- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Организация производства на предприятии презентация
Содержание
- 1. Организация производства на предприятии
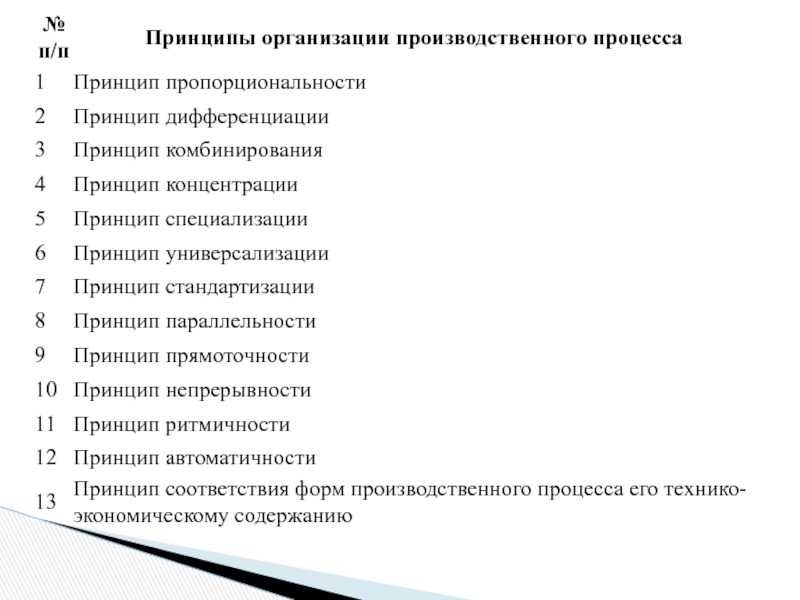
- 2. Производственный процесс и принципы его организации Типы
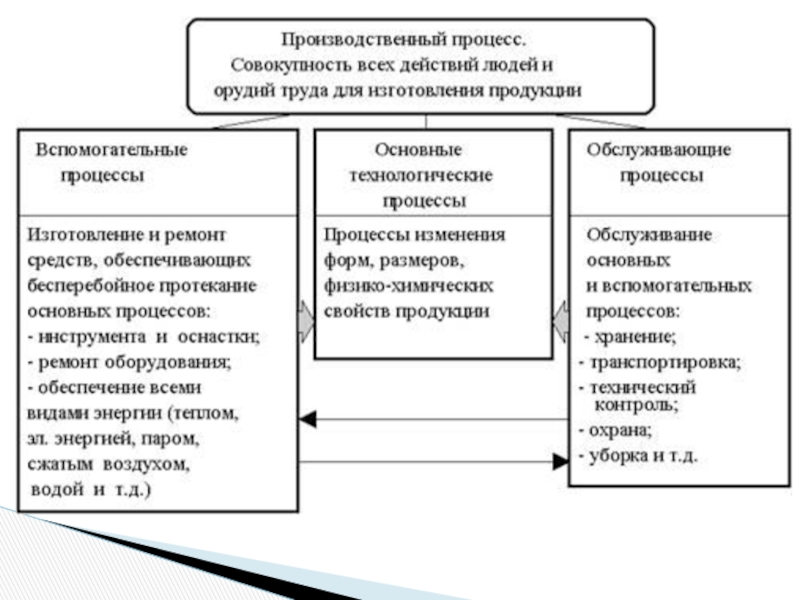
- 3. Промышленное производство - это сложный процесс превращения
- 6. Фаза - комплекс работ, выполнение которых характеризует
- 7. Операции различаются также в зависимости от применяемых средств труда: ручные машинно-ручные машинные автоматизированные
- 9. 2. Типы производств и их технико-экономическая характеристика
- 11. 3. Производственная структура предприятия Производственная структура предприятия
- 12. Цех – это основная структурная производственная единица
- 13. В составе предприятия выделяются следующие подразделения: Основные
- 14. Цехи и участки создаются по принципу специализации:
- 15. Производственная структура предприятия с технологической специализацией (фрагмент)
- 16. Производственная структура предприятия с предметной специализацией (фрагмент)
- 17. Производственная структура цеха
- 18. Производственный цикл – это календарный период времени,
- 19. Состав и структура рабочего времени
- 20. Производственный цикл Тц : Тц =
- 21. В течение рабочего периода выполняются технологические операции
- 22. Сумму времен штучного, контрольных операций, транспортирования называют
- 23. Тшк = Топ + Тпз + Тен
- 24. Оперативное время: Топ = Тос +
- 25. Время перерывов (Твпр) обусловлено: Трт - режимом
- 26. Время межоперационного пролеживания (Тмо) : Тмо =
- 27. В общем виде производственный цикл выражается
- 28. Основными направлениями снижения производственного цикла являются
- 29. Метод 1 - Непоточное производство Признаки:
- 30. Непоточное производство используется: 5. Методы
- 31. 5. Методы организации производства n - количество
- 32. Поточное производство характеризуется следующими основными признаками:
- 33. поточная линия – ряд взаимосвязанных рабочих мест,
- 34. Производственные потоки можно классифицировать по ряду признаков:
- 35. 1 параметр: такт (ритм) поточной линии (r)
- 36. 2 параметр: количество рабочих мест (N) исчисляется
- 37. СПАСИБО ЗА ВНИМАНИЕ!

