель;
Консоль;
Поперечные салазки;
Продольный стол.

Слайд 16Назначение вертикального фрезерного консольного станка
На вертикально-фрезерных станках можно обрабатывать горизонтальные и
Вертикальный фрезерный консольный станок имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.



Слайд 19Основные узлы вертикального фрезерного бесконсольного станка
Отличительными особенностями конструкций станков этого типа
Станина;
Стойка;
Шпиндельная головка;
Шпиндель;
Поперечные салазки;
Продольный стол.


Слайд 21В горизонтально-фрезерных станках расположение шпинделя горизонтальное.
Основные узлы горизонтально-фрезерного станка
Основание;
Стойка;
Хобот с подвеской;
Шпиндель
Консоль;
Поперечные салазки;
Продольный стол.

Слайд 22Назначение горизонтально-фрезерного станка
Предназначен для обработки фрезерованием разнообразных поверхностей на небольших и
Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами.
На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы.
Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.


Слайд 24Основные узлы широкоуниверсального фрезерного станка
Основание;
Стойка;
Горизонтальная фрезерная головка;
Вертикальная фрезерная головка;
Суппорт;
Накладной стол.

Слайд 25Широкоуниверсальный фрезерный станок в отличие от горизонтально-фрезерного станка имеет ещё одну
Возможна раздельная и одновременная работа обоими шпинделями.
Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.

Слайд 26Назначение широкоуниверсального фрезерного станка
Широкоуниверсальные консольные фрезерные станки служат для обработки заготовок
На этих станках обработку можно осуществлять с большей точностью, чем на консольных горизонтально- и вертикально-фрезерных, так как широкоуниверсальные станки имеют классы точности П.

Слайд 274.6.8. Продольно-фрезерные станки
Продольно-фрезерные станки используют для обработки крупно-габаритных деталей, главным образом,
Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.

Слайд 29Основные узлы продольно-фрезерного станка
Станина;
Стойка левая;
Стойка правая;
Фрезерная головка горизонтальная левая;
Фрезерная головка горизонтальная
Траверса;
Фрезерная головка вертикальная.


Слайд 314.6.9. Фрезерные копировальные и гравировальные станки
Фрезерные копировальные станки служат для обработки
Фрезерные гравировальные станки используются для гравирования надписей и узоров, а также для выполнения мелких копировально-фрезерных работ.


Слайд 33Главная особенность копировально-фрезерного станка — наличие следящего устройства для копировальной обработки.
Фрезерование
Щуп 4 следящего устройства следует по криволинейной поверхности копира 5.
Датчик, связанный со щупом, управляет муфтами продольной и поперечной подач стола.
Установка заготовки в приспособление и снятие ее после обработки выполняются рабочим; он же управляет пневмоцилиндром зажима 2 и включает привод станка для повторения цикла.

Слайд 34Фрезерные гравировальные станки
Фрезерные гравировальные станки универсальны в использовании для множества фрезерных

Слайд 354.6.10. Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ предназначены для обработки

Слайд 364.6.11. Классификация фрезерных станков с ЧПУ
В основе классификации фрезерных станков с
Расположение шпинделя (горизонтальное, вертикальное, наклонное);
Число координатных перемещений стола или фрезерной бабки;
Число используемых инструментов (одноинструментные и многоинструментные);
Способ установки инструментов в шпиндель станка (вручную или автоматически).

Слайд 37Компоновки фрезерных станков с ЧПУ с обозначением осей координат X, У,
а — вертикально-фрезерный станок с крестовым столом;
б — консольно-фрезерный станок;
в — продольно-фрезерный станок;
г — продольно-фрезерный станок с неподвижной поперечиной;
д — широкоуниверсальный инструментальный фрезерный станок

Слайд 38В вертикально-фрезерных станках с крестовым столом стол перемещается в продольном (ось
В консольно-фрезерных станках стол перемещается по трем координатным осям (X, Y, Z),a бабка неподвижна.
В продольно-фрезерных станках с подвижной поперечиной стол перемещается по оси X, шпиндельная бабка — по оси У, а поперечина — по оси Z.
В продольно-фрезерных станках с неподвижной поперечиной стол перемещается по оси X, а шпиндельная бабка — по осям У и Z.
В широкоуниверсальных инструментальных фрезерных станках стол перемещается по осям X и У, а шпиндельная бабка — по оси Z
 и поперечном (ось")
Слайд 39Устройства ЧПУ
Фрезерные станки в основном оснащают прямоугольными и контурными УЧПУ.
При прямоугольном
При контурном управлении (условное обозначение в модели станка — ФЗ и Ф4) траектория перемещения стола более сложная. Станки с контурным управлением используют для фрезерования различных кулачков, штампов, пресс-форм и других аналогичных поверхностей. Число управляемых координат, как правило, равно трем, а в некоторых случаях — четырем и пяти. При контурном управлении движение формообразования производится не менее чем по двум координатным осям одновременно.