Слайд 2Производственный процесс и принципы его организации
Типы производств и их технико-экономическая характеристика
Производственная
Производственный цикл и его структура
Методы организации производства
Вопросы

Слайд 3Промышленное производство - это сложный процесс превращения сырья, материалов полуфабрикатов и
Производственный процесс - это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции

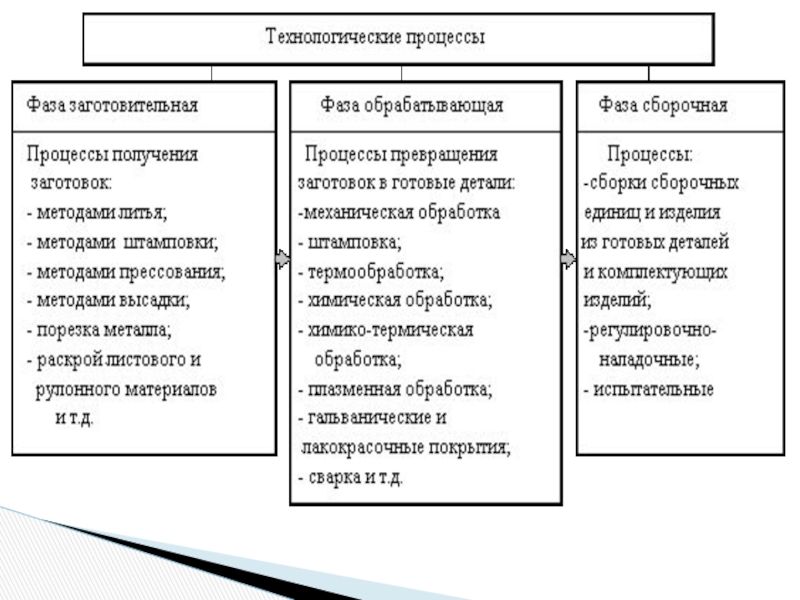
Слайд 6Фаза - комплекс работ, выполнение которых характеризует завершение определенной части технологического
Операция - часть технологического процесса, выполняемая на одном рабочем месте (станке, стенде, агрегате и т.д.), состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов

Слайд 7Операции различаются также в зависимости от применяемых средств труда:
ручные
машинно-ручные
машинные
автоматизированные

Слайд 92. Типы производств и их технико-экономическая характеристика
Тип производства – совокупность его
Тип производства определяется следующими факторами:
- номенклатурой выпускаемых изделий;
- объемом выпуска;
- степенью постоянной номенклатуры выпускаемых изделий;
- характером загрузки рабочих мест.


Слайд 113. Производственная структура предприятия
Производственная структура предприятия – это совокупность производственных единиц
Производственная структура зависит от
вида выпускаемой продукции и его номенклатуры,
типа производства и форм его специализации,
от особенностей технологических процессов.
, входящих")
Слайд 12Цех – это основная структурная производственная единица предприятия, административно обособленная и
Участок – это объединенная по определенным признакам группа рабочих мест.
3. Производственная структура предприятия

Слайд 13В составе предприятия выделяются следующие подразделения:
Основные цехи
Вспомогательные цехи
Обслуживающие цехи
Хозяйства производственного назначения
Цехи
- на заготовительные;
- обрабатывающие;
- сборочные.
3. Производственная структура предприятия

Слайд 14Цехи и участки создаются по принципу специализации:
- технологической;
- предметной;
- предметно-замкнутой;
- смешанной.
3. Производственная структура предприятия

")
")

Слайд 18Производственный цикл – это календарный период времени, в течение которого материал,
Он выражается в календарных днях,
при малой трудоемкости изделия - в часах.
4. Производственный цикл и его структура


Слайд 20Производственный цикл Тц :
Тц = Тврп + Твпр,
где Тврп - время
Твпр - время перерывов
4. Производственный цикл и его структура

Слайд 21В течение рабочего периода выполняются технологические операции
Тврп = Тшк + Тк
Тшк - штучно-калькуляционное время;
Тк - время контрольных операций;
Ттр - время транспортирования предметов труда;
Те - время естественных процессов (старения, релаксации, естественной сушки, отстоя взвесей в жидкостях и т.п.).
4. Производственный цикл и его структура

Слайд 22Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр):
Топр =
4. Производственный цикл и его структура
:Топр = Тшк + Тк +")
Слайд 23Тшк = Топ + Тпз + Тен +Тото
Топ - оперативное время;
Тпз
Тен - время на отдых и естественные надобности рабочих;
Тото - время организационного и технического обслуживания (получение и сдача инструмента, уборка рабочего места, смазка оборудования и т.п.).
4. Производственный цикл и его структура

Слайд 24Оперативное время:
Топ = Тос + Тв
Тос - основное время
Тв - вспомогательное
Вспомогательное время:
Тв = Ту + Тз + Ток
Ту — время установки и снятия детали (сборочной единицы) с оборудования;
Тз — время закрепления и открепления детали в приспособлении;
Ток — время операционного контроля рабочего (с остановкой оборудования) в ходе операции
4. Производственный цикл и его структура

Слайд 25Время перерывов (Твпр) обусловлено:
Трт - режимом труда
Тмо - межоперационным пролеживанием детали
Тр
Торг - временем перерывов, связанных с недостатками организации производства
Твпр = Тмо + Трт + Тр + Торг
4. Производственный цикл и его структура
 обусловлено:Трт - режимом трудаТмо - межоперационным пролеживанием деталиТр - временем перерывов на")
Слайд 26Время межоперационного пролеживания (Тмо) :
Тмо = Тпар + Тож + Ткп
Тпар
Тож - перерывы ожидания
Ткп - перерывы комплектования
4. Производственный цикл и его структура
 :Тмо = Тпар + Тож + ТкпТпар - перерывы партионности Тож")
Слайд 27
В общем виде производственный цикл выражается формулой
Тц = Топр + Те
4. Производственный цикл и его структура

Слайд 28Основными направлениями снижения производственного цикла являются
4. Производственный цикл и его структура
совершенствование
применение более производительных оборудования, инструментов, средств технологического оснащения
автоматизация производственных процессов и применение гибких интегрированных процессов
специализация и кооперирование
производства
организация поточного производства
гибкость (многофункциональность) персонала
многие другие факторы, влияющие на длительность производственного цикла

Слайд 29Метод 1 - Непоточное производство
Признаки:
5. Методы организации производства
рабочие места размещаются
на них обрабатываются разные по конструкции и технологии изготовления предметы труда, которые перемещаются в процессе обработки сложными маршрутами, создавая большие перерывы между операциями

Слайд 30Непоточное производство используется:
5. Методы организации производства
в единичном производстве
в серийном производстве
осуществляется в
1
партионно-технологи-ческий метод
принимает две формы
2
предметно-групповой метод

Слайд 315. Методы организации производства
n - количество предметов труда, обрабатываемых на данном
t - норма времени на обработку предметов труда;
T - плановый фонд времени работы единицы оборудования за год;
Kв.н. - коэффициент выполнения норм времени

Слайд 32Поточное производство характеризуется следующими основными признаками:
специализацией каждого рабочего места на выполнении
согласованным и ритмичным выполнением всех операций на основе единого расчетного темпа работы;
размещением рабочих мест в строгом соответствии с последовательностью технологического процесса;
передачей обрабатываемого материала или изделий с операции на операцию с минимальными перерывами с помощью транспортера (конвейера)
5. Методы организации производства

Слайд 33поточная линия – ряд взаимосвязанных рабочих мест, расположенных в порядке последовательности
5. Методы организации производства

Слайд 34Производственные потоки можно классифицировать по ряду признаков:
по числу линий - на
многолинейные;
по степени охвата производства - на
участковые и сквозные;
по способу поддержания ритма - со свободным и
регламентированным ритмами;
по степени специализации - многопредметные и
однопредметные;
по степени непрерывности процесса - прерывные и
непрерывные
5. Методы организации производства

Слайд 351 параметр:
такт (ритм) поточной линии (r) - промежуток времени между выпуском
Т - плановый фонд времени работы линии за расчетный период, мин.;
П - объем производства продукции за тот же период в натуральном измерении
5. Методы организации производства
 поточной линии (r) - промежуток времени между выпуском двух, следующих одно за")
Слайд 362 параметр:
количество рабочих мест (N) исчисляется по каждой операции:
tц - длительность
5. Методы организации производства
 исчисляется по каждой операции: tц - длительность рабочего цикла5. Методы организации производства")